

vnuk
-
Постов
641 -
Зарегистрирован
-
Посещение
-
Победитель дней
38
Тип контента
Профили
Форумы
Блоги
Загрузки
События
Сообщения, опубликованные vnuk
-
-
-
Здесь на 1 показана фактически идеальная дуга, но такая дуга слишком рискованна для дешевого и не исправного оборудования п.а ,а риск залипнуть есть всегда, если без охлаждения сварочная горелка, так как при нагреве ее, а значит наконечника, меняется размер его и становится материал мягким, что для прохождения проволоки весьма чревато последствиями дерганиями и рывками. Это очень весомый аргумент, который озвучил и его следует соблюдать, относительно Вашего оборудования.
Если уйдем еще в плюс, а значит увеличим напряжение дуги, то проволока начнет плавится сильнее и быстрее под самый выход на наконечнике, что приведет к залипанию его и сплавлению, проволока просто встанет, сварится на выходе с медью. Это будет слишком короткая дуга.
Если уходим в минус, то есть снижаем напряжение на дуге, то огневая расплавленная масса металла, по мере снижения напряжения будет двигаться в направлении изделия от сопла дальше и до тех пор, пока не остынет до твердого состояния, (речь о присадке, она же и дуга, она же и распл.металл) и начнет влетать в горячую сварочную ванну с треском.
О этом балансе я и рассказывал, который следует для себя открыть, как правильно его настраивать и им пользоваться. Иногда, когда мне нужен хороший проплав, но не большой катет, я использую 1 мм толщ проволоки, но ставлю режим сварки 1.2 мм. Что это дает?! На 1.2 мм объем присадки больше, но скорость подачи меньше, далее ухожу в серьезный плюс под самое не могу возможностей п.а и залив проходит меньшим объемом присадки, нежели с 1 мм толщ. Проводил это на Есабе и Мигатроне
-
Уменьшая напряжение на дугу, то есть это значит на проволоку,уходим в минус, которая вылезает с наконечника, мы уменьшаем силу напряжения на ней, а это значит, что присадка меньше подвержена нагреву, таким образом она не успевает прогреться до температуры плавления и влетает в сварочную ванну в твердом состоянии. Вот Вам и брызги от реакции разности температур. Проволока плавит место сварки, являясь дугой и той же присадкой, но не успевает расплавится в индукции полярностей между изделием и собой, плюсом и мунусом, прямой и обратной полярностью. И чем ниже напряжение на дугу, тем словно сильнее лезет проволока и втыкается, словно пинается и брызгает. Вот тут и назрел мощный смысл увеличения мощности напряжения на дугу, идём в плюс, проволока переходит в жидкое состояние, укорачивается дуга между выходом ее и изделием и втекает в сварочную ванну уже струёй, находясь в индукции полярностей в жидком состоянии. Вот она истина и смысл верной настройки п.а. Имеющий уши слышать, да слышит
-
-
Вот забыта тема сварки нержи полуавтоматом а помогло бы нам несведущим.
Вот открываю тему, будет еще больше, но сначала сухая теория, подмажем попозже (видео)
Когда будете знать принцип работы сварки и настройки полуавтомата, после этого по видео поймете и закрепите на всегда
-
 2
2
-
-
-
- Популярный пост
- Популярный пост
Про Fu bag или Баг на Фу
Ищет у нас руководство самый дешманский вариант, эксперименты ставит, это понятно выгодно,
но на деле друг за другом выходят из строя. Два на 400 А. держатся, а тройка 315 уходит распадается,
остался 1 живой, но с проблемой поджига дуги, шипит, как змея и зажигать не хочет, только красный вольфрам ему подавай.
Вывозят старые Кемпи да Фрониус без проблем. Тяжело, когда тебя не слышат. Есть такое выражение в притчах у царя Соломона:
в уши глупого не говори, потому что он презрит слова твои. А что делать? Мне работать нужно.
-
12
-
- Популярный пост
- Популярный пост
Парни, свершилось! Нашел камеры, которые снимают так, как увидите ниже. Последнее видео про цанги и бабочку посмотрите, так и варится и что происходит с металлом и рисунок 1 в 1 . Только я кручу обычно быстрее, мне монолит больше нравится и меньше чешуйка.
-
25
-
Варим в настоящий момент черную сталь 5 мм дуга в дугу, тандем, в 2 смычка, друга на против друга, по принципу с нерж. полет нормальный.
Все важное в подготовке материала к сварке, зачистке его, а так же в хорошей подготовке сварщиков. Делаем это на машине. Первый снаружи ведущий, подающий, по А. доминирующий в 230 А. с автоматической подачей 1.6 присадки, в жидком состоянии, делящийся с ответным коллегой, у которого внутри обечайки тоже есть коэффициент наплавки.
Второй подварной, на А. сотке без присадки идущий, на одном месте сидящий, смотрящий. Главное регулятором держать дугу, контролировать борозду, учитывать 1-2,5 мм. колеблющийся при вращении зазор, что бы не налететь на разговор )
-
7
-
-
- Популярный пост
-
- Популярный пост
- Популярный пост
Частые проблемы, почему емкости текут
https://www.youtube.com/watch?v=xl_AOYfiws0&lc=z225fnkbysrsfjsvtacdp431yktbdrhneie4d1hexptw03c010c
-
11
-
- Популярный пост
- Популярный пост
Послушай пожалуйста и пойми; судя из прикладного фото, свариваешь черную сталь, а так же вид сопла говорит о том, что метал, то есть его окалина не чистится и не удаляется как следует до блеска, что приводит при сварке треску и отскоку от нагрева грязи в корячем состоянии и забивается сетка, как указанно на фото..
Всегда для аргоно дуговой сварки по черной стали следует подходить весьма деликатно к зачистке кромок, как на трубе под рентген, иначе мы пожнем горькие плевелы от собственной безалаберности и не аккуратности. Высокий А тут не причем. Эти линзы держат и 280 А без перекура по 2 часа шва, проверено! Ниже ссылка на видео, как следует правильно работать с линзами. Соблюдайте правила в сборке, зачистке, сварке, а так же взаимодействие со сварочным оборудованием и будет успех. На серьезных А. не затягивайте керамику крепко, помните, цоколь и вообще весь металл при нагреве расширяется, а керамика не резиновая, а хрупкая, поэтому лопается.
https://www.youtube.com/watch?v=SGXso8W2eVU&t=24s
Добрый вечер уважаемые коллеги. Хотел спросить по поводу одной проблемы . До сих пор не было у меня сети 380. Варил все сундуком сварогом на 220. Переехал в новое место, там провел 380. Приобрел по случаю китайца, кедр 315 ас/дс с БВО и горелкой бэушные. Уже как месяца три - четыре пользуюсь. Мощность конечно совсем другая, намного легче варить стало толстые вещи. Горелка с линзами. Но столкнулся с тем что постоянно лопаются форфоровые сопла. Уже штук 10 лопнуло. И баланс пробовал менять, и подачу по больше аргона. Вобщем вчера последнее сопло лопнуло, нужно снова купить, может быть что не так делаю? В чем причина может быть ? На аппаратае на 220 вольт с такой проблемой не сталкивался. Понимаю что перегрев и резкое остывание как то этому способствует. Вобщем деталь доваривал с лопнушим соплом, утопив предварительно вольфрам. Как можно сберечь сопло от того чтобы не лопалось ?
-
10
-
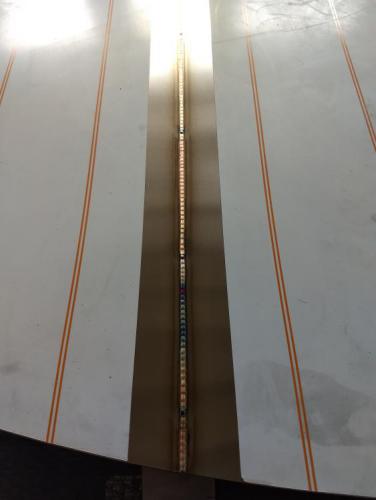
Смех сдел мне Господь сегодня, что ли ) с моей чешуей ), сварили по наруже крышку с обечайкой на автомате был шов литой, далее прошли подварной внутри, получилась такая вот чешуя. Ничего подобного не встречал.



-
8
-
-
-
Вопрос по ручной дуговой сварке труб чёрной стали , а именно,какую марку электродов на ваш взгляд лучше всего применять при сварке корня трубы и облицовки ? Подскажите пожалуйста , чтоб проблем с ними не было!
Лучше ЛБ Японских мне не приходилось встречать. Есть только 2 минуса у них, зажёг, вари до конца без отрыва на короткой дуге, они это позволяют осуществлять, не залипают и 2, стучать нельзя перед зажиганием по трубе, как дятел, обмазка слабая, отваливается. Левой рукой помог разжечь за электрод держась проводом в кромках и шмаляй. Средний коэффициент наплавки, что радует, проще справляться с металлом, так же плотность шва радует, поры исключены. На сколько мне известно и амеры любят данную модель. Они дороги, но они этого стоят.
вопрос по сварке нержавеющих труб аргоном ! Подскажите как варить трубы со стенкой 2мм ? Я всегда варил такую толщину без присадочного материала , но нам досталась линия которую нужно сварить что шов был с небольшим усилением 1-2мм , так просит заказчик. Подскажите как этого добиться?
овет
Если 2 мм, то объем металла жидкой фазы приличный, с которым совладать сложно, следует ожидать полной переплавки, при том, что еще следует подавать присадку. Так вот, что бы проварилось хорошо, следует по 1 мм снять ребро с обоих сторон стенок торцов, некая малая фаска, для того, что останется у нас в общем для проплава 1.5 толщины, а такая толщина плавится отлично на сквозь. Прихватываем 2 прихватки быстро, остальные ставим прихватки в задутом состоянии, что бы не вылезал шанкер внутри трубы. Следует применить 1 мм прутка присадки, если не можешь быстро подавать, то 1.2, но не толще. Задуваешь трубу, варишь за один проход, будет и внутри и снаружи валик, главное с газом не переборщи, не пере дуй, что бы не поднимало шов, а так же не падал шов, следует подобрать некий баланс давления газа в трубе для намеченной цели. А. побирается согласно качеству газа
Расскажите про сварку нержавеющих труб со стенкой 8-12 мм Аргонно- дуговой сваркой , а именно корень меня интересует .Подскажите какая подготовка кромок на таких толщинах? Какой диаметр проволоки использовать лучше всего , и на каком токе варится корень на такой толщине ?
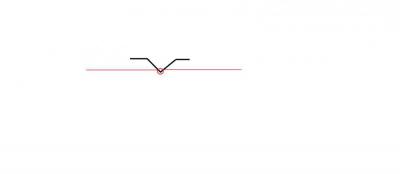
Если 8 мм, то развал фаски 8 мм на сторону, если 12 мм, то 12 мм на сторону и сделайте нож. Да развал хороший, но он уменьшится, посмотрите красные линии на рисунке, данные значения порядка 2 мм толщина лишь внизу кромок острых и они именно хорошо проварятся с 1 мм прутком, дабы масса металла и объем его был минимальный, не много его подсовывая в ванну на приличном А же порядка 140 -160 А и ведем быстро. Поддув в трубе на выходе сделать не много больше, порядка 6-8 мм, дабы газ не поддерживал металл в трубе и давал возможность подсесть, как указанно на рисунке в центре кружок. Итак, при сварке корня металл, оба конца трубы подтянутся при сварке друг ко другу порядка 2 мм, что компенсирует развал и далее заполнение и сварка лица так же подтянут около 2 мм. 8+8 16 Именно от 16 до 19 мм будет ширина шва лица. Если 12 + 12 то ширина будет от 24 мм и выше. Лицо лучше всего оформить ниточными швами.
-
8
-
-
Про газ грязный и чистый, влияние его на всех нас, на качество, а так же про наши сварочные аппараты tig и mig
-
8
-
-
- Популярный пост
- Популярный пост
Очень часто приходится говорить при обучении в процессе сварки, вот почитайте пожалуйста, может слово для кого то, что то откроет новое или повторение забытого откроется из старого.
У меня нет камеры хорошей к сожалению, даже если и снять на видео и показать, то не сразу получится, так как по опыту скажу при обучении коллег часто смотрят, но повторить не могут. Приходится рядом смотреть и корректировать, не торопись, подожди, вот начинай двигаться, так, побыстрее, видишь ванна перегревается и становится не адекватной, быстрее, проволоку в сопле держи, во влиянии сопла, далеко не отводи, иначе окисляется, ниже дугу опусти, еще ниже, куда поднял на 7 мм , около 1.5 должно быть от изделия, угол держи одинаковый, куда горелку загибаешь, как начал, так и иди, соблюдай прямолинейность, проволоку не забывай обкусывать, когда прихватываешь, не ставь прихватки больше будущего шва, куда такие бугры навалил, которые после прокладки шва будут видны, иглу поменяй, разве не видишь юбку на конце ее, дуга гуляет, не варите грязной иглой, красиво не выведешь. Вот, что каждый день мне приходится говорить
-
18
-
- Популярный пост
- Популярный пост
Часто вижу, как щиток фактически плавится у сварочной ванны и кто именно смотрит очень близко, при изучении сварочной ванны просто напросто приходят в ступор
-
10
-
- Популярный пост
-
- Популярный пост
- Популярный пост
-
- Популярный пост
- Популярный пост
Просили у меня решение по данному виду сварки и ухода от деформации трубы решение. Оно есть уже давно, не много мороки но оно стоит того. Только остыть давайте после сварки, только тогда кондуктор расслабить.
https://www.youtube.com/watch?v=XbWR1mD3vHE
а так же посмотрите про сварочную ванну на мультике, это не мое, но автор молодец, все так и есть в реале
-
14
-
-
Всех благодарю от всего сердца. Спасибо!
-
- Популярный пост
- Популярный пост
По цеху как то прошелся, мимо своих вложений в людей, а это коллег и вот что увидел... А что было год назад? Обычно не снимаю плохое,
так как любой труд достоин награды своей, даже не такой качественный ,как год назад и все же все это старания )
Это не моих рук дело, но уже ума, это руки наших коллег. Прошлую Милесту в красоте сварочных швов мы обошли.
Есть еще над чем трудиться, вопрос времени.....





-
18










Уроки от Vnuk полуавтомат нержавейка
в Уроки мастерства.
Опубликовано
Разъяснял с позиции Мегатрона и Есаба. Таков цифровой путь на этих аппаратах, смысл тоже понятен. От 0 в плюс иду, укорачивается дуга повышением напряжения, от 0 иду в минус, дуга длиннее от сопла и появляется треск при борще. Этот момент в цехе при сварке емкостей на высоте регулировали лайком вверх или дизлайком, ибо в цехе шумно и многие у меня в настоящий момент настройку знают. Что касается Вашего железа, возможно наоборот работает по значениям, но по факту мы говорим об одном и том же. Оборудование разное