- Популярный пост


vnuk
-
Постов
641 -
Зарегистрирован
-
Посещение
-
Победитель дней
38
Тип контента
Профили
Форумы
Блоги
Загрузки
События
Сообщения, опубликованные vnuk
-
-
Спасибо ) Думаю задающий вопросы не далеко от меня умчал, на всякий случай приношу за ранее свои извинения.
-
Просто обращение было за хелпом, бывает даже не смотрю порой, заскакивая где мы находимся и что вокруг, сразу отвечаю и хелплю. В вопросах админства я валенок, так что прошу простить понять
 sorry
sorry 
-
 4
4
-
-
Kondor416 очень даже не плохо, Видно, прозрение накатило
 Всегда помни, что не надо электродом махать, как веткой, держи ровно и стабильно дугу, иначе при махах будут подрезы подрезы. Сделай так, выбери ровную линию кругом 1.6 2 мм и пройди по ней, но пержде зачисти края ржавчины , что бы расплавление металла и электрода прошло по чистому металлу. Ну яш просил
Всегда помни, что не надо электродом махать, как веткой, держи ровно и стабильно дугу, иначе при махах будут подрезы подрезы. Сделай так, выбери ровную линию кругом 1.6 2 мм и пройди по ней, но пержде зачисти края ржавчины , что бы расплавление металла и электрода прошло по чистому металлу. Ну яш просил 
-
3
-
-
Etalon Видно, отлично переплавился металл, есть такое выражение, просто лег.
-
1
-
-
- Популярный пост
- Популярный пост
Часто спрашивают, как лучше заточить вольфрам. К этому материалу еще и о прихватках сравнение полезное редкое. Здесь рассказывал письменно уже давно. Теперь на видео
-
16
-
Присмотритесь, очень жестко содрал напильником острые кромки, словно фаска снята на 1.5 мм и при этом кашки нет внутри. Думаете просто что ли фаску снял напильдроном? я специально выбрал места фактически с зазором и прихватывал. Бывает так на монтаже, не переделывать же
А что же все же происходит? Да просто перед поджигом дуги вначале выстреливает газ и просачивается сквозь зазоры и создает некоторую подготовку для поджига дуги и резкого гашения и главное не передержать и таким образом получается лепеха, как некая пайка поверхностно после влияния газа. А если присмотреться в зазор через увеличение, то прихватка такая словно сделана с поддувом, она в зазоре желтая. Вот это и есть влияние газа через щели и подготовка. Во сне часто летаю и когда прилетаю к людям они спрашивают, как ты это делаешь, а я в это время вижу, что нет веры в глазах их и поделать с этим ничего не могу и опечалившись смертельно, взмываю вверх, улетая
Было бы шикарно. Это очень ценная информация, тем более увидеть глазками процесс.
Относительно прихваток-тоже спасибо, только небольшая ремарка- на видео прихватки, на которых изнутри не видно ершиков-это еще не показатель. Бывает даже на тестовых катушках, что на лицевой части-маленькая, аккуратненькая прихватка, изнутри-нет ершиков, чистенько, гладенько, нет пережога, а после прохода - малюсенький ершик все таки продавливается. То ли где то в середине стыка образуется из за дефекта резки или стыковки.-
4
-
-
- Популярный пост
- Популярный пост
Значит мне приснился обратный валик видимо. Будет время, сниму на пластинах потолок без зазора и развалом на фасках и сделаю валик.
Только тогда еще не скажите, что этого не может быть. Идет время и приходит....
А пока что как то так
-
11
-
Понял о чем ) Есть очень деревянное управление, это про руководство, с которыми приходилось работать и многое доказывать, кто то принимал, кто то забивал, кто завидовал, кто то не доверял или просто забывал. То что видите, хотя бы этого от них добился в своем лице и то прогресс. Власти у меня там не было. Теперь ушел от туда, пусть хоть на ушах стоят, все ровно.
Качество, которое строил для них, упало и многие хорошие специалисты ушли. Как мне приготовили, так и заварил и стенку переплавил, это видно по литью, металл хорошо про плавился.
Но в таком случае сделать это тяжелее и это не мое решение
-
6
-
-
- Популярный пост
- Популярный пост
Всех с Рождеством Христовым!
-
16
-
У меня сей час не труба к сожалению, а емкости. Когда предоставится возможность такой работы, все покажу и расскажу. Я не из мира фантазеров, что делал не раз, то и рассказываю. Если отметки не увидели на черной трубе светил, я не виновен. Если содрали что другие, мне все ровно. Если про разделку и фаску УС не уразумели или не знаете, то Ваше упущение. А на счет сдачи и требований на предприятия, то в чужой монастырь со своими законами не ходят, это ежу понятно, как условлено, так и делаем. Но повторюсь, очень часто применял свои знания и просил монтажников, как мне необходимо приготовить фаску и какой зазор или без зазора, это все зависит от диаметра трубы и толщины. А то что можете без зазора и без провара на колыме сваривать, так это в ваш огород камень ) Относительно от Вас и на колыме свариваю все как следует.
Добрый день. я работаю в нефтегазовом строительстве на технологии сварщик РД,РАД. у нас варят все с зазором и нержу и чернуху.требования высокие и просвет и механка. Допускной стык надо варить под 45 градусов.все по тех. карте.По поводу поддува в черную трубу,а на товарных ты тоже будешь задуваться?
Допускной стык нужно варить с теми же условиями что товарные.Да и на чернухе без зазора с потолка неповоротку вряд ли получится с обратным валиком заварить. По поводу РД сварки твоей 400 трубы.это была категорийная труба или нет? на серьезных обьектах руководствуются технологической картой в которой все прописано,как,чем все параметры, а так же высота, ширина количество слоев и тд.никто про снипы не вспоминает. LB-52 считаются корневыми электродами. Заварено может и не плохо,но слесаря все загубили.Наш контроль качества эти стыки браканул. болгаркой чистят только сам шов если требуется замки, капли напильником сбиваются,тело трубы точить нельзя.потом болгаркой щеткой проходят. То что стыки свечены не увидел, привязки(стрелки) нет. Так что все познается в сравнении.
-
8
-
-
- Популярный пост
- Популярный пост
Сварка без зазора и без притупления, это недопустимо!!! Гнать такого сварщика с ТХ трубы надо!!!
Интересно, что бы автор сказал про сварку тандемом, 5-6 мм толщины без зазора и не снимания фасок на обоих кромках?
Проект 8 емкостей нерж.100 куб.в изоляции от катали за 4 месяца с рентгеном, то есть за 2 недели одну.
Данного способа в ГОСТ ах) СССР нет. А вот в Евро стандартах имеется. И если по умничать гость решил, то
поздравляю его с Новым 2019 годом, Мира дому его и благоденствия во все дни жизни его желаю.Поздравляю!
Всех коллег с Наступающим Новым 2019 годом! Очень мечтаю и желаю, что бы в нашей стране жилось всем полегче и радостнее,
проще и добрее, без зависти и жадности, без пьянства и убийства, без разграбления страны и его народа (
Благословил бы Бог нашу страну, вот моя мечта и мое желание для себя и для всех Вас. Поздравляю.
-
22
-
Просто, кто то считает, что на уровне технаря объясняю или не умею объяснять, или темы не знаю совсем, несу всякую ересь.
Мне факты важны и реальность человека после обучения на работе необходимы.
Все что испытал, передал, все что сделано, показано много, а так же подтвердилось многими коллегами.
Какой смысл говорить заумные речи из учебников академиков? Для этой группы людей есть особая группа с другими мозгами.
Чем проще, примитивнее для многих, тем понятнее.
-
2
-
-
хорошо, не молчитепросто не могу молчать, когда людей вводят в заблуждение.
Ко мне обратился человек, коллега, с просьбой помочь, подписчик на Ютубе с города Львов.
Одна из тем сварки и деформаций, в заблуждение ввел коллегу, покажу на деле.
Примеров данных заблуждений масса, в том числе компания "Milesta"
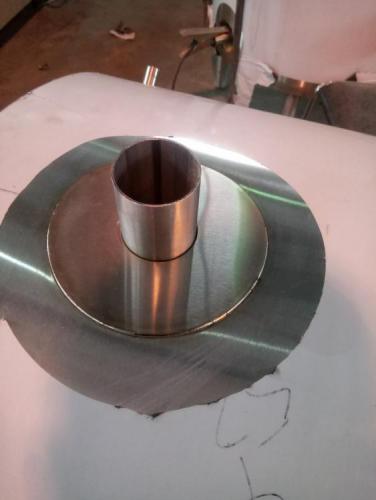
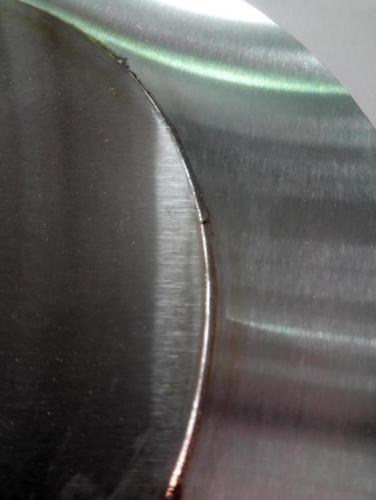
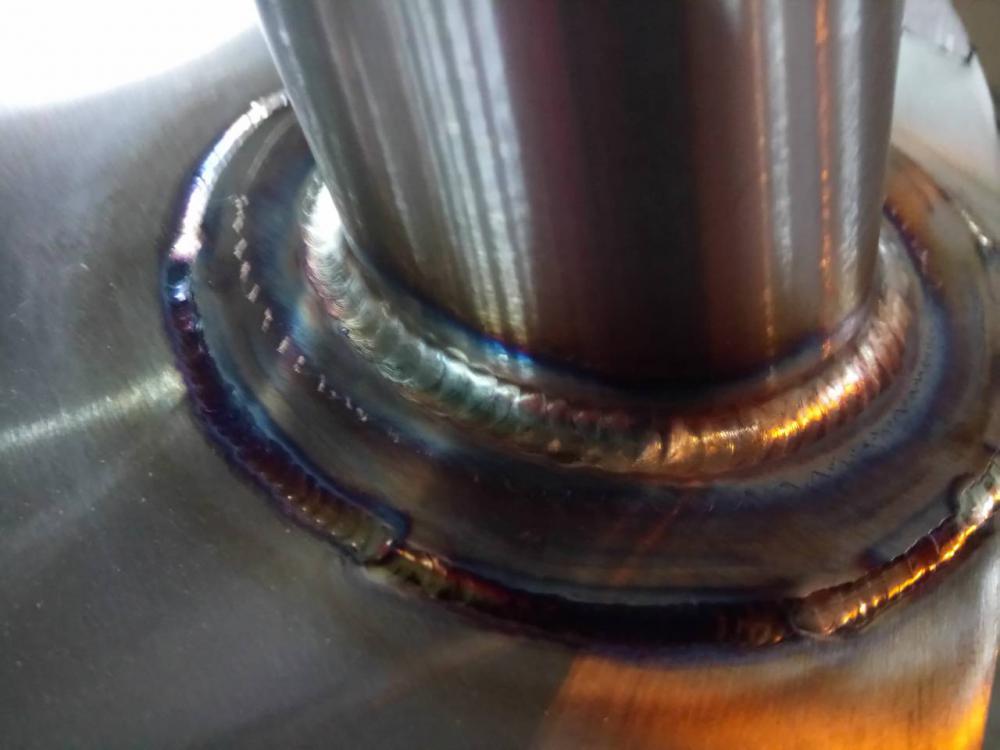
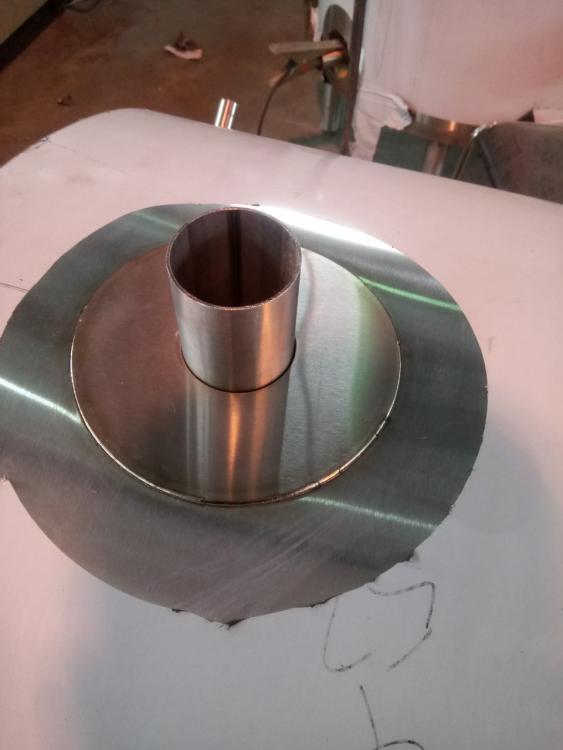
Первое фото, знаю, не требует комментария, второе, это тренировка входа в заблуждение после моей работы.
Фото 3, как должно выглядеть изделие, для ясного понимания
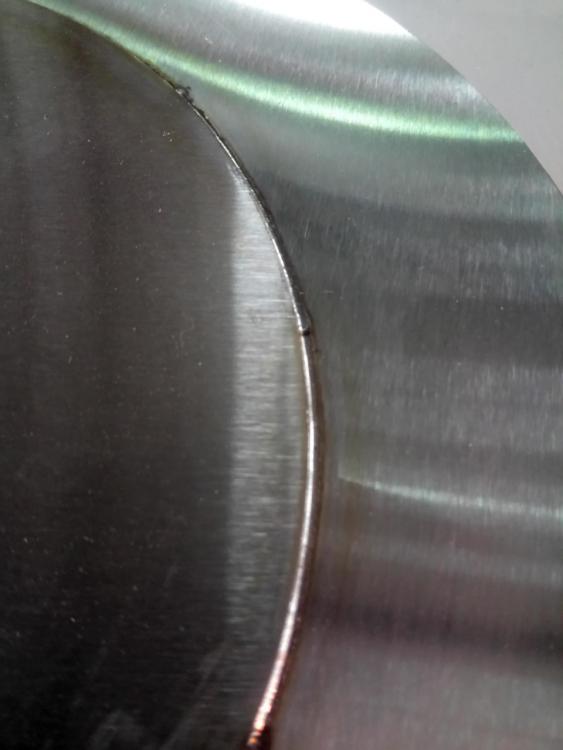
4. Заблуждение приведено в исполнение на половину.
5.Достигнута цель на 100 процентов.
Кроме этого всего коллега варит образцы и учится более углубленно входить в заблуждение по чешуе.
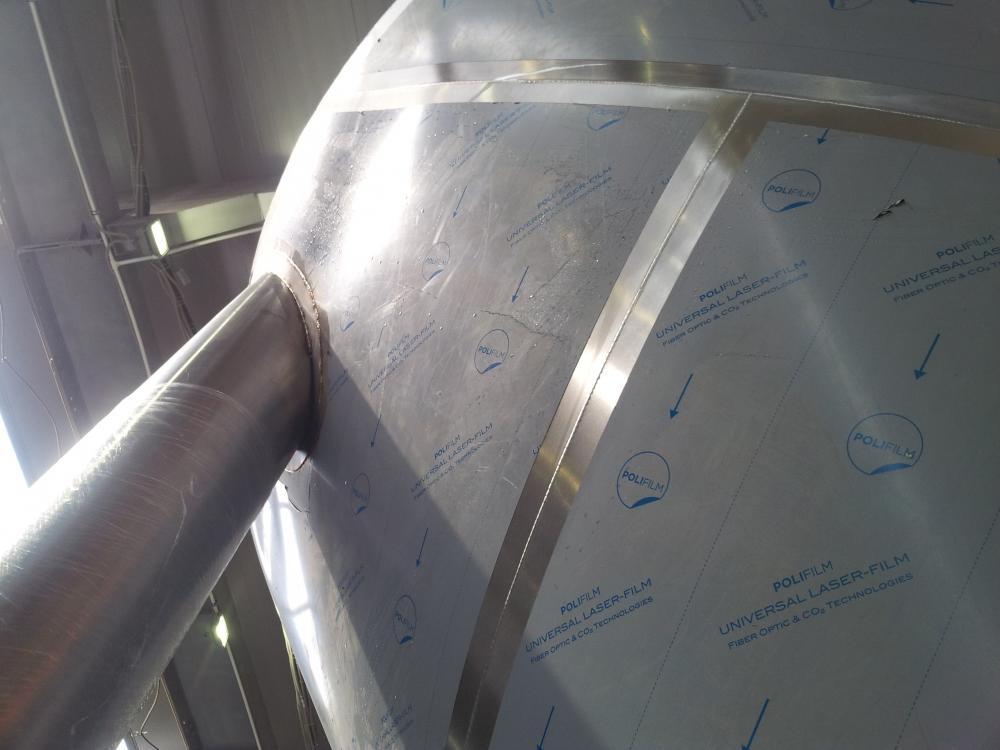
От себя лично скажу в последних фото, вот что бывает и было, когда мои советы принимались в штыки.
Есть такое прекрасное высказывание "не бывает пророк без чести, разве только в отечестве своем и в доме своем"
Смысл выражения: люди не верят в талант, гениальность или истинность слов человека, который находится рядом с ними. Как то видел сон, часто летаю во сне. Прилетел к людям и они дивились тому, что летаю, спрашивая, как ты это делаешь? Я же опечалился, когда увидел глаза их и в их глазах не было веры, печально ответил с тяжестью в сердце своем, просто верить надо и снова взмыл ввысь. Вот коллега поверил, на основании веры спросил, поучился на пластине летать и полетел. Вера без дел мертва! Спасибо коллеге из Украины, город Львов за предоставленный материал.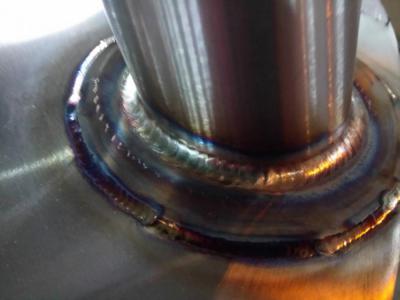






-
4
-
-
- Популярный пост
- Популярный пост
Просили как то тему одну на тубе ребята, может кому пригодиться, если кто не знает
Просто задрали меня некоторые товарищи, типа ты покажи сварку свою на видео, как варишь и мы поймем все, че ты тут рассказываешь нам. Вот и решил показать сварку. Не судите строго, ну просто задрали меня. Да кстати, в самом начале увидите красные шарики, которые вращаются в сварочной ванне, это грязь, которая там плавает. Намеренно сделал это, что бы было понятно, как закручивается металл. Когда мы его подкручиваем разными колебательными движениями, словно подмолаживаем св.ванну, что бы не стояла на месте и при усваивании ее в целом шов ложится красиво.
https://www.youtube.com/watch?v=TrZ6ujA8GaQ


-
19
-
Как тут на Вятке говорят, ну так чтооо )
-
2
-
-
- Популярный пост
- Популярный пост
А как на счёт на гаке прокатиться от первого лица. Места строго ограничены
-
20
-
Дааа, салаааат. Бывает так пацаны
. У нас на заводе, где сейчас работаю, фактически деформаций нет, там, где это очень необходимо! Мне кажется, это лучший результат, относительно прений. Ведь как известно, не бывает прощения без крови, как и всякий спор оканчивается ярко выраженным подтвержденным делом. Теория суха, ее следует слегка смазать для ясного разумения по теме. Порой приходилось применить с десяток разных объяснений, что бы до учащегося дошло, такие встречаются. Когда доходит до него, когда уже кажется, что потеряно время зря, у меня случается кудрявый праздник и иду домой усталый, но довольный.

Всем спасибо!
-
5
-
-
Вот статья по ссылке и ниже 2 примера из жизни.
https://malishev.info/exams/matved/sem2/27/
При изготовлении прокаточных роликов для отбортовочной машины 45 стали внутренний диаметр был идеален после токарного станка под вал. Итак, после термо обработки, закалки ролика внутренний диаметр изменился и не залез на вал, а так же и наружный диаметр после печи и остывания так же изменился, то есть расширился. Расширился за счёт чего?
За счёт структурных изменений зерен, атомов, зарождение новых, которые при нагреве приходят в движение за счёт катализатора хим.процессов.
Если зерна увеличиваются и зарождаются новые в зонах отжига, распространения и влияния тепла, то куда они деваются при остывании тех зон? Кто сказал что металл не резиновый?) Расширившиеся зерна обратно не сжимаются. Это, что Вы выросли в рост, катализатор Вам время, теперь обратно меньше не станете. Сдеформировались) так сказать. Окружающая среда Вас приняла, но она есть пространство. А у зерен и атомов в металле пространства нет.)
Сварил очень ровно пол из нержавейки в контейнере, все делал с зазорами, учитывая рост зерен и расширение металла, таким образом за счёт сварки тут же на зазорах происходило натяжение растяжение, не было бугров. Пришли двое после, ничего не спросили, как варить на полу латок слива, как стыковать. В итоге метал на полу подняло, буграми, наступил на бугр, он ушел в другую зону и так безконечно. Было принято решение разрез по середине бугра 1.6 мм кругом, далее давление, металл приземлился и зазора не осталось, сварили, натянулись, бугр исчез.
В теории написано сухо и понятно, но не до конца, я бы добавил туда несколько предложений. В жизни добавляю на деле и рассказываю другим.
Когда учился, очень любил химию и металловедение и после, когда все уйдут,донимал преподавателя вопросами, бедная тетка ) Ну очень грамотная женщина.
-
6
-
-
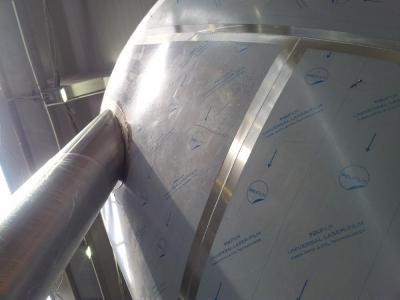
Именно влияют. Особенно это заметно, когда свариваются накладки на опоры ёмкости и деформирует так, что выходят страшные ямы, от которых мечтают избавится все, но не знают как.
Кольцо шва сжимается при остывании и тянет, действительно, но не на столько в нашем случае, так как сдерживают внутренний шов прихватки по наруже и обечайка закреплена намертво.
Именно эта позиция шикарная, почему ее избрал для показа знаний, так как ярко показывает закрепленность и обездвиженность. Именно структурные изменения после хорошего прожара и изменяют площадь металла, а это расширение без возврата.
Поэтому следует создавать для будущего расширения зазоры, что бы металлу было куда уходить.
Полуавтомат на 230 А 380 в. серьезно прогревает, даже на 350 мм от шва после сварки можно жарить яйца
-
3
-
-
Всех приветствую уважаемые форумчане. Хвала Всевышнему операция прошла успешно и вновь с Вами. Дополнительный материал по деформации днища, закрепление.
-
9
-
-
Просто катушки уже нарезаны и токарями проточены в размер, так что как то так, что под руку попало
-
3
-
-
-
- Популярный пост
- Популярный пост
Поступил такой вопрос от коллеги на повестке дня, выношу на свет:
На данный момент варю Тиг, и развиваюсь в этом методе. И соответственно вопрос вот какой: С точки зрения материального вознаграждения за труд, в какой методе больше перспективы, т.е имею веду к примеру сварка труб нержавеющей стали, или листовые и угловые соединения, может работа с другими цвет металлами.
Ваше мнение? Кто востребованный сейчас?
Ответ:
Больше ценятся сварщики tig, выше оплачиваются, так как спектр применения данного вида сварки весьма широк и качественно высок.
Сразу предостерегу от листового железа по нерж. стали, а именно от резервуаров и танков, емкостей тонкого и толстого железа
Обоснование; большой метраж не сулит больше зарплаты, но наоборот, потеря физической стойкости, износ, скорая потеря зрения обеспечена.
Работодателю плевать на Ваше здоровье. Монтаж труб и емкостного, а так же сварка этих видов оплачивается одинаково.
Лучше всего работать на трубах, ведется монтаж, это резка, прихватки, сборка, сварка. Это время. Сварки на много меньше, но выше ответственность, так как в процентном соотношении рентгена больше, но не везде и не на всех проектах.
Если учишься владеть всеми видами сварки до совершенства, либо уже владеешь, это приветствуется работодателями России, но не оплачивается.
Не рассказывай и не показывай работодателю россии своихвозможностей, дабы он не привык к твоей уникальности,после чего приучив его, будешь возненавидим за просьбу повысить оплату труда себе в силу отказа универсальности в сварке.
Так же, если можешь сам вести монтаж, кроме сварки, не веди, это не оценят и выше не заплатят, но так же при отказе, после показа своих возможностей в монтаже, тебя выгонят вон.
Полуавтоматическая сварка в россии ценится низко, а так же одинаково черной и нержавеющей стали. Это не правильно!
Нержавеющую сталь сваривать сложнее и требует максимум знаний по оборудованию, присадочных материалов, а так же настройки св.полуавтоматов.
Перспективы есть только за границей, если молоды, учитесь и уезжайте.
Сварка титана ценится выше других сталей, так как более капризна к перегревам и защите св.ванны, а так же трещины, порча материала. Варится легко, если все правила соблюдены.
Хотя не исключен алюминий с оксидной пленкой и нерж.ка с ее деформацией и окислами, которые мешают свариваться.
Все состоит из правил! Соблюдайте данные правила и все будет хорошо.
-
17
-
но если переключить коррекцию на подачу то символы на крутилке работают с точностью наоборот то есть как у вас.
Верно! Не забуду, сниму это значение, выложу. Просто нет коррекции. обычно руководствуюсь всеми возможными регулировками, главное
, что бы настроить процесс сварки комфортный без треска и ущерба спецовки с телом.
-
1
-








Уроки от Vnuk.TiG нержавейка
в Аргонодуговая сварка — TIG
Опубликовано
Шарикам о шариках
