vnuk
-
Постов
641 -
Зарегистрирован
-
Посещение
-
Победитель дней
39
Тип контента
Профили
Форумы
Блоги
Загрузки
События
Весь контент vnuk
-
http://solarsystemscope.com/ Ребята, в этой ссылке модель нащей солнечной системы. Ны сайте есть настройки, скорость вращения земли, а так же планет. Потрясающее зрелище!!! Из всех картин, эта несомненно лучшая из всех произведений. Смотрите и задайтесь вопросом о инженерной разработке высочайшей технологии, котораяя достойна Восхищения!!!
-
Вообще, что бы рассматривать и выдвигать точные суждения в данном вопросе, следует хорошо знать 2 позиции, а значит работодателя и его отношений всех и финансовых в том числе к работнику, а так же позицию трудяги. В основном в большинстве конечно же случаев виноват работодатель, так как у него деньги и он диктует условия, качает права и По мании величия, кстати этим страдают многие русские, перегибает палку. И у главных сварщиков позиция не завидная, так как находятся между двух огней, начальник не хочет хорошо платить сварщику за работу, а тот не хочет работать хорошо, либо идти на это предприятие. Главный сварщик ищет спецов и не находит, с него спрос! А где взять, когда не идут на низкую оплату труда не легкого? Вот и подумайте, кто тут виноват.
-
На емкостях использовали данные аппараты с подачей проволоки для сварки горизонта и вертикала. Лучше всего настраивать аппарат не на постоянную подачу проволоки, а прерывистый такт, такой способ создает волну в горячей ванне металла и соответственно ровность шва. Чешую можно корректировать за счет скорости сварки. Приехал бы, да за 8 тысяч От россии. Тема настройки очень интересное занятие. Было орбиту настраивал 3 дня От 37 трубки до 120 трубы, 3 дня как день пролетели.
-
Когда станешь мастером своего дела, будешь востребован везде. На любом предприятии всегда и везде следует варить образцы. Всегда дадут шанс и если покажешь высокий класс мастерства именно на образцах, то поверь, тебя возьмут. Лично я никогда не стремился в начале своего пути на высокие фирмы, варил заборы и армвтуру, учился и изобретал и постепенно в течении лет 3 встал на ноги прочно.
-
Что бы сдать на накс, нужен год стажа и не менее 4 разряда. Когда все это будет у Вас, вперед на Накс своего города и там Узнаете, прокатит удостоверение, выданное Вам. Еще вариант, можно раньше узнать,придти и показав,спросить, возможно ли мне с этим документом сдать нормативы сварки в будущем.
-
Замечательные швы Миха 75, видно, металл просто лег. Образцово показательное выступление, 5
-
Я бы в первый же день свалил. Вообще ситуацию видно на корню в фирме и нечего в подобных задерживаться.
-
Спасибо Maler, так выкинул один из вариантов своих стыков, шаг больше сопла сделал и вышел такой шедевр. Вообще фаначусь сваркой и если посмотреть на конструкции мною сваренные, нет ни одного шва одинакового на ней, скукота варить однообразно, изобретатольность весьма интересна и полезна. При нашей работе мозгу скучно и он творит и веселее работать. Правда зрение снайперское мое потихому сдает , печально, но , приобрету очки и буду творить дальше. Оптимизм Великая сила! Еще увидел тут один нигерийский стык забабаханый электродом

-
Не, тут их просто нет
-
Приехали русские и вот .... Начинают хвалить, лавры получаем, все ж 3 год пошел, как тут трудимся на благо черного народа
-
Выкладываю, не помню кто просил, стыки негров в нигерии. Когда сюда приехали все текло, везде капало, теперь сухо
-
Вечерком выложу стыки негров, ща на работу пора. Приехали когда сюда, везде на галереях было сыро. Все текло. А корень нормальный, для подвала и для ржавой трубы самый сенокос
-
Ну вообще то с подвалов и начинали, раз было в одном с плота варил, 1метр глубины было воды и так год, затопит, откачают воду, снова затопит. С утра шест и плот и к стыкам. Блага кранбалка была на потолке для монтажа.
-
Миха, спасибо!!!
-
Хорошо бы эту ссылку найти. Просто когда я находил свои данные,там очень скудно все написано. Может кто помнит где ссылка находится?
-
Самый простой и легкий способ, это найти себя на сайте накса, там конечно скудно все и нет инфо о данных допусках,на что вы годны,Но главное Вы есть там. Придя к другому работодателю говорите, что вы атестован по направлениям и перечислите, говорите так же,что вас не хотят отпускать и даже за деньги не отдают оригинал. Друзья, это Вам предаст авторитета перед будущим работодателем, уверяю вас, всегда так делают,сам никогда за накс не плачу, платят те,кому надо. Раз было так,что посол с предприятия выехал с деньгами,что бы выкупить мое удостоверение. А в счет обманов по отношении к нам, У сильного всегда без сильный виноват (Крылов)
-
Ампераж следует подбирать От возможностей напряжения и во вторых От возможностей св.аппарата. Все они дают в основном разный ампераж, бывает и в 50 А. Разница. Например если от тысячника да От баласника воткнул бы на зазор 3 мм шестерки на электрод 3.2 3ножа по сорокету каждый, но в начале с потолка еще бы добавил двадцон, так как металл холодный. Ну и в процессе нагрева убрал,
-
Совершенно верно, 3 на зазор и 3.2 электрод, А. Приличный, стык будет литым внутри. На электрод оказывать всегда давление, очень короткая дуга, прямо упирать его в кромки, высокий ампераж позволяет это делать и не позволяет залипания электрода.
-
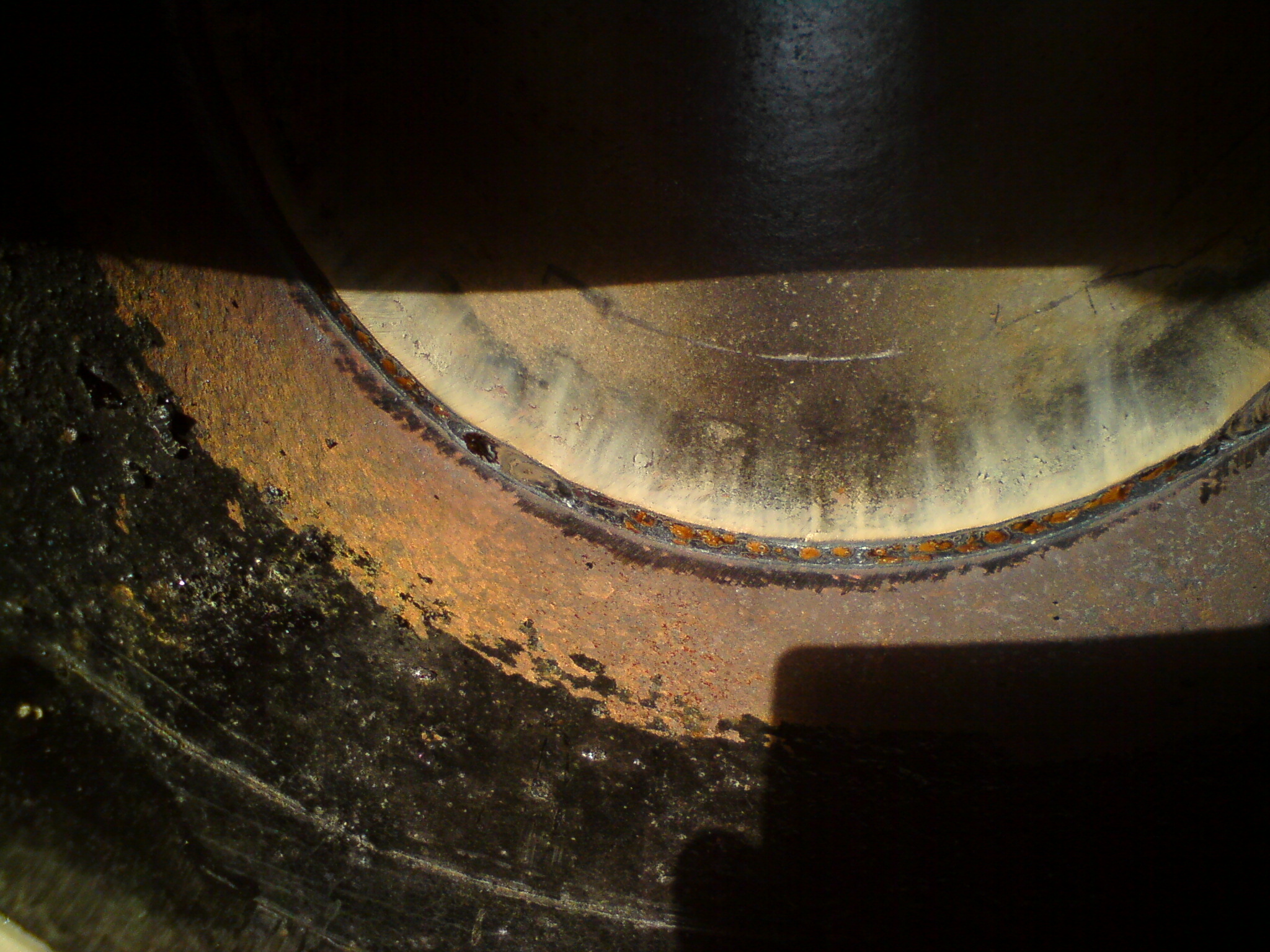
Спасибо уважаемые коллеги! Просвещу Вас, как просто это делается, может кому пойдет на пользу. Все дело в Фаске, ее стоит готовить под нож, делать острой, притупление, это древний век в 2 мм., можно остроту слегка притупить, дабы не порезаться при монтаже. Зазор 3 мм кромок, использую простой зазорник с электродов, далее берем проволоку калибровку 3 мм и начинаем, наши острые кромки (ножики)очень быстро и легко плавятся, перемешиваясь с присадочным материалом, вы всегда неразрывно держите проволоку в ванне, не много нажимая на неё. По мере сварки зазор слегка стягивает и проволока уже не пролетает в щель, а спокойно лежит в св. ванне, ампераж 140, скорость сварки высокая, главное не перегреть, уйдет вниз и будет свис. Металл очень хорошо усваивается, нет перегрева как видите. Так называемый способ, в слепую. Это значит по чувству и по опыту. Можете создать катушку и пробовать, больше скорость, меньше ям И эта поговорка тут работает! Можно варить через зазор, но это муторно и тяжело, зачем напрягаться, сам по себе лентяй, способ не подсматривал, сам дошел до него. Способ хороший, выгодный для руководства конечно, быстрый, но нам так не платят, что бы его постоянно пользовать и поэтому пользую в основном на работе старый дедушкин способ, плавление кромок и подача в круг расплавленных кромок присадки, как видно на самом верхнем стыке потолка. Это дедушкин способ, хоть и не так красиво, чем нижние стыки, зато дольше сварка. Мы варим, а денежки текут
-
(С голоду подохну к этим козлам не поеду.) Молодчик!!! Прямое и военное решение! Уважуха!!!!!!
-
Атом Станция аргон дуг.св. На станции требования такие, заподлицо. Допуск не более 2 мм толщ. валика, лучше заподлицо Просто на швах видна как бы слюда, грязь, особо не протирал перед сваркой
-
Не понял вопроса, sorri Без поддува, то есть без газа внутри. Есть такой способ сварки, который использую исключительно в колым целях, получается очень быстро и красиво.
-
Сегодня вспоминал, какие требования были на АС. Заподлицо стыки подавай , коренные швы.
-
Снова на чернухе, не вышло сделать 3 мм на потолке не поворотного стыка зазор, получилось 5 мм. Сфоткано с 12 часов вниз в разрез кромок стыка, чистый 6 часовой потолок. Эх, давненько этим не занимался
-
Ну да, не плохо даже! Видно защита была хорошая на шве. Шов просто улегся.