vnuk
-
Постов
641 -
Зарегистрирован
-
Посещение
-
Победитель дней
39
Тип контента
Профили
Форумы
Блоги
Загрузки
События
Весь контент vnuk
-
4 года в пыли по углам да под столами и тут проходил мимо я , а ну ка добрый молодец, выходи на свет, металлы толстые на нас Илья Муромец наезжают, 16 мм пропахать следует. Да ты б меня продул проходимец, да почистил, зарядил бы патронами да 380 прорезал и тогда кто знает, силушка богатырская не вернется ли. И сделал я по слову богатыря добра молодца и пропахали мы целину родимую

- 83 ответа
-
- 32
-

-
Бытует и живет такое высказывание среди сварщиков, набивать руку. Неверное определение! Одному человеку написал в личке данное определение учения. Изучайте металл в жидком состоянии внимательно, научись плавить его без проволоки, ровно разогреть сварочную ванну до 5 мм шириной и как только достигла этой ширины двигаться вперед, соблюдая ванну в ее параметрах ширины скоростью. Только набив свой ум пониманием сварочной ванны в совершенстве, тот же самый ум отправит сигнал рукам и они исполнят то, что он хочет. Называй все своими именами правильно и понимай это и принимай.
- 701 ответ
-
- 20
-
-
Не руку набивать, а то, что в голове набивается через информацию, полученную от глаз. Все это происходит из длительных занятий сваркой и детального изучения сварочной ванны. Cварщик Джо , материал петли толстый обрати внимание, исходя из этой толщины шов должен быть приближен шириной к данной толщине, а так же коэффициент наплавки по высоте соответственно ширине, тогда деталь будет выглядеть более авторитетно. "Не прилично толстому носить узкие штаны" Что такое правильная переплавка сварочной проволоки и материала изделия, или как я называю детальная переплавка и размазня. В чем отличие? Как определил про петлю, что расплавлена только проволока и не перемешалась с основным металлом, давайте разберемся. Сначала выложу стыки идентичного изделия просто расплавленную проволоку, слабо прогретую и не переплавленную с основным металлом корректно (размазню) Во втором случае ниже детальную переплавку прутка и изделия. Сравните, что надежнее, и что выбрали бы вы для себя. В этих симках поймете, как определяю хлипковатость сварных соединений. Теперь правильная переплавка прутка и металла, то есть перемешивание сварочной композиции.
- 701 ответ
-
- 20
-
-
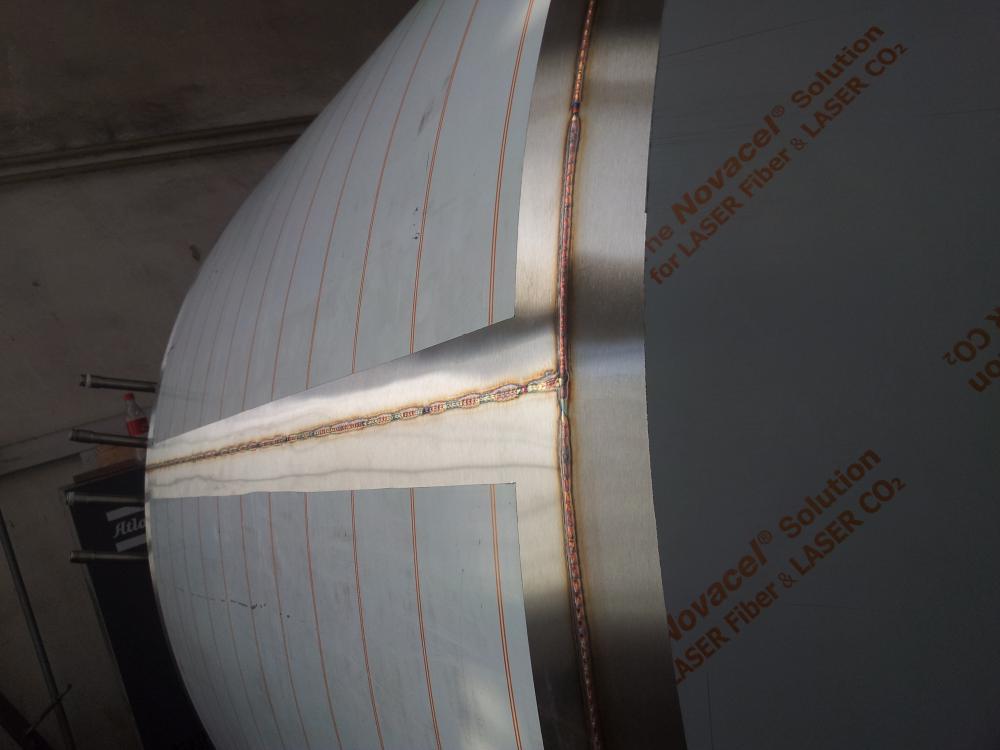
Исходя из толщины металла шов должен быть в 2 раза шире, а так же в 2 раза коэффициент наплавки выше минимум. Торопишься не ждешь детальной переплавки металла, фактически плавишь только присадочный материал. Без опыта правильный шов за проход положить трудно, но за 2 прохода можно в Вашем случае. Желаю успешных швов. Старайтесь. Молодец. Вот господа правильная стыковка угловых соединений, обратите внимание. Если внутри обеспечен поддув, то там будет шов за 1 проход 2 х зайцев. Способ стыковки проблематичен, зато и по деформационной теме верен. В нагрузку добавлю за шов, хорош
- 701 ответ
-
- 13
-
-
На первом в целом не плохо, довольно стабильно и хорошо прожарено. Но в конце резко оторвались, не подождали, когда ванна не много отойдет от жидкого огненного состояния в среде газа. Если древние сварочные аппараты, то плавно выводите, вытягивая завершение шва в нитку, увеличивая скорость протягивания. Если же 21 век, то настроить медленное затухание дуги в 3 секунд, с последующим обдувом газа так же 7 секунд подержать на финише.
-
Хобби, это внук) Фанатизма , Фанатизм рождается от тяги к красоте, которая правит миром и делает его рабом, по большей степени от части проявленной глупости, если эта красота исходит от женщины, но это другая тема. Наш же фанатизм от мудрости, про отец кропотливого труда, является профессиональным детищем, перешедшим в домашнюю личную жизнь, связь и необходимость для личной жизни Хобби )
-
Спасибо коллеги, большое спасибо! От всех своих я скрыл о дне рождении
-
Спасибо коллеги!
-
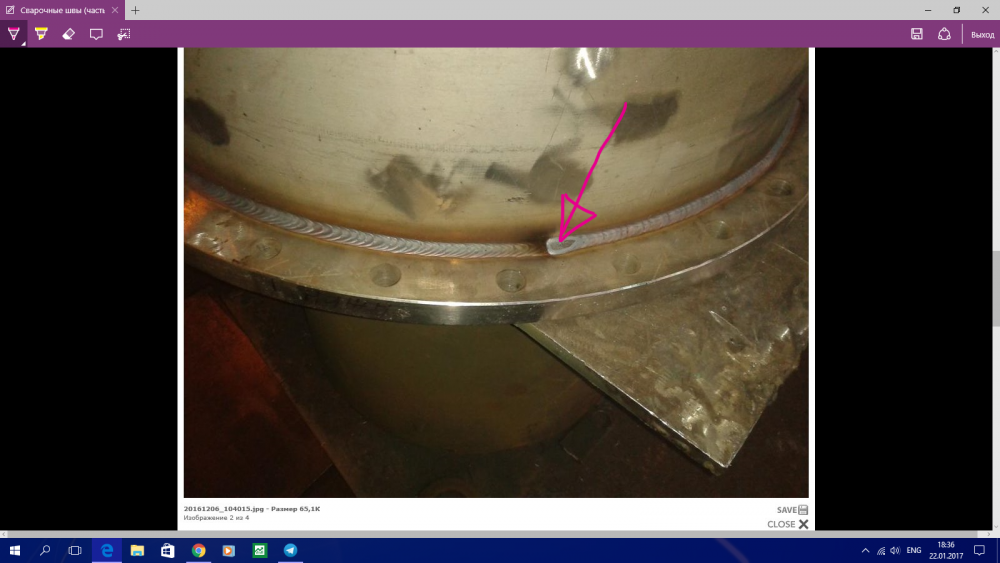
Можно без особых усилий и вложений любой завод поднять вручную, главное все делать четко, одинаково и красиво. В одинаковости сварочных швов, к примеру на емкостях, говорит о многом заказчику, о эстетике, порядке и точном устройстве всей системы завода. Одинаковость швов, это что роспись, визитная карточка завода по изготовлению изделий. Швы притягивают взгляды, своей ровностью и одинаковостью. Сегодня уже такие швы варит почти каждый второй у нас. Кто то за месяц понял как варить их, кто то 2 года учился. Теперь мне проще, не столько нагрузки на глаза. Разделяю с коллегами ))). Есть еще косяки, недоработки по заводу, работаю.
- 701 ответ
-
- 28
-
-
Потому, что его мало. Если еще добавить размер в 2 раза, то поведет, так как растянется при сварке1, сядет под собственной тяжестью пока горячий 2. Вообще коллега торопится с прихватками, резко отрывается, из-за чего они могут почернеть, что создаст затруднение при сварке красивого шва. Шов черный у него, видно. Не знаю под какой вид жидкости этот короб, если на вентиляцию, то пойдет, а на пищевуху нет. Поддува нет. Такой вид работ называю шляпным и не аккуратным. Много сталкиваюсь с подобным видом, но меняю коллег, начальство убеждаю о качестве. Благодаря качеству и красоте уже 2 цеха по производству емкостей, скоро 3 откроют и четвертый.
-
В Америке рабочий класс называют колесами. К ним относятся с уважением. Да и кто из россиян на свою машину поставит колеса худые?! Там и стоило было родиться, да не судьба. А тут в россии, хоть звезда у тебя будет гореть во лбу вселенская, но если ты рабочий специалист, то не лучше дворника! россия свои колеса не видит, не ценит и не будет ценить, лопнет диск, заменит, а сдавший позиции не вспомнит никогда и не поддержит. Европейцы охотнее муслов примут, платить и нянчится с ними будут, чем русских. За 3 года работы в Нигерии нас русских зауважали. Мы пили и ели со швейцарцами, испанцами, немцами, смеялись и купались в океане, праздновали победы совместной работы, но это был временный дым, который исчез. Но память их отношения к нам запомнилась навсегда. Ни один русский начальник не уважал нас так, как они. Швейцарец сказал, нас учили видеть русских по другому, но я увидел настоящих русских. Нас всех благодарили за работу и не раз. Мы там точно не нужны. Крутитесь, пока Вас не заменят. Это сурово и это россия
- 22 ответа
-
- 16
-
-

-
Если есть углы загнутые на листогибе, значит ребра жесткости для сварки. Хоть бы фото выложили, наглядно проще понять последовательность сварки, кто варил, какой металл, толщина, ширина натянутых прямых участков и многое другое. Поверьте, даже следователи схемы рисуют для распутывания клубков на доске
-
А я сколько не пытался найти и уехать, так и все безпол. Мы там не нужны, понял, погоревал, забил.
- 22 ответа
-
- 10
-
-
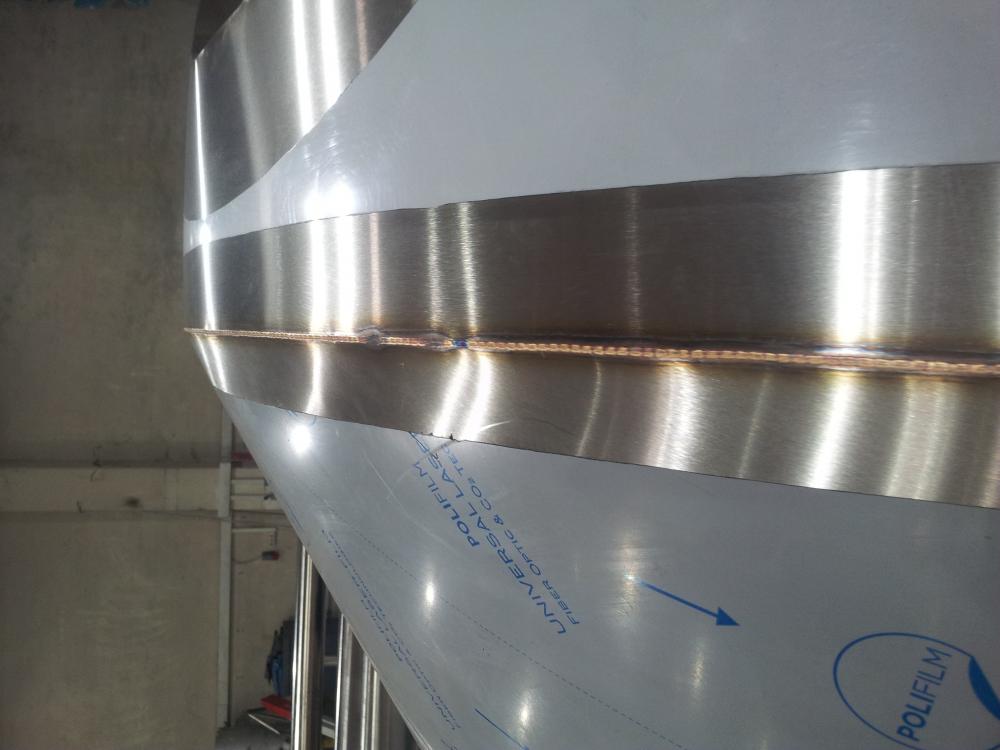
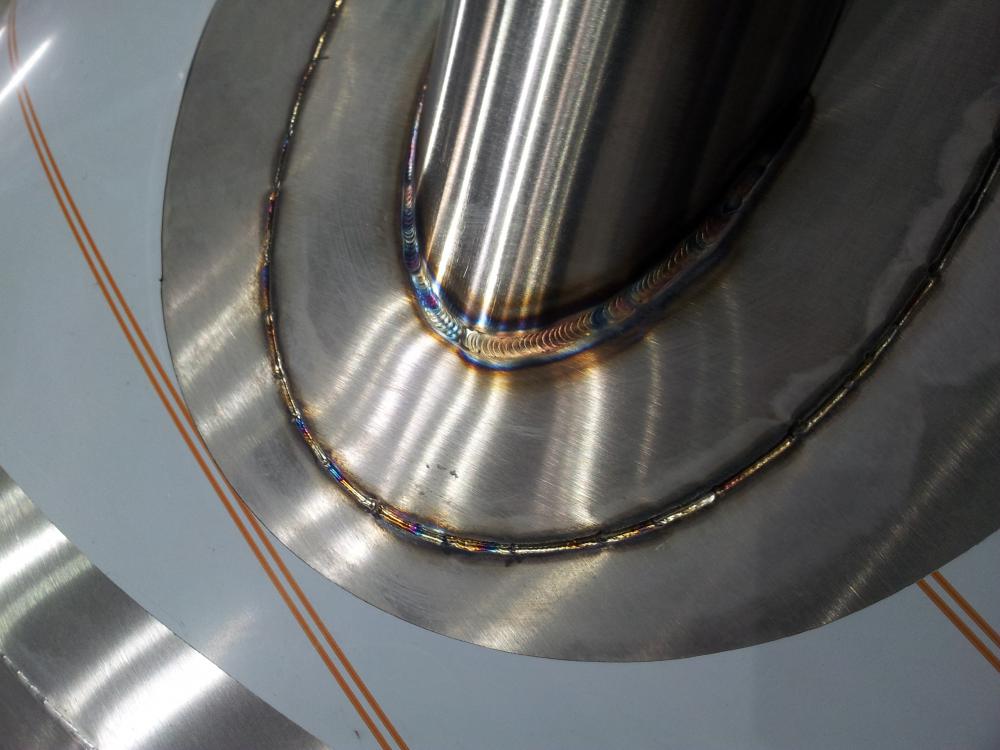
На кольцах да, своим телом, остальное с присадкой, капал в сварочную ванну при 73 А, скорость, подача.
-
Фотки только перевернулись не все. Может Админ поправит, если можно. Прошу прощения. Спасибо
-
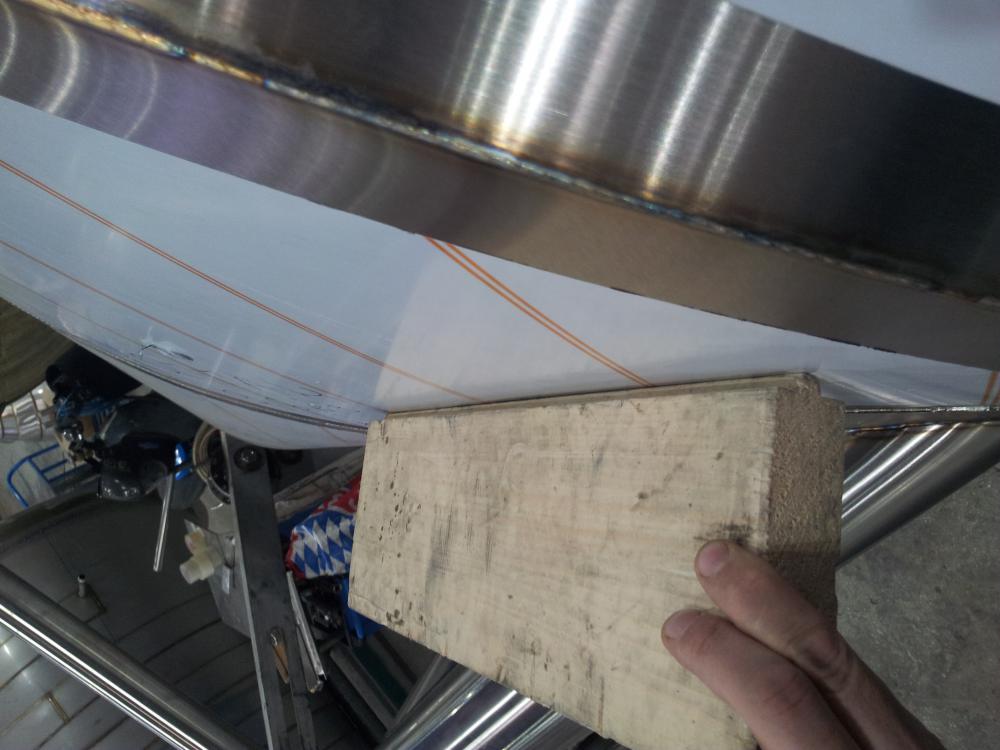
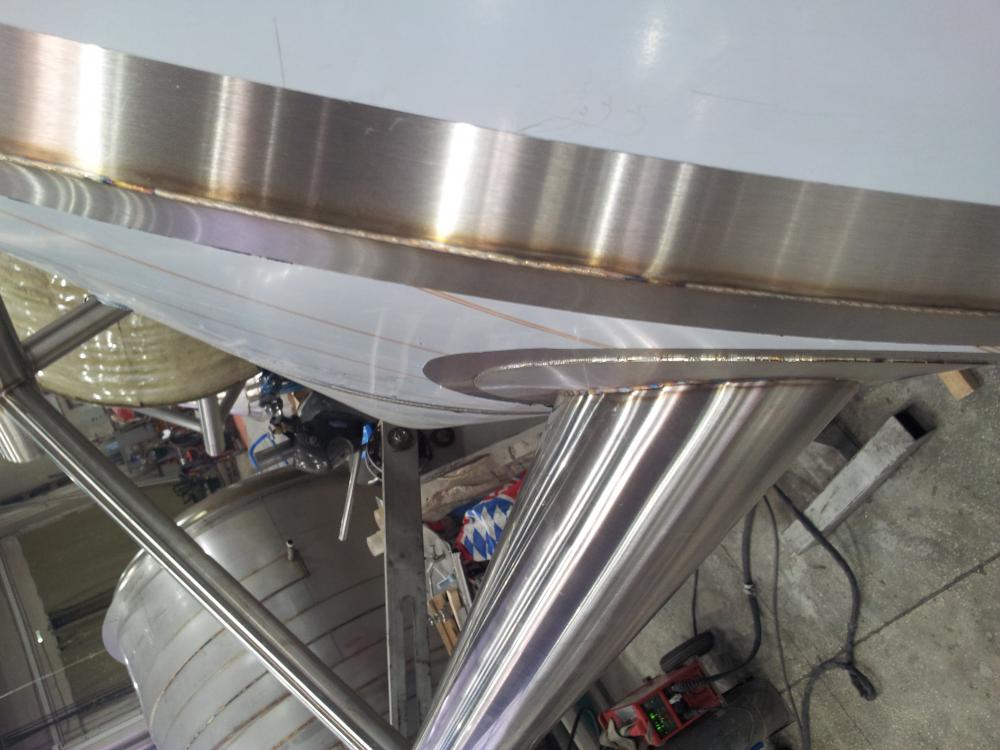
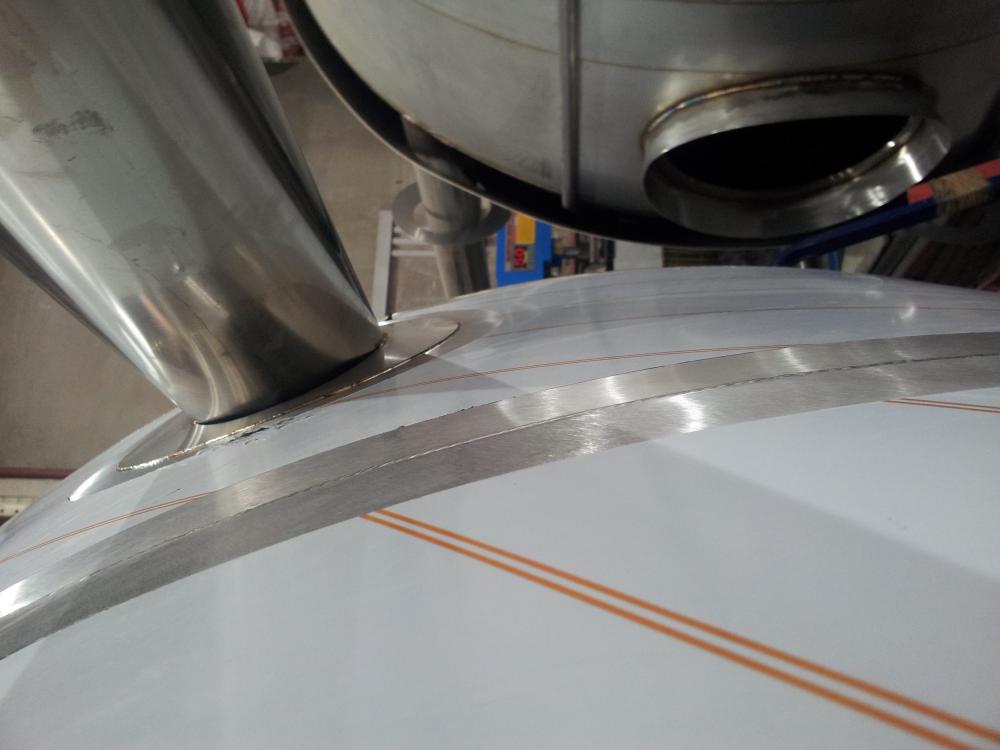
Деформация, в этом слове скрыта целая наука, а так же философия, но к философии вернусь в конце темы, а пока наука . Накладки на ноги 1.5 мм, к конусу металла так же 1.5 мм в прошлом не варили, только прихватывали из-за виновницы, деформации. Пример с доской и вид первого фото, это ошибка. Но не совершив ошибку и не выяснив, куда потянет металл, мы никогда не сможем сделать ровно. При данной ошибке и впадинах с обоих сторон во внутрь металла я выяснил, что его вытаскивает в домик именно под ногу, а следовательно следует в будущем создать дополнительное ДАВЛЕНИЕ НА КОНУС под ногой бруском, дабы щеки с обоих сторон конуса не много надулись, таким образом создав некое напряжение, тенденцию вверх, что собственно и спасает 3 фото. Так же варить с охлаждением, как можно дальше друг от друга, не более 15 мм стыка и как можно тоньше и быстрее, А.50, не вылезая за высоту острия кромки верха накладки, 4 фото, зубочистка и шов (ювелирка) Лучше сваривать по старой советской школе крест на крест, чередование, друг на против друг друга. 6 фото, зазора нет, стенки ровные. Теперь к философии: Да простит меня Бог, за то, что скажу то, что понял. Много раз задавал себе вопрос, для чего Он создал дьявола? И в работе с деформацией увидел ответ. Сотворив ошибку намеренно, что собственно Он сделал и я, заварив быстро, перегрев металл намеренно, увидел кривое и в будущем при творении нового, сотворил прямое. Так намеренная ошибка становится эталоном совершенства! В лице кривого(лукавого) исправить других! А дальше сами поразмыслите уважаемые. Всегда ваш, vnuk
- 701 ответ
-
- 25
-
-
Если бы я смог внести свой дух во всех рабочих, ни один бы не пошёл по сделке работать. Исключение есть, но на общей договорённости по цене обоих сторон. Сделка в России, это обман, к бабке не ходи.
-
Кстати коллеги, случайно зашел на сайт "Milesta" и увидел старое доброе фото со мной, приятно не ожидал. Там чел варит к Вам спиной на спец машинке, которая на шине, на вакуумных присосках, вообщем это я с десяток лет назад. А еще вдали чел стоит, погремуха 10-5, Серега, трубач, высшей категории. Тогда для этой компании по качеству много сделал я, но остался в тени без благодарностей, так же впрочем как и на сегодняшнем предприятии. Милесту желает вновь поднять Гена Сташинов, да ставит не на тех. Ну да Бог с ним, да был бы жив. http://www.milesta.ru/capacity_assemblage_capacity
- 701 ответ
-
- 12
-
-
Ф$ё чешуя да чешуя, а думаю попробую я тоже ровно
- 701 ответ
-
- 19
-
-
Можно и 1мм присадки оформить, ведь каждый ....... как он хочет. Повторюсь, сугубо личное мнение
-
Есть разность по диаметру трубы и отвода, в таком случае я бы взял присадку 2мм и по более навалил на отвод, мягко говоря оформил бы плавный и широкий переход, дабы не бросалась в глаза эта разница. Ну если красота не особо важна, да главное, что бы не проссало. Но все же хочу обратить внимание, что к красоте св.соединения стоит стремиться всегда, даже если оно идёт под изоляцию. Ну это моё сугубо личное мнение
- 1 794 ответа
-
- 11
-
-
Молодца! Есть характер стабильности
-
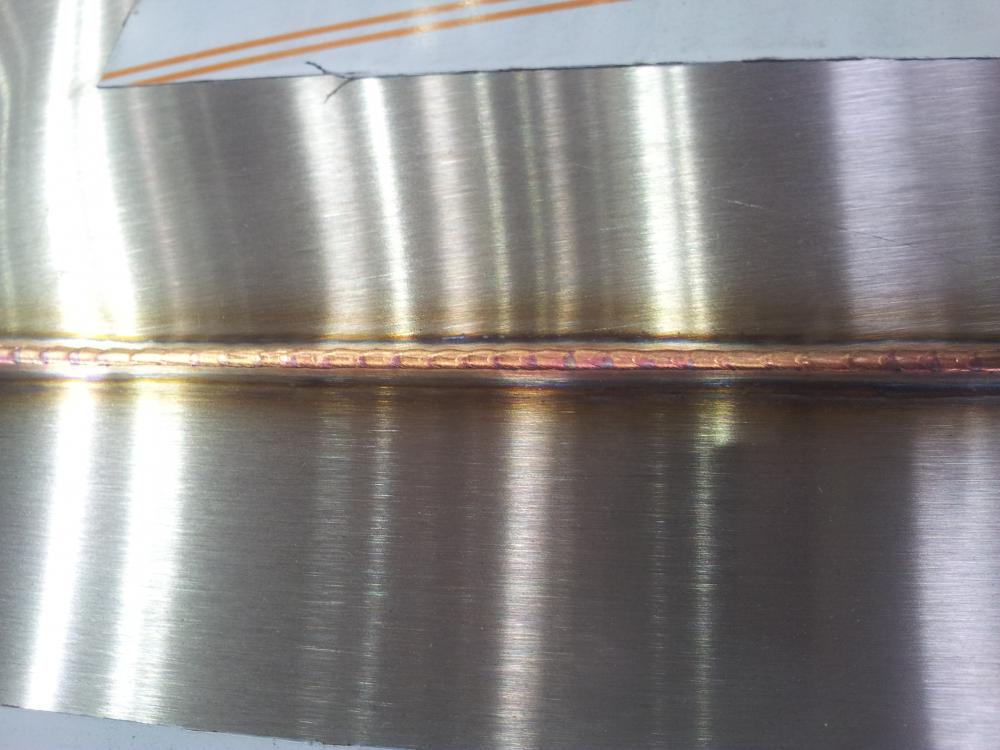
Потому что дольше металл остается в зоне защиты газа и таким образом лучше варится и шов не черный, что естественно легче чиститься кислотой. В тот момент, когда метал разогрелся и принял нужные размеры в жидкой фазе, перехлестнув по ширине корректной стык 2 х листов. Потому что достаточный по точке апогея, сделаешь 50, долго ждать будешь, когда разогреется металл, а если больше, продавишь металл наизнанку, превратив его в кашу, провалив лицо. Присадку подавать под углом, дабы стык было видно, а самое главное, не обгорает так присадка, когда с угла подается. Многие ошибку делают, подавая проволоку прямолинейно дуге, таким образом ребята она обгорает, и не имея достаточной защиты, окисляется, что естественно в дальнейшем затрудняет сварочный процесс, тем более тонкостенный материалов. Ниже то, о чем просили по вопросам https://www.youtube.com/watch?v=MhjIblkmzUk
- 701 ответ
-
- 19
-
-
Конечно можно и видео снять, но знаю точно, что вряд ли это поможет. Вся истина в схеме, объяснении и понятия переплавки металла, а так же видео сварки. А то что при остановке видно, что слегка покачиваю на св.ванне, как бы формируя её, это верно, можно и так варить. Это я сделать для того, что бы было более понятно и вразумительно, убавив А. А в настоящем варю конечно же быстрее. И даже тут кого учил у нас в живую, убавляю А. сбавляю скорость для корректного вразумления человека. Правда, от пустых движений без сварки не прибудет в голове. На это есть схема.
-
60 А, 1,5мм, уходим от нагрева благодаря протяжке, тем самым избегая проседания металла с обратной стороны в кашу, ведь там нет поддува. Лежат пластины от бетона и все. Особо они не помогают, так как лист не много поднимает все же от пола. Вот так и рождается крупная чешуя. Уход от перегрева, прямолинейность, скорость и красота. Жаль только и это особо не ценят. Над душой бывает стоят, хотят еще быстрее, больше и многое негативное другое. Это как свет во тьме светит, но они более возлюбили тьму и не приняли теплоты его. Ну да ладно, Бог им Судья. https://www.youtube.com/watch?v=dtz4SXczr5g
- 701 ответ
-
- 21
-