vnuk
-
Постов
641 -
Зарегистрирован
-
Посещение
-
Победитель дней
39
Тип контента
Профили
Форумы
Блоги
Загрузки
События
Весь контент vnuk
-
Есть подготовка сначала, импульс требует ровность и не обгорелый метал. Сам я прохожу за раз за проход. Парням тяжело пока это повторить, делают за 2. Искусство требует жертв и эта жертва оправдана в учениках моих.
-
Всем привет. В видео нет красоты, но дельная инфа, кто не знает, приобретет, кто знает, закрепит, кто не хочет знать, останется при своем ) Рассказ долгий, но полезный. Если интересно будет, еще достану, есть в кладовке что показать. https://youtu.be/syGO8YNFuIM Импульс. Как рождаются такие швы, как на моей странице. В следующим видео расскажу, как подходить к данному виду сварки https://youtu.be/Yi4NKIhvh2Q
- 701 ответ
-
- 14
-

-
Kondor416 спасибо, сделано. лох я в этом деле, правда, в съемках. Без помощи снимал сам. Да и рассказывать на камеру барьер. В следующий раз возьму того, кто в сварке ничего не понимает, пусть снимает, грузану его, пусть слушает, так легче будет )))
-
Верно, молодца!
-
Про прихватки https://youtu.be/VA68yTjbm_k
- 701 ответ
-
- 18
-
-
В этой компании родился талант 17 лет назад, так же в ней начинал обучать других и помогать старшим себя в сварке, у кого опустились руки. Теперь дали власть технолога в сварочных и сборочных процессах, есть время учить, править руки другим, изобретать и применять сварочные швы к разным изделиям. Например тот шов, что у меня на канале сверху, это опора, ноги емкости и все они одинаковы и все перед лицом, поэтому должны быть швы все одинаковы. В понедельник сниму видео сварки таких швов, это импульс. 4 года до этой компании выкладывал бисер на стол, но его скинули со стола и попрали ногами своими вместе со мной. Думал я там люди. Они получили от меня не все, вот здесь все и раскачаю и если руководство не будет деревянным, то мы вновь будем первыми в России, как и 17 лет назад. Это большая работа, но оно этого стоит
- 701 ответ
-
- 20
-
-
Слова на голосе влетают и вылетают через уши, лучше прочитать, отложится фундаментом. К следующим выходным все о прихватках расскажу. Прихватки на нерж.ке хоть и малы, но фундаментальны для будущего шва. Они определяют ровность шва, если сделаны по правилам
-
Бабочка, американка, все для упрощения учебы правильно катать сопло. Хоть и не много 50-100 мм, зато просто и понятно, а далее дело привычки и перевода техники на трубу. Извиняюсь за удаление видео обучения с ютуба, кадр один мне написал не с этого сайта, что видео выкладываю ради заработка ))) В этом я ни??ра не понимаю Видео удалил, там 100 просмотров было за день, мне не это важно. Так что заново залил по новой ссылке https://youtu.be/JWsXvbYSK_o
- 701 ответ
-
- 24
-
-
Фишка в том, что на сопло джамбу 8 мм выход, одеваю медное колечко, как то тут фото оставлял в теме. У него несколько плюсов, это легче крутить, так как керамика нагреваясь начинает тормозить и скрипеть, а так же оставлять след, некую полоску, царапину, а медь ничего не оставляет и выход газа с колечком на выходе составляет 10 мм, что делает защиту еще лучше и двигаться, то есть крутить американку проще. Так же движения не размашистые, быстрые, уже шов, меньше нагрева и деформаций. Этот угол не особо важен, там не жидкость, а шамота, ведь это термос. Простите, что сумбурно, но думаю понятно
-
Как то Вам фото скидывал ног, если помните, то вот ноги уже в строю, посмотрите пожалуйста. я конечно еще не все настроил на этом заводе, не всем голову и руки поправил, можно и нужно делать еще лучше. https://www.youtube.com/watch?v=rkNdXp3eS2M Еще есть не доработки по бабочке, ребята пока не подтянулись, поэтому варил сам. Но подтяну ребят, придет время. https://www.youtube.com/watch?v=uSgccg7I6RA
- 701 ответ
-
- 15
-
-
Настроил все сварочные процессы на заводе с подбором газа, присадки и так далее по режимам, а так же обучил молодых людей, которые стали побольше зарабатывать и соответственно делать больше и качественнее. То есть, варю не своими руками, но чужими в настоящий момент, это мне кажется куда великолепнее, чем делать самому. От меня в сварке толку много, но если все мое передать другим 10 к примеру, то вывоз будет куда глобальней. Весь багаж по опыту, который накопил за многие годы сваливаю на завод и в людей. Варят ребята под моим наблюдением, камеру в щиток и вперед ) Тут тоже помог чем смог по времени. Меня радует, когда люди растут, учатся и достигают. Да и отдавать куда приятнее, чем брать.
- 83 ответа
-
- 23
-
-
Видеокамера Панасоник, разные фильтра подбирал, но хаммиллион меня устроил, максималка у которого 13 джоулей по затемнению Варили на Мегатроне.
-
Сегодня без импульса варили, тоже хорошо идет. Звук шмеля, гуделка как называю хороша для нержавейки. Скоро она пойдет у нас, как обещал сделаю с ней видосы, а пока чернуха .....ха муха) https://youtu.be/UvXhZqA6mww
-
82 аргона 18 кислоты. Кстати варится гораздо лучше, так как инертность дуги и температура значительно выше, нежели в чистой угл. кислоте. Этот режим сварки очень хорошо распыляет сварочную проволоку в жидкое состояние и фактически нет брызг, так же и на нержавейке.
-
Появилась возможность снимать видео сварки, но пока у нас черный металл, в будущем выложу и нержавейку. Кто помнит звук шмеля при сварке в импулсе, ссегодня снял не много. В принципе на нерже тоже самое. Как появится возможность, тут же запилю. Смотрим https://www.youtube.com/watch?v=A0uo5eigmMk
-
Ниже по ссылке сварка в капельном импульсе на автомате, так же еще свои наработки выложил на канале, как обещал однажды здесь. Качество видео сделаю в следующих работах выше. В видео увидите фактически все стыки, которые отрабатывал на пластинах на фото тут http://websvarka.ru/talk/topic/10271-nerzhavejka/page-8?do=findComment&comment=300095. Для каждого изделия стараюсь подобрать шов из своего капитала. В будущем выложу еще. Так же в будущем планирую запустить видео уроки, критерии подбора А , швов к изделию и т.д. Смотрим https://www.youtube.com/watch?v=t-S777OvevE
-
selco, спасибо за помощь в разъяснении. Данный метод давно на вооружении у европейцев. Электродом емкости варить, у которых по развертке 20 мм устанешь менять, входы заходы сомнительней, чем на аргоне, да и без фаски не обойтись) по любому. Если кто считает, что выжигается лигир, так мы его добавляем по нарастающей, 321 стали восполнение 347 прутка. Так же обеспечение защиты, как называю послесловие расплавленной сварочной ванны, метеоритом (похоже при движении) , который остывает в коробочке, которая захватывает вышедший газ из сопла. А полуавтомат тоже хорош, но для него нужно снять фаску, которую после следует восполнять не малым количеством присадки, а это дороже. Так что способ этот еще и экономичный, менее трудо затратный
-
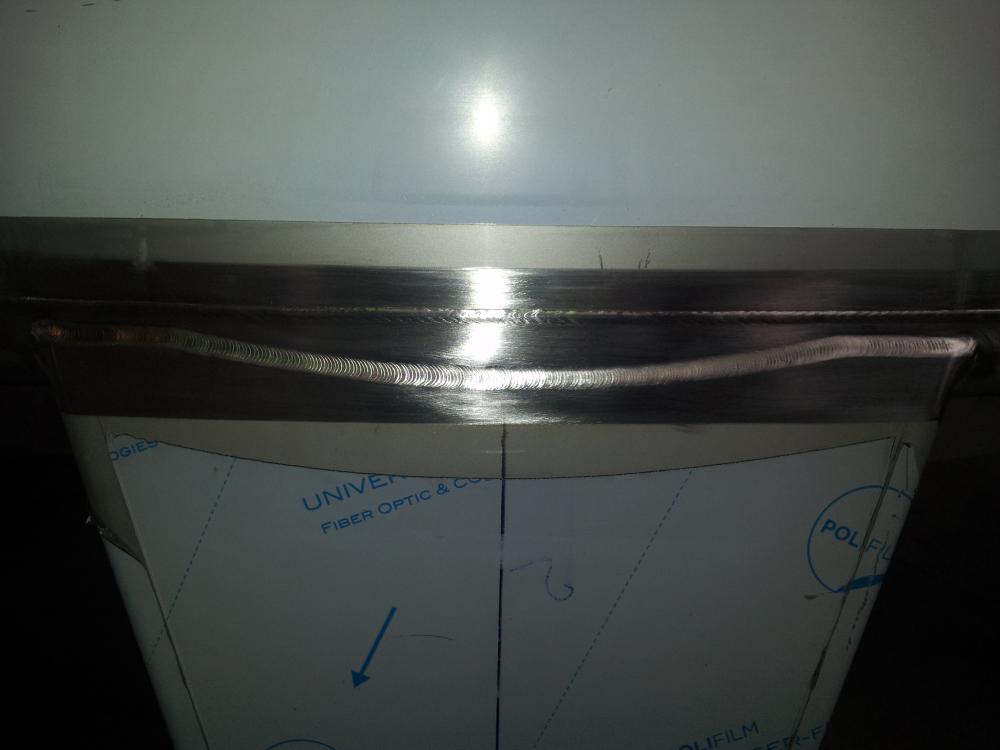
Вижу тема всех задела ). Все верно, второй сварщик варит без присадки, так как металлом делюсь с ним я через свариваемость ванны, подавая 1.6 мм пруток стандартного евро пенала 347 сплава для 321 стали. Прутка хватает на 180 мм шва при интенсивной подачи присадки и высота валика у обоих не более 1.5 мм, редко 2 при ширине шва 11 мм. Здесь сварена толщина 5 мм шва без фаски. Так же нашел решение от подрезов. Необходима более лучшая зашита сварочной ванны у обоих сварщиков, тогда металл переплавляется более корректно, хоть щиток поднимай и прикуривай при процессе и ванна не расширяется более. Коробочку для доп.защиты сделать следует не большую, так как в нее не подается дополнительный приток газа, хватает того, что идет из сопла, но при 20 л. у обоих сварщиков. Шов остывает в узком проходе коробочки, краснота слабеет в ней и нет окислов, влияющих на процесс сварки. В понедельник постараюсь снять фото после сварки, шов идет более светлый без окислов и им управлять проще. Данный вид сварки называю смелым решением, дерзким и рискованным, но при правильном взвешивании всех правил и соблюдении их от начала до конца на выходе получаем быстроту стыковки-без заморочки снимания всяких там фаски и после 3 проходов, корня с поддувом, заполнения, лица. Технология сварки сложная, этому следует учиться и лучше под наблюдением и контролем. Правил не много, они просты, но в них вся соль, которую стоит проглотить.

- 701 ответ
-
- 15
-
-
В самом начале ролика обрати внимание я присадку беру в руку и подаю при сварке. Шов сварен но не до варен. Красота на фото в ссылке на ютубе в коме. Какой поддув, о чем речь? Я с проволокой иду варю и с коллегой делюсь своей присадкой, он варит без присадки, у него получается валик 1-2 мм высотой и у меня. Поэтому знаем, что переплав прошел полностью, так как тот кто без проволоки варит, получает ее от меня из жидкого состояния переплавленного металла. В видео все как есть и здесь никому еще не солгал. Какие вопросы?! Два минуса у данного способа, это красота шва и не большой подрез, который по снипам проходит или подлежит доп. беглому шву заполнить подрез. Но это химия и идут все швы под шамоту, где красота не тарахтела сами знаете куда ) Зато сколько плюсов! Изделия светили. Мой опыт сварки 500 куб.см 10 мм толщины без фаски дуга в дугу на хим производство без вопросов по просвету вертикалов и горизонталов от завода "Комсомолец" Так, что если что не поняли от меня, прошу простить Вад11
-
Сварка тандемом, то есть дуга в дугу, в два смычка или еще как кто называет ниже по ссылке. От 3мм до 10мм толщины сваривается без снимания фаски. Постараюсь отныне снимать видео, так как часто варю не сам, но те, кого научил. Как однажды обещал, пусть долго, но сделаю по слову своему ) В первом коме от себя ниже видео ссылка на фото моих стыков, так же автоматической (фото) сварки в импульсе, они время от времени пополняются, заходите смотрите. В этом ролике с лева я, с права ученик отличник, который за пол года вырос невероятно сильно на моих глазах. Это смелый и дерзкий метод сварки, высоко интеллектуальный, технологичный и качественный, требующий от обоих сварщиков проявления наработанного профессионализма. Чем плотнее, тем роднее! Так гласит народная мудрость и даже в металле она себя проявляет на все 100. Смотрим https://www.youtube.com/watch?v=8vcWXdxj7Bc
- 701 ответ
-
- 12
-
-
Не плохая статейка тем, кто интересовался техникой сварки (американка или бабочка) полезно https://ngm-lab.ru/tag/tig/
-
Вад11 , торопишься, проволоку подал и сразу вперед скачешь, что бы капнуть следующую порцию, не подождав расплавления предыдущей. Держать конечно будет, нет сомнений, но стремиться к красоте стоит!
-
Много различных способов вывел для себя за долгие годы работы в мире сварки. Вот еще один из них предлагаю Вашему вниманию, это пульс. С пульсом работать, много тонкостей, следует соблюдать. Еще 10 лет назад его юзал но так и не прижился во мне, кроме орбиталки,(она всем виной) но сегодня ему место во мне само то ))) Он для лица, он отбивает кривизну сварочной ванны, ведем ровно, остальное вспышка за нас хлопочет и следующий сектор. Орбитальная станция для труб с импульсом еще 15 лет назад, которую настроил, не давала мне спокойно забыть о импульсе. Создатели ее для меня стали хорошими учителями
- 701 ответ
-
- 34
-
-
Движение задает робот. Его движение по прямой совершенно, а человеческое нет. Когда есть движение, возможно повесить на это действие много разных причуд, задач от человека, внести импульс на оживший металл после спячки, ведь именно так он создавался, в плавлении масс, и далее задать ему, ожившему, задачу волны короткой вспышкой дуги или вбросом короткого входа присадки, что камень в озеро и родится волна, а движение охладит сварочную ванну, как вращение земли от солнечного нагрева и останется след, что то вырастет выше и появится новая чешуя. Если варить без импульса, то нет четкого отбивания шва по краям, шов плавает, то зазор больше, то пылинка ванну искривит, но давление импульса отобьет края четко. Например на 2.5 мм металла А.88 стабильности дуги, но отбивание короткой вспышки на импульсе 179 А и уход в следующий сектор расплавленной ванны.