- Популярный пост


RoMANIAC
-
Постов
39 -
Зарегистрирован
-
Посещение
Тип контента
Профили
Форумы
Блоги
Загрузки
События
Сообщения, опубликованные RoMANIAC
-
-
- Популярный пост
- Популярный пост
One more
AISI 304
Водяной колектор
Ну как, тянет на #weldporn?
http://cs630721.vk.me/v630721172/1be59/2hrefLu8Dgw.jpg
-
 16
16
-
@VERS, А что за деталь? Тестовый образец сварки титановой рамы? Тренировались?
-
Варил/тестил сегодня титановую трубу ПТ-7М ф36х1,5, присадочная проволока ВТ1-0 (если не соврали)
С поддувом все как положено, руки немного тряслись, мог бы бить шов и получше, но вопрос не в том...
Заметил одну особенность, на любом другом металле это тоже иногда бывает, даже на алюминию.
Когда присадка касается основного металла не в месте сваривания а в другом, то она как будто прилипает (будто магнитится).
Из вариантов думаю что где-то что-то пробивает и оно потому прилипает или в чем может быть проблема? Сегодня варил перед етим сталь AISI 4130 (30ХМА) ничего не липло, алюминий варил, а вот на титане постоянно присадка прилипала к детале на подводе к сварочной ванне.
http://cs628228.vk.me/v628228172/381d3/WyX4eMFeFwQ.jpg
http://cs628228.vk.me/v628228172/381e6/nozMb86jUsg.jpg
-
9
-
-
- Популярный пост
- Популярный пост
@RoMANIAC, С поддувом варили?
Конечно, обязательно, даже со специальной такой штучкой ))
http://cs631628.vk.me/v631628172/14797/fBo9eodL7R0.jpg
Сегодня погнул перья и примерял, завтра буду их приваривать..
http://cs631628.vk.me/v631628172/15262/DaaAolX2PlQ.jpg
-
14
-
- Популярный пост
- Популярный пост
Заварил передний треугольник
http://cs631628.vk.me/v631628172/14ca5/40BX4OLT4UA.jpg
Над швами нужно еще с настройками поиграться и руку набить, на алю все-таки практики побольше...
http://cs631628.vk.me/v631628172/14c41/EfywQipvHOI.jpg
http://cs631628.vk.me/v631628172/14cad/-pZraHTuoxs.jpg
-
12
-
- Популярный пост
- Популярный пост
http://cs631518.vk.me/v631518172/12934/7vRR_Is8kE8.jpg
-
21
-
- Популярный пост
- Популярный пост
http://cs631628.vk.me/v631628172/144fc/Lqxjb9GAkro.jpg
http://cs631628.vk.me/v631628172/144f0/7k-7Okc8zkg.jpg
-
19
-
- Популярный пост
- Популярный пост
Стапель в действии
http://cs631628.vk.me/v631628172/142d4/WoZTkRyMWg8.jpg
-
16
-
Просит один товарищ, состряпать дистиллятор из нержавейки, выбор пал на 08х18н10, толщина 0,8мм зеркало+пленка. Судя по всему это такая же нержа как у Вас на фото. Что можете сказать про нее, если варить параллелипипед 25смх10смх10см, сильно будет вести?
Главное точками варить и давать металлу остывать.
-
1
-
-
Я знаю, просто написал, может пригодится, иногда нужен шланг чтобы держал большое давление, а негде взять или цены космические, так вот, тормозные шланги справляются с такими давлениями

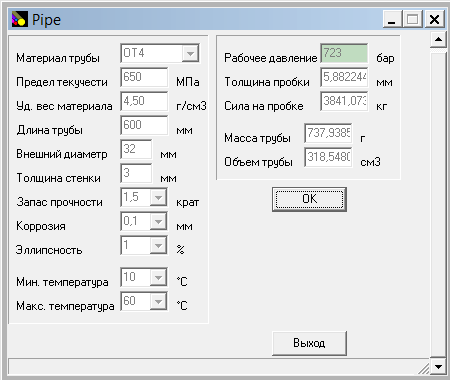
У мене еще есть програмка которая считает рабочее и проверочное давление для труб (вписано около десятка основных материалом, Д16Т, нерж, ОТ-4), а также об"эм воздуха в труба, давление на пробках, вес трубы
Например трубу ОТ4, ф32х3
-
@Георгий 11, я когда то опрессовывал тормозной шланг от 9 или газели не помню, 600 атм маслом, так и не треснул...
-
Я сначала хотель всю основную плиту вырезать на лазере, а потом уже все на нее цеплять(по типу anvil fixture 3.1), но Дима из Тритон байкс сказал лучше сделать из этого профиля, я послушал, но от этой идеи полностью не отказался.Профиль удобный для создания таких кондукторов ( стапелей ) . Я искал у себя подобное - хотел направляющую сделать для дисковой пилы , но так ничего в шаговой доступности не нашёл . И когда , именно , занялся поиском , то обнаружил , какое разнообразие такого проката .
Что получилось, видите на фото, нужно еще купить свой рейсмус и металические линейки и траспортиры для градации и настройки под геометрию рамы...
-
- Популярный пост
- Популярный пост
Не знал в какую тему в ткнуть и подумал, наверное, сюда, как как на самой конструкции сварки почти нету, но она предназначена для сваривания ))
Проект длился где-то год, от прорисовки 3Д модели до этого момента.
Стапель можно сказать почти готов, осталось померять соосности и нанести размерные шкалы. Ну и найти трубы ))




-
18
-
- Популярный пост
- Популярный пост
Реставрация подседельной трубы после кривой фрезеровки.
http://cs628124.vk.me/v628124172/77fc/-6t8I25JRm4.jpg
http://cs628124.vk.me/v628124172/77bd/0_wNUcuIAKM.jpg
http://cs628124.vk.me/v628124172/77f3/f54uyPiHNiU.jpg
http://cs628124.vk.me/v628124172/77d8/4G9kjOk0H_I.jpg
http://cs628124.vk.me/v628124172/77cf/asZ78uCvjlo.jpg-
29
-
-
@selco, кстати а где скан такой книжечки можно скачать???
-
Ну не знаю, получается, что тогда все вело производители мира сговорились и говорят что делают рамы из 7005, а на самом деле это что то другое.
А из 7075 фрезеруют звезды и точат рулевые штоки, а если его варить (удлиннял шток), то трескает он нагрузки по шву.
А вообще то так как это буржуйские сплавы то и искать инфу нужно на буржуйских сайтах
вот пример (если с английським дружишь) . 6061 and 7005 are the two most readily available aluminum alloys appropriate to making bicycle frames. There are many other aluminum alloys like 7075 and 2014 that are stronger than both 6061 and 7005, but are not appropriate to making bike frames because they are nearly impossible to weld.
http://tuulparg.eu/KB/alumiinium/AL6061vs7005frames.pdf
Если нет, то сказано, что 6061 и и 7005 найболее используемых сплава. Есть много других сплавов таких как 7075 и 2014 которые прочнее 6061 и 7005 , но они не соотвестувют для использования изготовления рам, потому что их невозможно сварить.
-
Одна из моих первЫх алю рам была из 7005 сплава, это второй по встречаемости сплав для изготовления велосипедных рам!!! И он вариться, да!
http://aluminium-guide.ru/velosipednaya-rama-alyuminievye-splavy-6061-i-7005/
http://www.velodrive.ru/about/rubriki/1/?id=87
http://www.velootpusk.ru/velolife/equipment/20/194/
-
Ну про присадку 5356 я давно в курсе, хотя иногда использовал 4043, когда после сварки трещина опять появлялась, после 4043, уже не трескало и держало.
Но хочется чтобы по фен-шую было, не 6060 лепить, а 7005/1915.
Нужно будет по сплавам пройтись посмотреть процентное соотношение примесей в АМг'шках и что то подобрать....
АМг1 по количеству кремния и магния почти совпадает, вот только цинка там совсем нету ..
А как ведет себя цинк при сварке, он не выгорает?
-
Error 404

-
Всем добрый день.
Есть вопрос.
Дали раму из сплава 7005 аналог 1915. Трещину заварил, но еще нужно накладку для усиления дать. Под рукой есть только АД 31 аналог 6060, а 7005 нигде не могу найти. А так как 7005 это Ал Мг цинковый сплав может можно дать накладку из какой то АМг'шки... И какой лучше???
-
Встала новая, интересная задача по нержавейке. Есть стол, толщина листа 1мм. Если вварить в него раковину - пузырями не пойдёт от деформации?
На прошлой работе вваривал раковины, но там толщина была 1.5 мм - хорошо получалось, но 1 мм намного капризнее.
Клиенту сразу сказал - пока мои столы для раковин не предназначены - поведёт от сварки. Он говорит - не вари, вклей.
Клиент хороший, берёт для своих работников в бытовку. Хочу хорошо сделать. Вклееные мне не нравится эстетически - дёшего выглядит. Думаю рискнуть - какие шансы, какие рекомендации?
Недавно варил под 90 градусов 3 листа из 0,8 нержы. Варил точечками, давал остывать, первый, где-то около два по 50 см шва, не повело совсем, а втором, варил точечками проходами по ~2 см, немного повело но не сильно...
Вот такое, чтобы голословным не быть, с цельным швом к сожалению фото нету..
Но времени оно много забирает или как вариант использовать медные подложки для быстрого отвода тепла..
http://s008.radikal.ru/i303/1506/7e/951cac717056.jpg
-
6
-
-
@vnuk, Большое спасибо, за ваше мнение, уже принял к сведению )) хоть по сравнению я считаю что уже не плохо свариваю, но при этом очень хорошо понимаю что еще учиться и учиться

-
1
-
-
Есть разность по диаметру трубы и отвода, в таком случае я бы взял присадку 2мм и по более навалил на отвод, мягко говоря оформил бы плавный и широкий переход, дабы не бросалась в глаза эта разница. Ну если красота не особо важна, да главное, что бы не проссало. Но все же хочу обратить внимание, что к красоте св.соединения стоит стремиться всегда, даже если оно идёт под изоляцию. Ну это моё сугубо личное мнение
2 мм присадка там явно не нужна максимум 1,6 разница есть но не большая. И я не вижу необходимости там присадки наваливать. Это была первая пробная, потом я просто добавлю тока и своим телом больше наплавлю чтобы переход был плавнее.
Как не крути но переход все равно будет...





Сварочные швы
в Фотогалерея
Опубликовано
http://cs630123.vk.me/v630123172/25216/fa6OjS0S4Eg.jpg