rus7777
-
Постов
86 -
Зарегистрирован
-
Посещение
Тип контента
Профили
Форумы
Блоги
Загрузки
События
Весь контент rus7777
-
если это про китайцев - то они массово забухали
-
Все просто - если есть знакомый пульмонолог, возможность вращать изделие в нижнее положение, крепкие нервы - то варите в линейном режиме. Если таких возможностей нет - готовьте финансы на готовое решение.
-
Будет много букв.. В 2018 году я активно эксплуатировал старые алюминиевые цементовозы. После смены маршрутов с гладкой М2 на региональные колдо..ины поползли трещины по старым ремонтным швам.. К тому времени я уже приобрел опыт локальных взрывов на выгрузке из-за отрывающихся заплат и опыт общения с установщикам этих заплат... В общем подбил производственного сварщика на авантюру и полезли мы варить люминь.. Kemppi KMS 400 у меня на тот момент имелся, программ для сварки алюминия там хватает, баллоны с аргоном купил. Начали варить - получается полная фигня, все в дыму, потолок хрен заваришь, расплавленный алюминий падает на руки и в ботинки(, или накакиваются горки алюминия с малым намеком на сплавление при уменьшении тока. С помощью интернета и резака первую бочку работать отправили. ТИГа на тот момент у меня еще не было. Полез собирать информацию, что, как и почему... В том числе и на этом форуме. Вспомнил одно ТЗ на крышный фонарь из алюминиевого профиля - там было жесткое требование сварку осуществлять методом МИГ с проволокой 6061, для предотвращения явления толи HAS, толи HAZ точно не запомнил, но суть была в недопустимости перегрева околошовной зоны..Так же вспомнил слова одного из водителей - бочку варить только полуавтоматом.. В общем поехали мы с Алексеем на велдекс пробовать и покупать Аврору даблпульс. На выставке нам сей аппарат представитель Авроры включить отказался, сославшись на отсутствие межблочного кабеля, но потащил к образцам Аврора Динамика с речью что их свежекупленный в Китае завод вот-вот запустит в производство то, что сейчас тут известно как Магнум и прочий Шерман и надо подождать до весны.. Там же посмотрели на большие однофазные сундуки от Хелви и Гроверс, больше по бюджету ни на что не хватало... На этой же выставке пообщались с Виктором, который тоже интересовался в какой-то момент Авророй и полностью разочаровались в несовпадении потребности и возможности. В общем на той выставке я поимел мозги представителям всех компаний, предлагающих решения по сварке алюминия по поводу их возможностей и стоимости. Вот тут начинается самое интересное. На тот момент практически все представляемые аппараты от 300А в примерно одинаковой комплектации стоили примерно одинаково, насколько помню от 350000 до 450000. По этому поводу зацепились языками с представителем одной нижегородской компании. Слово за словом и я от него послушал такую речь: Х..ли та всякие Меркле, мы в СССР в конце 50-х на судозаводах люминь полуавтоматами варили как тетя Соня борсч, ранцевое подающее, короткий рукав, большие токи и вперед.. Пока санитарные службы не начали задавать вопрос, а от чего это у вас сварщики на производстве мрут как мухи зимой.. Виной оказался белый липкий дым от медленно сгорающей оксидной пленки алюминия, который оседал в легких и вызывал что-то типа силикоза... Вот тогда в СССР, умевшим делать только калоши, придумали и импульсную сварку для распространенного и перспективного на тот момент металла.. Тут Selco выкладывал фото или картинки из секретной литературы аппаратуры тех лет...
-
Доброго времени, а где есть эти аппараты по такой цене? Вроде шерман 599 ойро в Польше стоит..
-
две фазы и корпус на разъеме
-
Доброго времени, на fastmig 450 pulse 220 вольт уходит на разъем БВО, сегодня посмотрю куда третий контакт разъема растет, корпус и одна фаза точно на разъеме присутствуют.
-
http://beckerteile.de/Pipa-8-9-tr.html, вроде турецкий завод предоставил яндексу эту фотографию.
-
Это фото из интернета, продается как новая головка, что там на самом деле - не известно. Может она прошла процедуру "омоложения").
-
В приготовленной "на опыты" гбц (не шлифованная евро-3 нашлась в запасах) локальное выкрашивание чугуна по границе закалки, полностью не калят скорее всего что бы не повышать хрупкость.
-
В зоне соприкосновения опорного бурта гильзы нет поверхностного упрочнения, или почти нет, задевает краем.. Гильза скорее всего расширяется-сжимается от температуры, не зря ее несколько раз модифицировали в районе бурта, по мере выгрызания головы амплитуда этих подвижек увеличивается - скорость выгрызания соответственно тоже. Сваркой или наплавкой задача гильзу снова зафиксировать.
-
Тут видно, что к седлам клапанов данная закалка отношения не имеет. Упрочнена часть поверхности между болтами гбц в районе прилегания прокладки, судя по всему для уменьшения "оттопыривания" между точками прижатия.
-
Это гбц родом из Китая, на оригинале следы закалки более узкие и аккуратные).

-
Теоретически да, можно греть, шанс поводки плоскости минимален, да и шлифовка в дальнейшем. Но в голове есть еще втулки клапанов и седла, они с горячей посадкой, для полной уверенности их тоже придется заменить. Еще проблема - нет доступного ГПН, лет 15 назад практиковали напыление и шлифовку тормозных валов в Балашихе, но та лавочка давно прикрылась... Шлифовка после ГПН отдельная песня... В общем пока подготовил 1 головку для опытов с более холодными процессами типа наплавки ПАНЧ или лужения латунью, еще этот момент с шлифовщиком обсужу, есть сомнение в возможности шлифовки латуни на чугуне.. Всякие холодные сварки и поксиполы на металле по опыту все равно приходится горячей сваркой лечить), так что эту технологию пока применять не буду. Хотя есть у меня один поддон на вольво 850, залеченный болтом с холодной сваркой без снятия, лет около 10 уже без подтеков масла, но это скорее исключение, да и дельта температур там небольшая. Если Валерий не против поэкспериментировать, то в январе привезу к нему пациента. Я сейчас большую часть времени в Брянске нахожусь, в Подольске только стоянка для пересменки водителей осталась, базу закрыли. На разобранный сейчас мотор заказал 4 новые гбц (больше нет в наличии), 2 в отличном состоянии обещали привезти из страны восходящей бульбы.
-
мир одноразовых вещей... распредвалы с кулачками на трубе у мана тоже имеют место быть и радовать их владельцев...
-
это криво вставился прайс
-
Реставрация блока цилиндров двигателей MERCEDES Наименование работ Марка двигателя Стоимость, рублей Восстановление шпоночного паза отверстия под толкатели клапана OM-457 LA, OM-501 LA 19800,00 Восстановление отверстия под толкатели клапана OM-457 LA, OM-501 LA 39800,00 Толкатель клапана, ремонтный размер OM-457 LA, OM-501 LA 3500,00 В Самаре вроде чуть дешевле).
-
https://qualitet54.ru/tolkatel/тут предлагают еще вариант решения проблемы - делают шпонку на всю длину толкателя
-
В отмеченных красным секторах на прокладке есть следы прорыва газов? В большом секторе должны быть явные... Головки на этом моторе ранее не снимались?
-
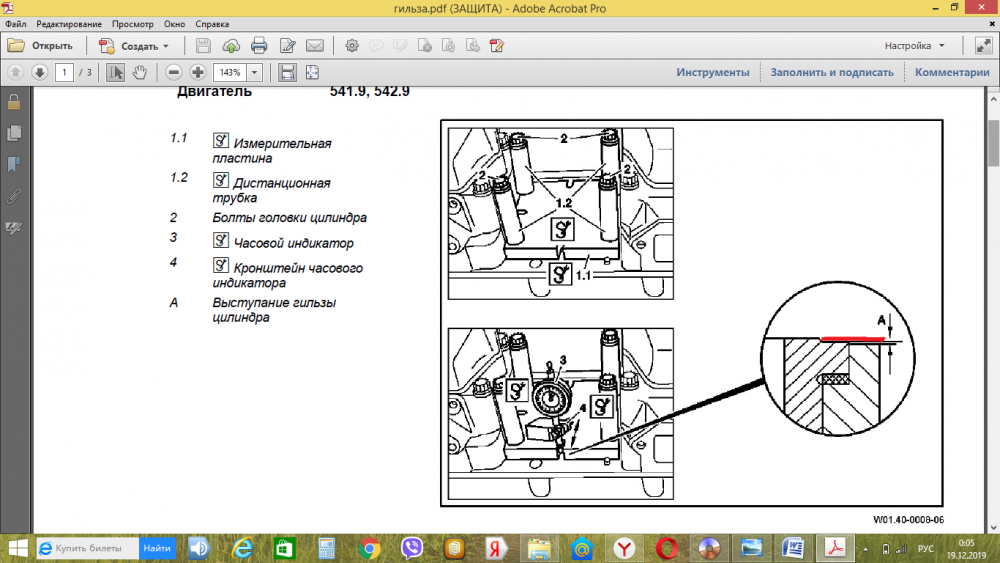
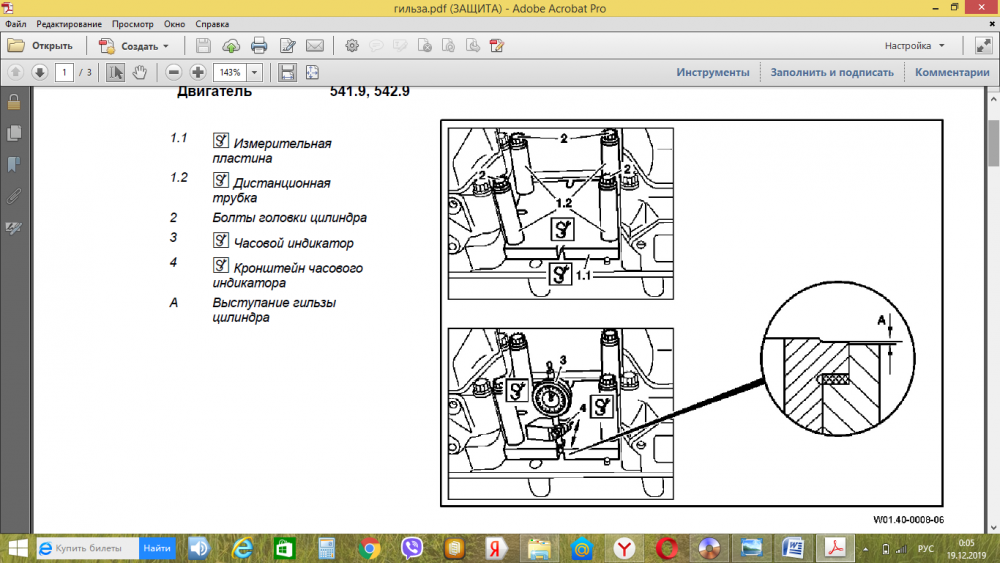
примерно так, новая чуть выше буртика, обжатая в одной плоскости с буртиком
-
Пока только встречал информацию, что существуют головки "с седлами клапанов" и "без седел клапанов", это относится к моторам последних поколений евро-5. Сегодня смотрел очередной мотор в разборе евро-3, там так же на головах присутствуют следы объемной закалки... Рассухарить разборщики их не дают.. Покупать их смысла нет - такой же износ от гильзы. В сети встречается информация о "цементированных" гбц, которые не подвержены температурным деформациям - возможно это и есть головки "без седел клапанов". У меня в эксплуатации 501 моторы только евро-2, там точно седла съемные и никакого цементирования и закалки нет.
-
голова за 9000, да и почти все, представленные на авито - мертвые головы... в этом моторе в месте сопряжения гильзы и гбц ничего нет, прокладка находится вокруг буртика гильзы, если плоскость головы в месте контакта с гильзой с дефектами - газы прокладка не удерживает, мотор работает, но из под прокладок давит антифриз и масло... в запущенных случаях антифриз начинает выпрыгивать из расширительного бачка.. Доработкой каналов в виде локального увеличения толщины прокладки отсрочили возникновение течек наружу.. стоимость новой гбц от 20000 до 40000 в зависимости от производителя и укомплектованности клапанами, но вот в наличии 6 одинаковых головок в данный момент у известных мне поставщиков нет, б/у на 99% по состоянию такие же, как и те что уже имеются в количестве около 20 штук... по этим причинам ищется возможность восстановления имеющихся гбц, для опытов по наплавке есть головки, которые не жалко убить окончательно, но нет опытного наплавщика..
-
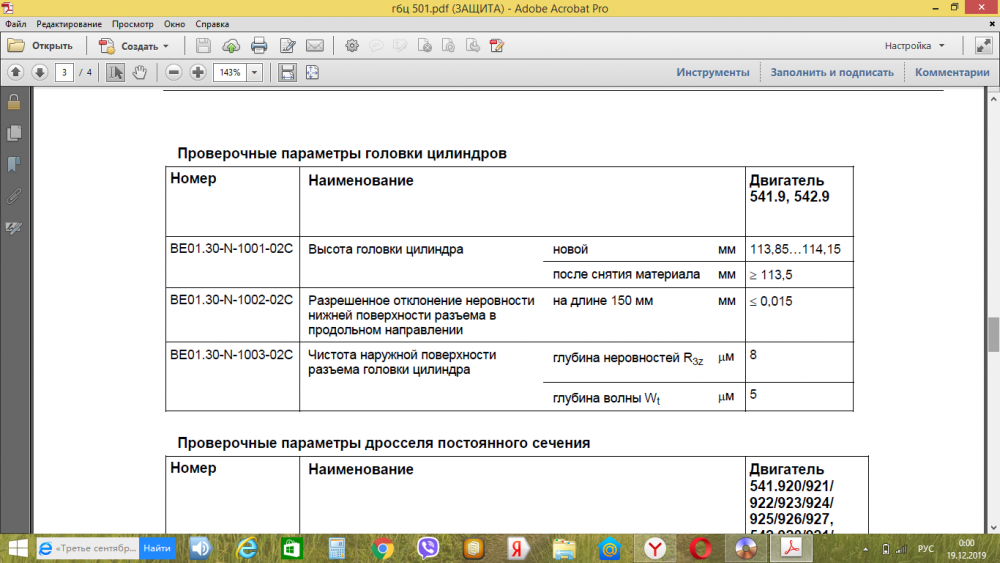
Не получается приклеить сюда защищенный пдф, там регламентирована минимальная высота гбц 113,5мм, высота новой 113,85-114,15мм, цифра 0,5 нечто среднее... Вопрос восстановления именно цементированной гбц пока не стоит, у меня головки "лысые" с съемными седлами клапанов и без проточек в каналах. Ссылка на авито в качестве примера дефекта.. В месте образования этой канавки буртик гильзы упирается непосредственно в гбц, прокладка находится вокруг буртика.
-
лимитирована остаточная высота головы, дальнейшее занижение чревато встречей клапанов с поршнями, возможная высота съема это дельта того что есть и того что должно остаться
-
Местная закалка вокруг седел клапанов, они там одно целое с головкой. Шлифовке поддается нормально. Под новые прокладки сделаны проточки вокруг масляных и водяных каналов для лучшей герметизации, в первоначальном варианте плоскость полностью "лысая".