

selco
-
Постов
9 765 -
Зарегистрирован
-
Посещение
-
Победитель дней
512
Тип контента
Профили
Форумы
Блоги
Загрузки
События
Сообщения, опубликованные selco
-
-
- Популярный пост
- Популярный пост
Праздник в " Будни сварщика" Мостик к богу, длина 16 метров, бюджет 80тыс. от спонсора и деревенский мостоотряд трудился 4 дня. Сегодня состоялось открытие мостика и дорога до церкви сократилась в двое.















-
 34
34
-
Вот те раз !!!
И у меня это вылезло, только в тот момент находился на Cipmaker.
-
В описании одного китайского полуавтомата заявлен выходной ток 100Кгц
Китайцы или вы напутали, скорее всего на такой частоте работает сам инвертор и не стоит путать это с импульсным током. http://go-radio.ru/ustroystvo-svarochnogo-invertora.html
-
А эти разговоры про котёнка, которые вёл тов.сварщик случаем не из разряда
Да нет, все верно он говорит, да и тех. характеристики подтверждают это. Начнем с пульса на Highpuls до 600а пик пульса, на Мирт до 800а , частота импульса на моем как знаю до 300гц, здесь до 10000гц (у меня на тиг до 2500гц быстрый импульс), а здесь как на LORCH speedpulsе, только на лорх раза в три меньше он
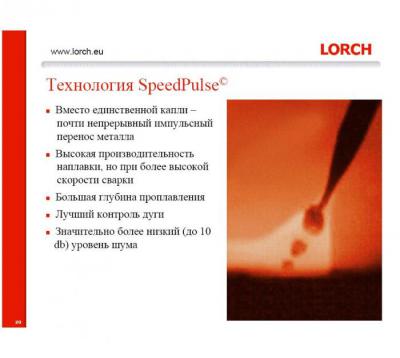 , возможность менять форму импульса от этого много зависит
, возможность менять форму импульса от этого много зависит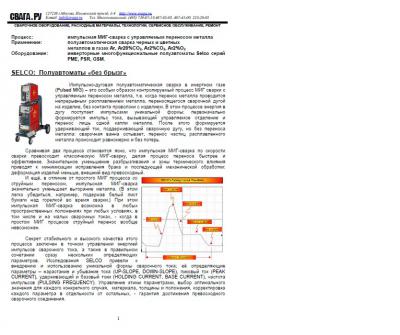 , на наших брендах только через программу на ПК, которая довольно дорогая, или покупать готовые программы с импульсами у производителя, я просто уверен что нам продают с устаревшими и посредственными программами и импульсами. Посмотришь на выставке, такие швы кладут П\А , но это на выставке, там фирма забила для показа и привлечения покупателя всё самое крутое, которое иногда дороже самого аппарата получается.
, на наших брендах только через программу на ПК, которая довольно дорогая, или покупать готовые программы с импульсами у производителя, я просто уверен что нам продают с устаревшими и посредственными программами и импульсами. Посмотришь на выставке, такие швы кладут П\А , но это на выставке, там фирма забила для показа и привлечения покупателя всё самое крутое, которое иногда дороже самого аппарата получается.Так что МИРТ-1 покруче получается, умели делать.
-
2
-
-
Я про то что некоторые утверждают что кроме двойного пульса более и нечем алюминий варить
Да есть чем варить, но двойной пульс это пока лучшее что придумали для АЛ сплавов. Кстати он хорошо и на нерж. стали работает. И дело даже не в красоте шва , качество шва тоже несомненно лучше получается. Сам придерживаюсь такого мнения, что если шов красив с наружи , то внутри он тоже красив и качествен, если с наружи коряв то и внутри он наверняка тоже коряв. Два сварщика пришли оформляться на работу и начальник решил посмотреть на что способны они. Один положил красивый шов, а другой корявый, к первому вопросов нет, ко второму есть и что он скажет в своё оправдание, что его шов лучше изнутри , а с наружи можно подчистить и подварить. Начальник почесав лысину и подумав возьмет первого, он ему дешевле будет обходится.
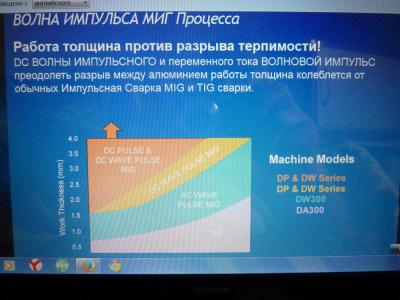
Ну а теперь экскурс по импульсам и двойным импульсам на DC и AC токах.


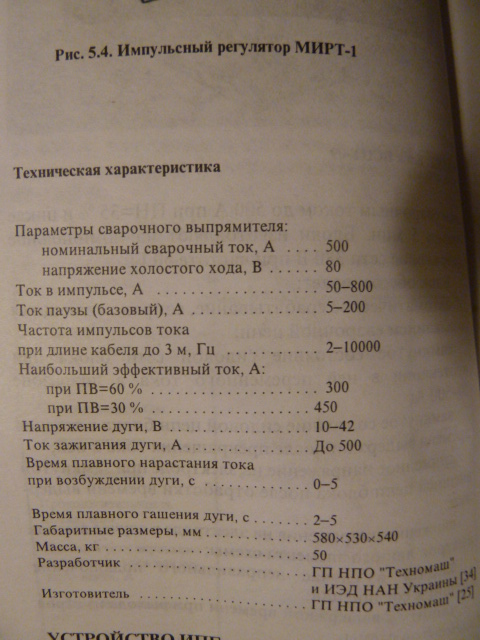
История: LORCH, MERKLE, EWM, SELCO и другие ещё только подумывали о импульсных П\А , а в СССР они уже во всю работали, правда не везде во основном в ВПК.
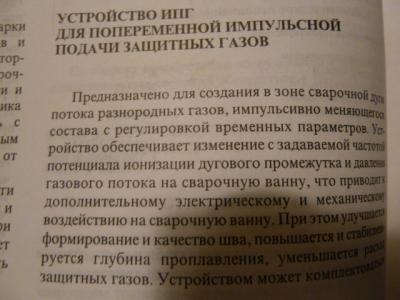
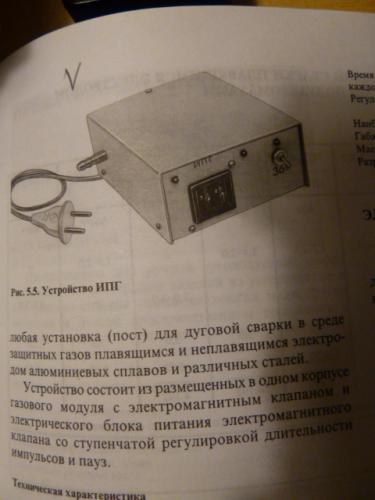
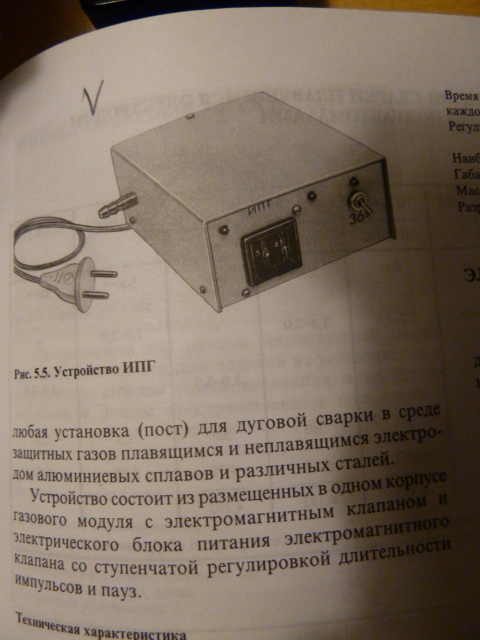
Устройство ИПГ, у меня такое есть , подает импульсами два газа поочередно и выводит сварку АЛ и нерж. на более высокий уровень .

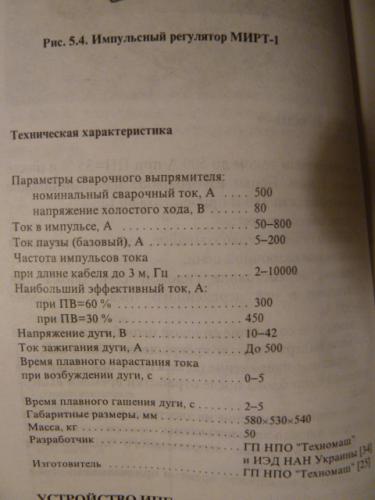
Модульный импульсный регулятор тока МИРТ-1, хотел такой но не сложилось и не получилось купить, но это отдельная история, как нибуть расскажу в теме " кто есть кто". Знаком с человеком который на таком работал. Он как то попробовал мой Highpulse и после пробы сказал, что мой аппарат просто не окрепший котенок супротив МИРТ-1.

-
8
-
-
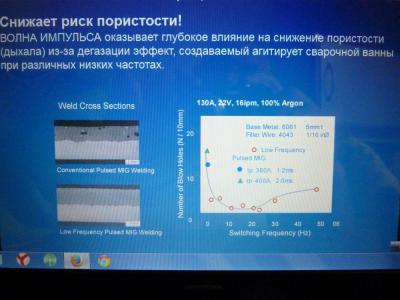
Всегда вокруг шва чернота образовывалась,
Магний испаряется и частично выгорает. При импульсной сварке для отделения образовавшийся капли и улета её в сварочную ванну нужна определенная длина дуги (расстояние от проволоки до сварочной ванны) и капля пролетая через дугу сильно нагревается и магний начинает испарятся, в тиг этого нет и капля сразу ложится в ванну. Так что нужен компромисс между длинной и короткой дугой. , чем короче дуга тем лучше для металла, но хуже для самого импульса, если не достаточна длина дуги то будет большое разбрызгивание и преимущества импульса сводятся на нет. Подбором импульса также можно решить задачу, но аппараты продают не самыми передовыми импульсами и для их приобретения нужно вкладывать деньги и не малые. Есть ещё аппараты у которых можно корректировать и изменять импульс, но это труд с многочисленными пробными швами и т. д. , так что небольшая чернота вокруг шва для АМГ допускается.



-
2
-
-
Гофра по спирали идет похоже, а это полная *опа.
Где вы спираль на гофре нашли?


-
@ARGONIUS,Электрод в ней как зажимается, с верху колпачка-гайки нет?
-
Вот кстати импульсник на 220 от HELVI. Брызг много и звук у импульса не такой. Highpulse столько брызг не извергает и звук импульса другой. Не хватает чего -то импульс аппаратам на 220, хотя видел один раз в действие Picomig180 puls, он так не брызгает да и по звуку схож со старшими братьями.
-
Есть и на 220 двухпульсники.
Есть конечно. Но на 220 это все же не те аппараты, они тормозные и процесс у них не такой стабильный как у старших братьев на 380.
Мне есть с чем сравнить Mobimig180k против Highpulse330k. Ставил режим ColdMig на обоих аппаратах, одинаковые параметры сварки и даже использовал одну и туже горелку. Результат на стали более менее равен, а вот на АЛ сплавах он плачевен для Mobimig180.
Mobimig180

Highpulse



-
3
-
-
На первых выставках так и было, но с каждым годом в плане мастер-классов все хуже и хуже становилось. Очень хочется надеется что мастер-классы возродят , от этого выставка только выиграет. Буду на выставке 8 числа, у меня уже традиция во второй день посещать, самый продуктивный день выставки. Первый день официальное открытие и другие мероприятия да менеджерам нужна разминка.Впервые в рамках Weldex / Россварка состоятся бесплатные мастер-классы участников выставки по проведению различных видов сварочных работ.-
4
-
-
не подходит прямо к роликам через еврозъм , а упирается в штатную латунную трубку?
У меркле нет латунной втулки, штатная пластиковая втулка под спираль и тефлон. Иногда ставлю горелку TBI и штатную втулку убираю, на TBI тефлон в плотную к роликам подходит через метал втулку.
Merkle


TBI

-
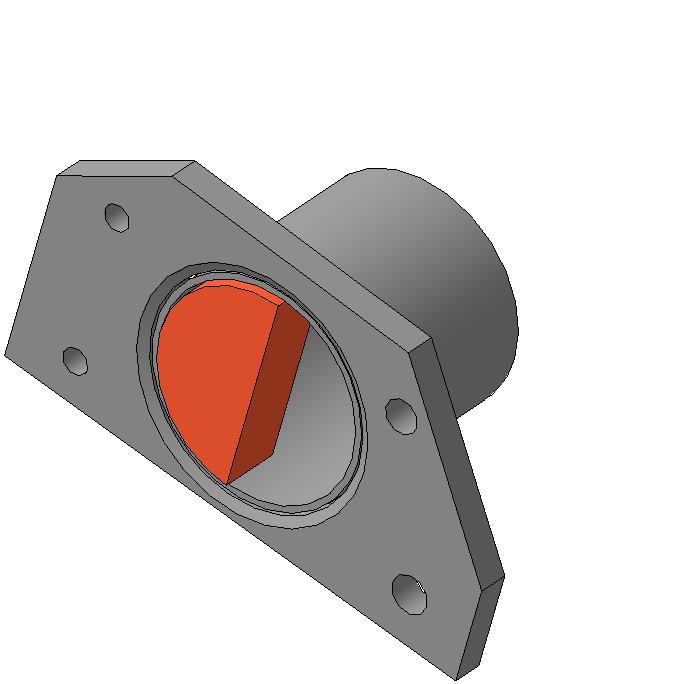
как приваварить шланг толщина стенки 0,3
Выточить кольцо, разрезать пополам, вставить в гофру и верхнюю гармошку сплющить к кольцу и обварить. Штуцер уже будете приваривать к толстому кольцу нормальным швом который будет держать давление, и еще плюс такой сварки , что шланг как бы получается зажат между штуцером и полушайбами и приварен , внутренняя часть гармошки не тронута сваркой и будет работать дольше. Конечно может как выше писали , пайкой и быстрее будет

-
4
-
-
к сожалению фото приложить не могу, тк изделие уже почищено,
Ну как мы вам подскажем без фото вашего изделия. Выкладывайте фото почищенного изделия, а где были подрезы можно отметить.
-
- Популярный пост
- Популярный пост
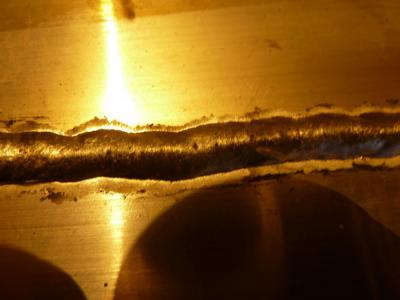
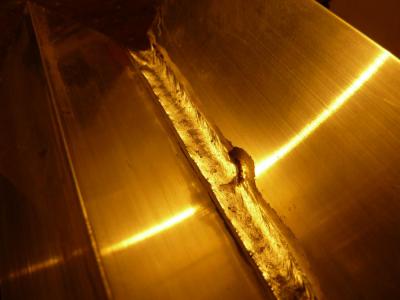
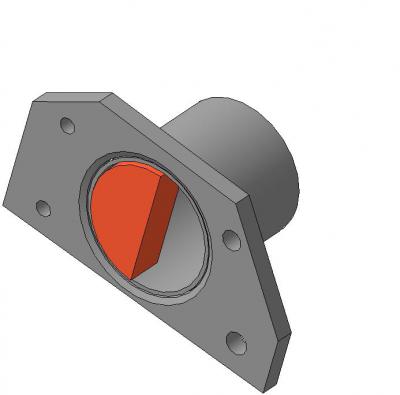
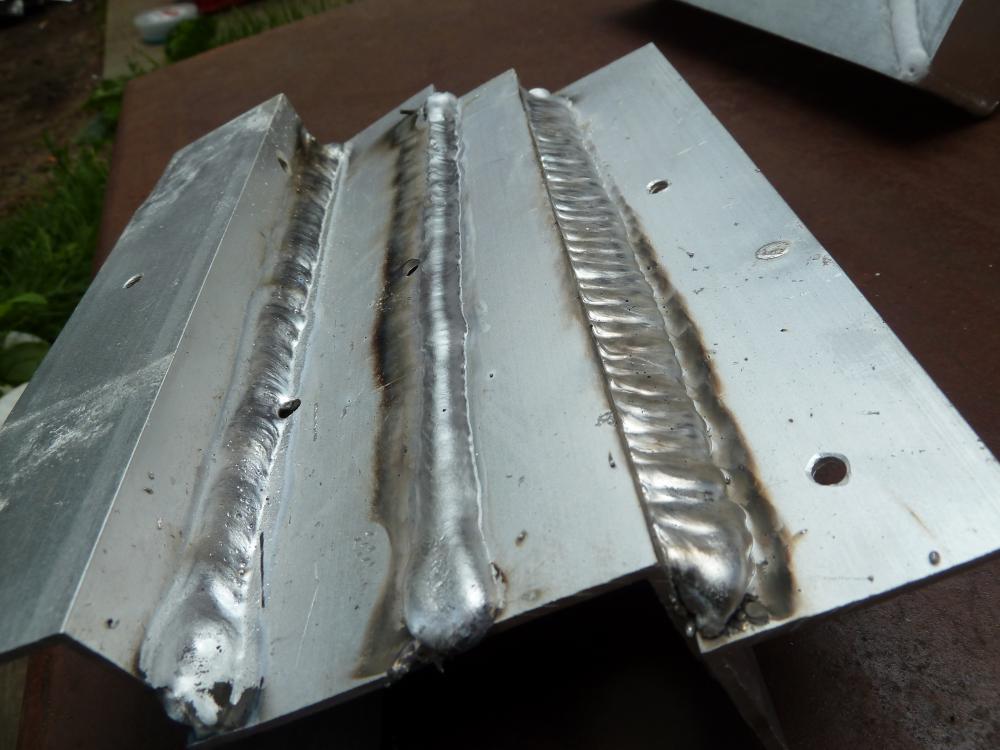
труба, стенка 1,5мм, нерж 304-я, до этого было уже испорченное изделие, попробовал, горелку только подвел и стенка трубы сразу свернулась в валик, даже не успел прогреть фланец((( конечно грешил на угол наклона горелки... где то на форуме читал, что нужно греть фланец и временами набегать на трубу для сплавления, может так попробовать? разница в толщинах, труба 1,5мм, фланец 10мм, еще, к тому же, нержавейка с обычным металлом,
Садитесь поудобнее, успокаиваетесь перед вами не чего страшного нет и руки трястись не должны. Ставите на аппарате 100 - 120 А , линейный режим или включите импульс( 300гц вроде максимальный у вас) для фокусировки дуги (на импульсе можно добавить 20А), присадку 1,2 - 1,6 мм , и начинаем варить при минимальной длине дуги 1- 1,5мм, и должно все получится без брака. Выложу свое лезвие ( простят меня те кто уже видел это) к пластине 3мм , а лезвие забыл померить
 , варилось на минимальной длине дуги меньше 1мм, присадка 0,8 мм , так вот если бы дуга удлинилась до 1,5 - 2мм, то не видать бы мне приваренного лезвия, да и лезвие бы оплавилось прилично.
, варилось на минимальной длине дуги меньше 1мм, присадка 0,8 мм , так вот если бы дуга удлинилась до 1,5 - 2мм, то не видать бы мне приваренного лезвия, да и лезвие бы оплавилось прилично. 
Есть ещё вариант со 100% гарантией, и длина дуги не столь критична будет. Вытачиваете медную вставку в трубу толщиной 15 - 25 мм , разрезаете её пополам и одну половинку вставляете в трубу чтобы она чуть выше трубы получилась, фиксируете в трубе в распор ( болтом, клином ) , и можно варить одну половину (до края проставки не доходить дугой, лучше лишний раз вставку повернуть) , потом повернуть и вторую половину , ток можно и 150 -170 А поставить , но это зависит от скорости самих рук, можно поменьше поставить, будете подольше проваривать.
-
20
-
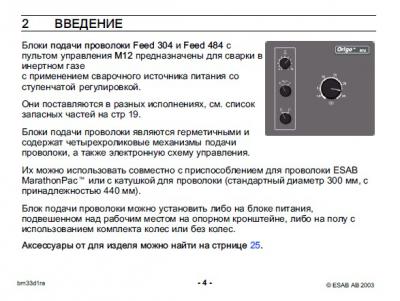
Измучил меня Origo Mig 402 Cw с Feed 304 (
Если такой у вас, то в нем вот так реализована подача газа.
-
1
-
-
На фениксе и пикомиге роликов под сталь 0,6 мм нет, возможно озабочусь этим. На фениксе собственно и в джоблисте такая проволока не предусмотрена, но вручную думаю настроить можно.
Можно без проблем, можно и в синергетике я так делал на мобимиг180 на нем тоже нет 0,6 , брал за основу 0,8 и корректором подгонял процесс , легко поддается корректировке. Нравится мне иногда некоторые вещи 0,6 варить.
-
1
-
-
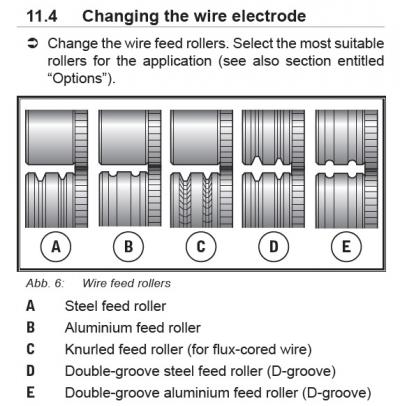
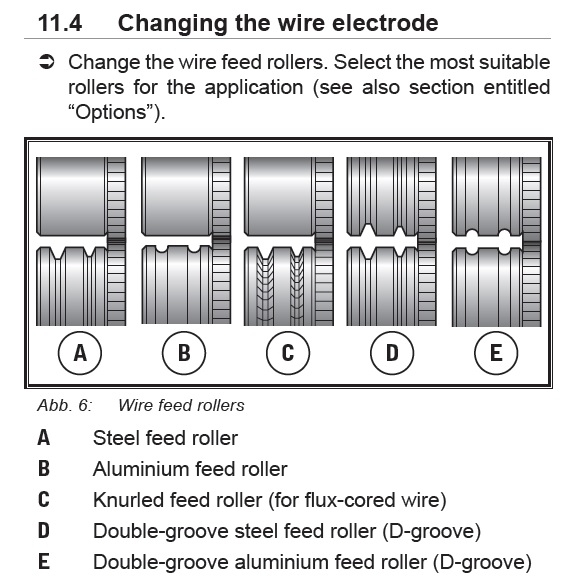
у меня на пикомиге и фениксе вариант "Е" на алюминии.
Это заводские ролики у тебя или по спец . заказу. На меркле только на нижних роликах проточка и у них нет варианта Е. Но мне сделают у нас не хуже немецких, уже делали мне под проволоку 0,6 . Верхние на фото самодельные на 0,6.

-
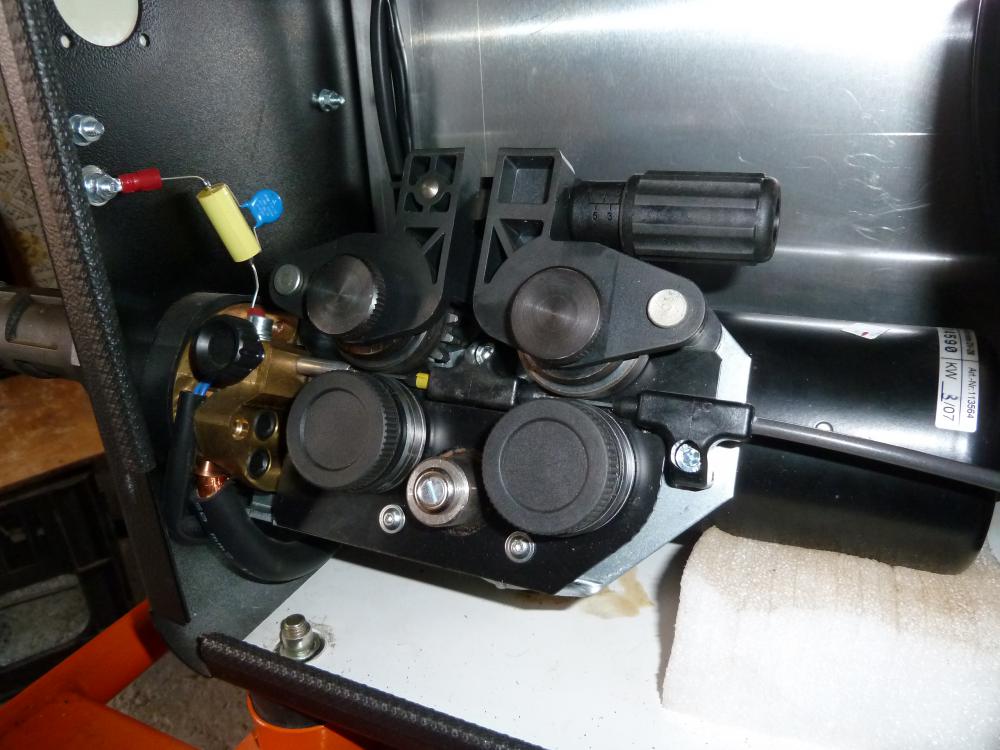
Кстати перед роликами ставлю тряпочку на канцелярском зажиме, грязь собирает хорошо, по поводу снятия окисла ничего не скажу, не уверен.
Хорошо бы ещё после роликов поставить, но как это реализовать. На моем до роликов всегда ставил, а тут стал заправлять проволоку большего диаметра и бац все встало. Пришлось разбирать и чистить, еле выбил затычку состоящую из очень мелкой алюминиевой стружки. Наводит на мысль что ролики при работе пробуксовывают и дерут проволоку , хотя сами ролики в отличном состоянии и канавки отполированы и не имеют зазубрин. Хочется сделать ролики с канавкой на нижнем и на верхнем ролике, такие ролики меньше деформируют проволоку, у них больше площадь контакта с проволокой и меньше буксовать будут, на фото вариант Е.



-
Ну вы сравнили ТИР и Селко. Настройки на любом современном аппарате позволят добиться того же результата как на Селко, нужно всего лишь убрать на минимум катодное распыление, частоту 200 Гц и прямоугольную форму тока.
Не корректно я конечно сравнил. Но убрать баланс (катодное распыление ) на минимум да ещё на такой массивной детали как ГБЦ, и шов будет грязным. На своем Genesis2000 я ниже 30% не ставил. Вообще редко им пользуюсь и почти всегда стоит по умолчанию 35%.
Представители - не сварщики, а инженеры по сварке. Сварщик уж тем более не сможет объяснить настройки. К примеру зачем на аппарате настраивается разная форма тока в одном цикле? Вам этого не скажет абсолютно ни кто - я более чем уверен
А вот этот наворот на аппарате помогает получить чистый шов и сохранить вольфрам. Словами трудно объяснить, будет чуток времени, я лучше фильм сниму и покажу.
Вот нашел ролик от селко про такую функцию, тоже может показаться бесполезной, но кто попробовал тот уже не откажется с ней прихватки делать, особо на тонкой нержи. Конечно не всем она может и нужна, тогда она конечно лишняя в аппарате.
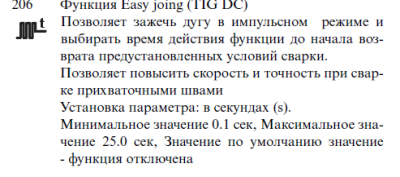 http://youtu.be/Qs3rZZ5t1OI
http://youtu.be/Qs3rZZ5t1OI-
1
-
-
все эти настройки, на мой взгляд, не имеют ни какого отношения к реальности.
Да нет, вы здесь не правы, ещё как имеют практическое применение. Возьмем например ГБЦ от Жигуля, так вот с определенными настройками, аппарат от Селко начинает шов на ней через 5-10 секунд на токе 110-120А и с электродом 2,4. А ТИР 315 понадобится ток 200-220А и электрод 3мм. и времени для прогрева поболее.
Представители не сварщики им только поговорить, они натренированны на часто задаваемые вопросы. Выставки превратились в показ красивых проспектов и неработающей а просто выставленной на обозрение техники. Помню первые выставки в Сокольниках, там все можно было опробовать , и только отлетали железки с пробными швами. Ещё очень запомнил момент, был итальянец сварщик от Селко, варил просто сказка, и наш посетитель решил попробовать их аппаратик, оказалось тоже не простой сварщик, так вот они собрали народу человек 100 вокруг себя и в течении 2 часов показывали мастер класс от Италии с одной стороны и от России с другой.Пару лет назад на выставке задавал вопрос представителю Селко по поводу каких-то параметров, на что получил ответ, что это просто демонстрация возможностей.-
2
-
-
-
Минус - очень чувствителен к перепадам напряжения и просадке сети. Еще один минус - сильно навороченное синергетическое управление с возможностью настройки кучи непонятных параметров.
Селко самый грязный у вас , наверное трудится много, но помыть этого красавца надо. На счет чувствительности к напряжению сети, итальянцы все правильно сделали, меньше 200вольт и аппарат показывает ошибка сети E39! , но при этом вентилятор продолжает охлаждать аппарат, а в памяти отложит эту ошибку и при диагностике на ПК как на ладони будет видна вся история работы аппарата. Итальянцы на выставке говорили, лучше пусть аппарат отключится при слабом напряжении, чем от него погибнет. Электродами своим не варил, но в тиг сварке на АС токе он просто красавец и равных ему нет. С кучей параметров надо просто разобраться и можно творить чудеса, например варить 1мм электродом на токе в 200А и при этом электрод практически остается острозаточенным .

-
2
-
-
Не могу корректно перевести таблицу "Welding mode"
Александр, нужно искать переводчика технической литературы, он тогда корректно переведет. У меня на Highpulse дисплей на немецком и попросил простого переводчика перевести надписи, так вот там 30% была не правда в переводе (даже был "быстрый олень") , отдал на завод фотки с дисплеем и надписями , технические переводчики перевели как надо и " быстрый олень" превратился в "ускоренную подачу проволоки".
-
1
-









































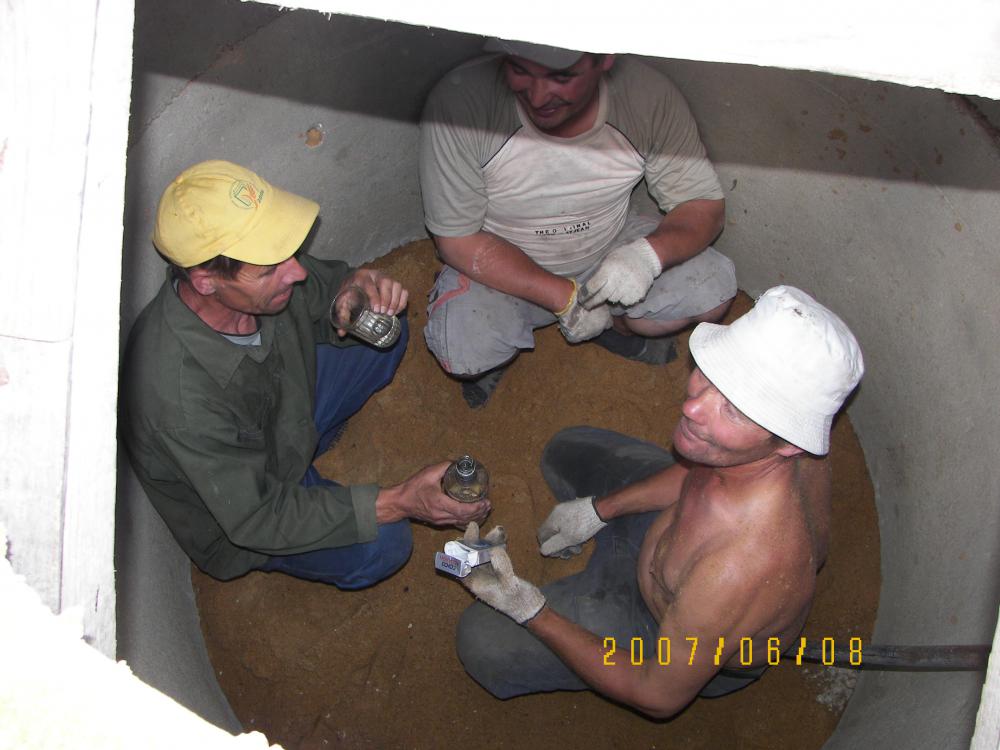






Будни сварщика с иллюстрациями, часть 1
в Фотогалерея
Опубликовано
Торопились, скоро зима, а женщинам нужно ходить и не только в церковь. Раньше из жердей был мостик, лет семь стоял , прошедшей весной унесло его льдиной . Доски пропитали отработкой, постоят лет пять, спонсор обещал весной дорогу отсыпать и на косогоре ступеньки сделать, конечно с помощью деревенского мостооряда. Мы трудились без возмездно.