Eskabaru
-
Постов
120 -
Зарегистрирован
-
Посещение
Тип контента
Профили
Форумы
Блоги
Загрузки
События
Весь контент Eskabaru
-
 В принципе, правильно. WPQR это протокол аттестации.
В принципе, правильно. WPQR это протокол аттестации. -
Я так понимаю вот такая программа нужна: https://www.weldia.com/designer/ Платная, правда(((
-
Добрый вечер, да, в вашем случае, когда применяется неуказанный материал, область распространения будет ограничена этим конкретным материалом.
-
Как правило, АЦ при аттестации руководствуются вот этим документом RD-03-615-03_Rekomendacii.pdf "Если производственные сварные соединения (наплавки) выполняются в различных пространственных положениях, то сварку (наплавку) КСС (при аттестации технологии) должны выполнять в положениях, предусмотренных программой аттестации, включая наиболее трудное положение, определяемое аттестационной комиссией" - а программу разрабатываете вы совместно с АЦ.
-
Разумеется можете. Набор переменных, даных в ASME, является минимумом, т.е. добавляйте любую дополнительную информацию, которая по вашему мнению необходима. К тому же способ их описания никак не регламентируется и каждый может употреблять свой, в меру своих потребностей.
-
Здравствуйте, Ни предварительно выполненный корень, ни наплавленая толщина никак не влияет на область распространения оператора, т.к. не являются существенными переменными для оператора - эти параметры должны учитываться в техкарте (WPS). Из официальных разъяснений к ASME: Interpretation BPV IX-17-89Question (Вопрос): Do the essential variables in QW-350 apply to welding operators in addition to those specified in QW-360? (Применимы ли существенные переменные в QW-350 к операторам-сварщикам в дополнение к переменным, указанным в QW-360?)Reply(Ответ): No (Нет)
-
Добрый день, кроме, собственно, существенных переменных, в протоколе как правило указывают результаты испытаний. Справочно, можно указать основные данные, но не обязательно, достаточно сослаться на примененную карту сварки (WPS). QW-484B неплохой пример протокола для оператора. Если вас смущает, что сварщик-оператор ограничен лишь несколькими переменными - в QW-102 указано, что "целью аттестационных испытаний сварщика-оператора явлется определение технической способности сварщика-оператора работать на сварочном оборудование", соответственно, как только меняется существенная переменная (оборудование, либо его какие-то специфические части или настройки) необходима переаттестация. Другие переменные, типа проволоки и основного материала на способность работать с обрудованием не влияют и учитываются уже при аттестации технологии сварки.
-
В общем, QW 451.1 устанавливает требования к типу и количеству испытаний для стыковых швов, а также область распространения квалификации в зависимости от толщины КСС. QW-451.1 используют, когда применяются испытания на статический загиб поперек шва, QW-451.2, когда применяются испытания на статический загиб вдоль шва.Испытания на статический загиб вдоль шва проводят когда деформационные свойства металла шва, либо соединяемые материалы существенно между собой различаются.
-
Для тока есть специальные нагрузочные блоки, типа таких: https://www.youtube.com/watch?v=ZYesOxtfCQM Некоторые используют клещевые мультиметры, но ими сложно обеспечить стабильные измерения, в идеале нужен шунт. Для напряжение достаточно мультиметра. Вы поищите в округе толковую электротехническую лабораторию, думаю помогут.
-
Наверное он хочет заработать лишних денег)) В параграфах QG-106.1, QG-106.2 все очень ясно сказано - производитель несет полную ответственность за проведение аттестации.
-
Разумеется, вы не можете использовать логотип ASME. Если вы сертифицированная ASME компания, получили соответствующее клеймо, вы можете использовать его для маркировки продукции, не более. А зачем вам знак ASME и где вы хотите его использовать?
-
Скорость подачи можно замерить с помощью линейки и секундомера) Стороний инспектор не требуется. В редких случаях Заказчик может потребовать проводить аттестацию в его присутствии - нужно внимательно читать договор/контракт.
-
Посмотрите, справочно, ГОСТ Р ИСО 17662-2017, там достаточно все ясно объяснено. По сути требуется откалибровать амперметры, вольтметры, расходомеры и т.д., любые другие приборы по которым настраиваются/контролируются параметры при сварке. По поводу приборчика не совсем понятно, т.к. RHEINTACHO Messtechnik GmbH производит массу приборов, о каком конкретно идет речь?
-
Да без проблем, самому полезно)) Да, вы перевели все верно, для поддержания квалификации (аттестации) требуется документальное подтверждение. В каком оно будет виде: справка, журнал сварочных работ, технологические паспорта с отметками о проведении и т.п. - на ваше усмотрение. Переаттестацию (с КСС) вы можете провести если есть обьективные сомнения к сварщику.
-
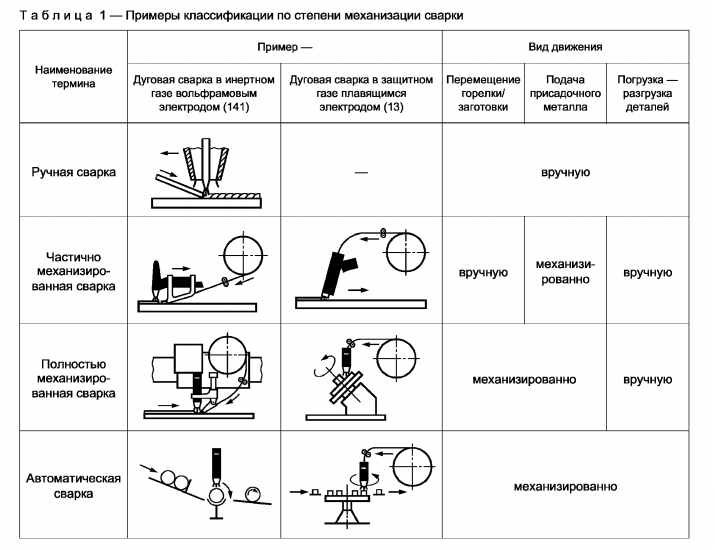
Здравствуйте! - В QG 109.2 есть очень четкое определение: welding, machine: welding with equipment that has controls that can be adjusted by the welding operator, or adjusted under the welding operator’s direction, in response to changes in the welding conditions. The torch, gun, or electrode holder is held by a mechanical device.сварка, механизированная: Сварка на оборудовании имеющем элементы управленияб которые могут регулироваться сварщиком-оператором либо под его управлением, в ответ на изменение условий при сварке. Горелка, сварочный пистолет или электрододержатель закреплены на механическом устройстве. В общем совпадает с ГОСТ Р ИСО 857-1, 6.3 полностью механизированная сварка (см. табличку оттуда)- Можете, но обратите внимание (QW-452.1( b ), что у каждого сварщика засчитывается только толщина им наплавленного металла, а также, если аттестуете три и более сварщика - толщина образца должна быть не менее 19 мм. Если сварщик заварил не менее 13 мм, как минимум в три прохода - аттестован на все толщины, без ограничений.- Срок действия аттестации сварщика неограничен, при условии, что сварщик варит в соответствии со своей аттестацией без перерывов более 6 месяцев. - В QW-383 говорится о плакировке (clad) и облицовке (lining): разница в том, что при плакировке образуется диффузионная связь между коррозионностойким слоем и осн. материалом по всей площади соприкосновения (по сути биметалл), а при облицовке к основному металлу привариваются отдельные пластины, внахлест, точечно и т.д.

-
Образец делается по возможности из целого шва, не нужно вырезать отдельные "способы сварки", но в вашем случае, т.к. можете только "гантельку" - проще всего сварить/испытать два КСС отдельно, составить два PQR и "прикрыть" ими комбинированную WPS. Если заморочиться, при условии, что слой GTAW ок 6 мм, а мин. размер "гантельки" по QW-462.1(d) , около 6 мм(захват) и ок. 5 в цилиндр. части - может и можно вырезать один маленький образец с обоими способами (достаточно часть GTAW, необязательно половина), но это уже будет "микрохирургия"... проще два PQR.
-
Не совсем так.PQR - это протокол аттестации, в отличии от WPS, где как правило указаны диапазоны значений, здесь вы записываете фактические примененные значения (либо диапазоны, но гораздо более узкие). К тому же, в соответствии с QW-200.2 ( - PQR должна содержать все значения существенных переменных (при необходимости дополнительные существенные). Несущественные указываются на усмотрение производителя, а в WPS вы указываете и существенные и несущественные.PQR - доказательство того, что технология работает и обеспечивает необходимые св-ва соединения, а WPS - инструкция для сварщика, тех. карта.
-
Широты у нас такие)))) Во Флориде или в Саудовской Аравии это точно редкий зверь - ударная вязкость))) Удачи!
-
- расходуемая вставка - это что-то вроде остающейся подкладки - материал устанавливаемый в разделку (в корень) и полностью переплавляемый при сварке, иногда используют при сварке корня кольцевых швов: http://www.imperialweldringcorp.com/images/consumable-inserts-1.jpg QW-404.27 - применяется если используется дополнительная присадка, которая может повлиять на итоговый хим. состав сварного шва. QW-403.6 - дополнительное ограничение по аттестованой толщине осн. металла, если требуется ударная вязкость (ограничивает мин. толщину) QW-403.10 - дополнительное ограничение по аттестованой толщине осн. металла для полуавтоматической сварки с переносом короткими замыканиями (на малом токе). Действует, если КСС до 13 мм.
-
Прощу прощения, покопался глубже и нашел разъяснение от комитета по ASME IX - действительно, необходимо указывать все перечисленные переменные, даже те, что неприменимы. Способ, как вы их укажите, на ваше усмотрение - примечание, прямое указание, ссылка на подробную технологию. Но, честно говоря, на отсутствие информации о защите остывающего шва или проковки для P-1 вряд ли кто-то когда-либо обратит внимание)))
-
С гугл-переводчиком нужно осторожней, можно здорово наколоться)) Если неприменимо, как например защита остывающего шва для углеродистых сталей, необзяательно (QG-101, последний абзац).
-
Да, у CASTI весьма неплохие обучающие материалы, ну и дополнительный стимул подучить язык)))
-
Доносите так, как считаете правильным - ASME никак не ограничивает форму WPS - есть лишь требования к наличию определенных переменных. Если считаете необходимым - добавляйте детали, подробное описание технологических операций, и т.д. Для примера, вот так выглядит "стандартная WPS" от американского сварочного общества. AWS_SWPS_SMAW.pdf Потому что вы наплавляете именно присадочный материал. При сварки образца вы можете использовать два разных присадочных материала, но один способ сварки (корень E6010, заполнение E7018), соответственно в производстве на каждый электрод у вас будет свое ограничение по макс. толщине наплавленного металла.
-
Да, прочерк или N/A.По вопросам: 1. pWPS оформляется точно также, достаточно в шапке указать pWPS 2. Можно и так и так, т.е. комбинированный PQR или два отдельных на каждый способ, см. QW-200-2 (f), QW-200.4 (b ). 3. В американских стандартах нигде не встречал особых требований для инженеров по сварке. Это оставляют на усмотрение и под ответственность изготовителя. У AWS есть сертификация для инженеров CWEng, достаточно сложный экзамен, сравнимый с IWE, но повторюсь, ее нигде не требуют. CWI в первую очередь это конечно инспектор, т.е. контроль качества (QA/QC), но в небольших компаниях, на несложных проектах он частично выполняет и роль инженера.
-
Пожалуйста! Если у вас материал по ТУ (напр. ASTM A29), достаточно марку и ТУ, а если, типа manufacturer’s standard, то укажите хим. состав по сертификату. Оправки необходимо использовать именно те, которые указаны в стандарте, они невзаимозаменяемы.