Evgen
-
Постов
588 -
Зарегистрирован
-
Посещение
-
Победитель дней
18
Тип контента
Профили
Форумы
Блоги
Загрузки
События
Весь контент Evgen
-
@NIK63, в общих чертах можно посмотреть например тут
-
@NIK63, Ток нужно подобрать по стенке, которая тоньше. Еще вариант - использование импульсного режима, если он есть.
-
@NIK63, Нужно преимущественно удерживать ванну на более толстой/толстостенной/массивной детали(в данном случае на 32-й трубе). плюс точная подгонка. Расход газа/диаметр электрода/его состав на Вашу проблему не особо влияют. По подбору тока, на форуме много информации, в целом установка такая: подбирать нужно индивидуально и по сварщику и по конкретным условиям. Недавно выкладывали табличку по подбору тока/расходу газа. Можете попробовать подобрать "свои" параметры, заодно расскажете нам о своих результатах.
-
Эт точно. но зато от души. Небось дрелью со щеткой Мне кажется толстовата присадка в данном случае, либо, если нет тоньше(ну с лапшой то и понятно) присаживать поаккуратнее. потому как она вероятно мешает полноценному проплавлению стенки и соответственно провару. Ну и главный вопрос: Вас интересует только внешняя/лицевая сторона шва? Касательно этого параметра первый участок(слева) более-менее, насколько видно с такого ракурса без учета искажения передачи изображения. Второй участок похоже перегрет и присадки можно слегка поменьше и более равномерно и подавать присадку и вести шов.
-
Мне почему-то кажется, что бОльшая проблема использования ТИГ при сварке чугуна-тепловложения
-
TIG DC нельзя. А лучше было бы поинтересоваться этим вопросом ДО приобретения.
-
@Vasser, разделка разделкой конечно, но это отдельный вопрос, связанный не толькой с технологией сварки. Я имел ввиду уже само сочленение под сварку, тип соединения(сквозной односторонний провар, двухсторонняя сварка и т.п.)Конечно на малых толщинах - лучший вариант с ответной частью или в жестком кондукторе. Если это таки "нержавейка". Вы ее без поддува варите? Поддув - тоже своего рода охлаждение. С водой я бы не пытался играьтся как средством охлаждения именно на таких соединениях. Можно получить неравномерное охлаждение и на выходе знакопеременные деформации
-
@Vasser, тут уже по фланцам была тема. Есть разные схемы сочленения. Выбором подходящей схемы и порядком сварки можно частично компенсировать остаточную деформацию. Частично, потому, как ее можно только свести к минимуму.
-
@Bristar, Почему именно сварка? Или это было средством уехать?
-
@Bristar, и ради таких условий стоило ехать в Канаду? и Как с языком? Парле ву франсе?
-
@beast2004, первые две мысли что приходят в голову - проблемы с подачей проволоки(работа подающего механизма, канал, наконечник) и неверно настроенный режим. В общих чертах по режимам, когда проволока сгорает быстро, вплоть до того, как успеет дойти до поверхности дтали(одна крайность) - малая подача/слишком велико напряжение. Когда проволока "накладывается" на деталь, проплавление слабое, или вообще отсутствует/несплавление(другая крайность) - подача велика/слишком мало напряжение. Под каждый конкретный процесс нужна индивидуальная подстройка даже возможно на однотипных операциях(учитывая различные параметры влияющие на процесс в целом: напряжение сети, качество проволоки, ее состав, качество и конкретный состав газовой смеси и т.д. и т.п.)В чистом аргоне в принципе то варить можно, но есть свои особенности. Если ваши задачи - сварка/наплавка "чернухи" лучше использовать конечно или смесь или СО2. Но настолько глобально Аргон/СО2 на процесс врядли повлияет.
-
Как же он может проплавляться. если проволока сгорает на выходе из наконечника. И такой эффект проявляется именно после смены газа в течении одной смены Так он плавится. или не плавится? Определитесь, у Вас нестабильный режим. или процесс сварки отсутствует как таковой?? Это постоянное явление? при переходе обратно на СО2 процесс восстанавливается? Кроме газа еще что-то меняется? или только переключаете баллон?
-
Разобрался. Переключил менеджер загрузки файлов, теперь ОК.
-
у меня панель эта появляется только после описанных процедур. Пользуюсь Maxthon 3.3.6.600 В стандартном IE то же самое. IE 9.0.8112.16421
-
Да, я именно про расширенную форму. Попробуйте добавить какую-то картинку. Может это мой обозреватель балуется
-
@Andrew, глюк с аттачем. само вложение не видно(нет отображения добавленных вложений) при добавлении, но оно добавляется. и увидеть его(и панель управления вложением) можно выбрав предварительный просмотр, или обновив страничку, или уже отправив сообщение
-
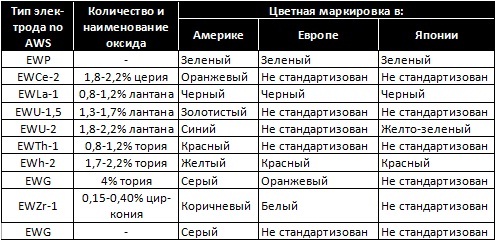
с добавлением лантана(разные процентные соотношения) равно как и других элементов, имеют разные цветовые маркировки. Вот например табличка:
-
Это что за электроды??
-
У меня не работали уведомления на емейл по подпискам раньше. Сейчас заработало!
-
казусы перевода: "популярное" сообщение отражается как "это любят" и список подписавшихся
- 81 ответ
-
- 1
-

-
У Вас как раз наоборот Величина тока в подавляющем числе случаев является определяющим(да и то не единственный абсолютный параметр) фактором, а не диаметр сопла.
-
fav, с интересом, без шуток посмотрел бы, где нужно применить сопло диаметром 4мм. так какой смысл тогда в таком ориентире с разбегом процентов так на 50-60? а вот проход 10мм(а то и больше) шириной например? Это уже нужна керамика на 30мм? В указанной Вами выше ссылке таких вообще нет . Для титана фартук я просто не понял про металлические сопла(фартуки не в счет). Но как я уже писал, я наверное таки мало видел
-
fav, диаметр сопла 4мм ??? Вы где эту табличку взяли??? Подобные таблички уже обсуждали где-то тут... расход газа зависит от множества условий и далеко не всегда укладывается в табличные ориентиры. Т.е. на ширину 7мм сопло 20мм?? На внешних угловых соединениях можно увеличить, на внутренних можно снизить. В зависимости от геометрии соединения можно(скорее всего даже необходимо) подкорректировать вылет электрода. ....
-
А что вообще предполагается дальше с этими железяками? последующая мехобработка? Какое назначение шва? Он несет какую-то нагрузку? Лично я такого биметалла не встречал в виде кругляка еще и с такой послойкой в виде поверхностного покрытия "черным"... но я скорее всего мало видел Да и вообще биметаллы это "экзотика" и стоят они дорого и есть далеко не в каждой организации торгующей металлопрокатом. Считаю, что это не то, что Вам говорят.Возможно нужно использовать "переходные" св. материалы, но Вы все равно точно не знаете состав сплава. Если есть присадка в наличии 12х18н10т можно пойти и по простому пути и обварить с этой присадкой.