Evgen
-
Постов
588 -
Зарегистрирован
-
Посещение
-
Победитель дней
18
Тип контента
Профили
Форумы
Блоги
Загрузки
События
Весь контент Evgen
-
токарный станок не у всех есть как некоторые выразились "в гараже". Вчера пробовал размечать "уголком" деталь с наружным диаметром 300мм. Так дело значительно было осложнено тем, что цилиндр не совсем правильной формы, плохо выкатан. Погрешность разметки выходит довольно значительная...
-
Petr Fadeev, Мне кажется Ваша тема: "хорошо там где нас нет". В каждой специальности есть "хорошие" и "плохие" рабочие места. Сварщиком можно зарабатывать и 10 евро в час. а можно и арматуру варить за 200 у.е. в месяц и больше никуда не будут брать. У Вас вроде неплохие специальности а Вы стремитесь заняться чем-то другим. Мое мнение нужно заниматься тем что нравится. Потому как, несмотря на то, что рабочие специальности якобы всегда востребованы, ситуация эта не особо устойчива, особенно учитывая тенденции к сокращению производства(по крайней мере на Украине его практически нет). Главное быть хорошим специалистом и не важно в какой области. И когда и работа будет нравиться и опыта будет много и "авторитет" будет, можно быть востребованным в любое время.
-
Вариант был теоретический про 10 метров диаметра, но чего в жизни не встречается, есть и больше. Если вдаваться в ту же теорию. Цилиндр с диаметром. стремящимся к бесконечности тоже цилиндр. Грубо говоря, в определенных рамках(имеется ввиду физические рамки измерения и длина уголка). это будет просто плоская поверхность на которой уголок можно расположить хоть перпендикулярно оси цилиндра. обеспечив контакт "на 4 точки". Так вот я о том, что чем больше будет диаметр цилиндра, тем ему нужен в определенных пределах уголок с бОльшими полками, иначе возрастает погрешность, которая на "длинной разметке" будет "набегать" еще больше.
-
Угольник это хорошо в определнных значениях размеров. А если это емкость диаметром метров 10? это угольник с какими полками нужно поставить, чтобы свести к минимуму погрешность? А вообще вариант хороший с угольником
-
Ну в производственных условиях собственно известно как и есть чем делать. Вопрос больше про "кустарные" методы из подручных средств. Больше интересует разметка труб, где нельзя привязаться к околостоящим предметам и базовым поверхностям.
-
У кого какие варианты есть? нужно на трубе сделать отметку соосную трубе не привязываясь к торцам трубы. В голову приходит только форматным листом оборачивать трубу с распечатанной линией на листе и по этой линии делать отметку. Может кто знает попроще вариант?
-
alek956, ка соосность выдерживалась? на глазок или в кондукторе?
-
blazen79, Не пойму куда клеится и что за пленка Можно ли эскизик? Как в трубе что-то клеить? И водорастворимая пленка или таки клей? И сначала клеить потом делать сборку или как? Или для труб это не подходит? По поводу протяжки от Мыколы. Да . видел работали такими коллеги. правда не везде удобно, но жутко экономично.
-
Это что за пленка, и куда вклеил?
-
Традиционные, которым учили в СССР и учат в СНГ ПТУ, курсы сварщиков и т.д. Я сам пробовал. "Восьмеркой", "елочкой", "круговыми" получается медленне однозначно как бы рука быстро не производила эти движения. Не поспевает рука за большим током.
-
На счет результата можно и поспорить, а вот скорость прохода обычным методом без колебаний увеличивается
-
я имел ввиду, что технология - сплошная порнография. У Вас видать практического опыта нет, либо не верно выражаетесь Вы ошибаетесь, что не нужно контролировать зазор. Его просто легче контролировать опираясь на деталь
-
а такое возможно?? Ни разу не встречал. Я про защиту корня тоже подумал. что ее не видно, но и слой не первый. Вообще не понятно как они там варят. Один параметр положительный- быстро
-
судя по шуруванию машинкой по швам. полагаю результаты не впечатляют самих исполнителей... Особенно порадовали заварка кратера и постгаз.
-
Ниобий, если мне не изменяет память. способствует повышению стойкости к трещинообразованию.
-
Судя по довольно общему описанию, 92.60 самые оптимальные для получения высокопрочного соединения, 92.18 и 92.58 можно варить не сильно толстый материал без предварительного подогрева. Только вот сколько порог этой толщины? И думается мне, что имеет значение не только толщина, а и габариты детали в целом и свариваемого участка.
-
А какие еще могут быть поблемы? Ну глаза еще будут напрягаться чтобы разглядеть, что же там творится за стеклом, ну и соответственно увеличивается в какой-то степени возможность появления дефектов. но это еще зависит от опыта и насколько плохо видно.
-
В таблице ориентировочные данные. Там в таблицах и 14 и 15 стекла... В свое время искал темное, выше 13-го не нашел. Еще зависит от глазок самого сварщика. Меньше степень затемнения - можно "зайчиков" нахватать, больше - плохо видно будет зону сварки. Элементарно. 11 для 30А будет много. Субъективно девятка.
-
Закреплена крышка на манипуляторе, но сварка в ручном режиме. Манипулятором только менял угол и поворачивал облегчая доступ, крышка все-таки не легкая. Сварка во всех пространственных положениях кроме потолка. Вертикал даже проще чем нижнее. Там две обечайки, четыре кольцевых шва. Схему я придумал такую: корень одной стороны обечайки, потом облицовочный того же стыка, потом корень другой части обечайки. и облицовка. Все без перерыва, ни разу не порвало готовые швы, а вот прихватки достаточно мощные так срывало, что аж подпрыгивал. Только с присадкой. Чернуху без присадки вообще варить смысла нет, треснет. Ширина облицовочного шва порядка 7мм(точнее не скажу ) Горелка по разному работает Все таки человек варит, не робот, главное равномерное проплавление обеих кромок.
-
продажные видел. У меня электродуховка валяется Думаю, может ее приспособить
-
Пользуется ли кто-то не в производственных условиях подобными устройствами? Как решаем вопрос прокаливания?
-
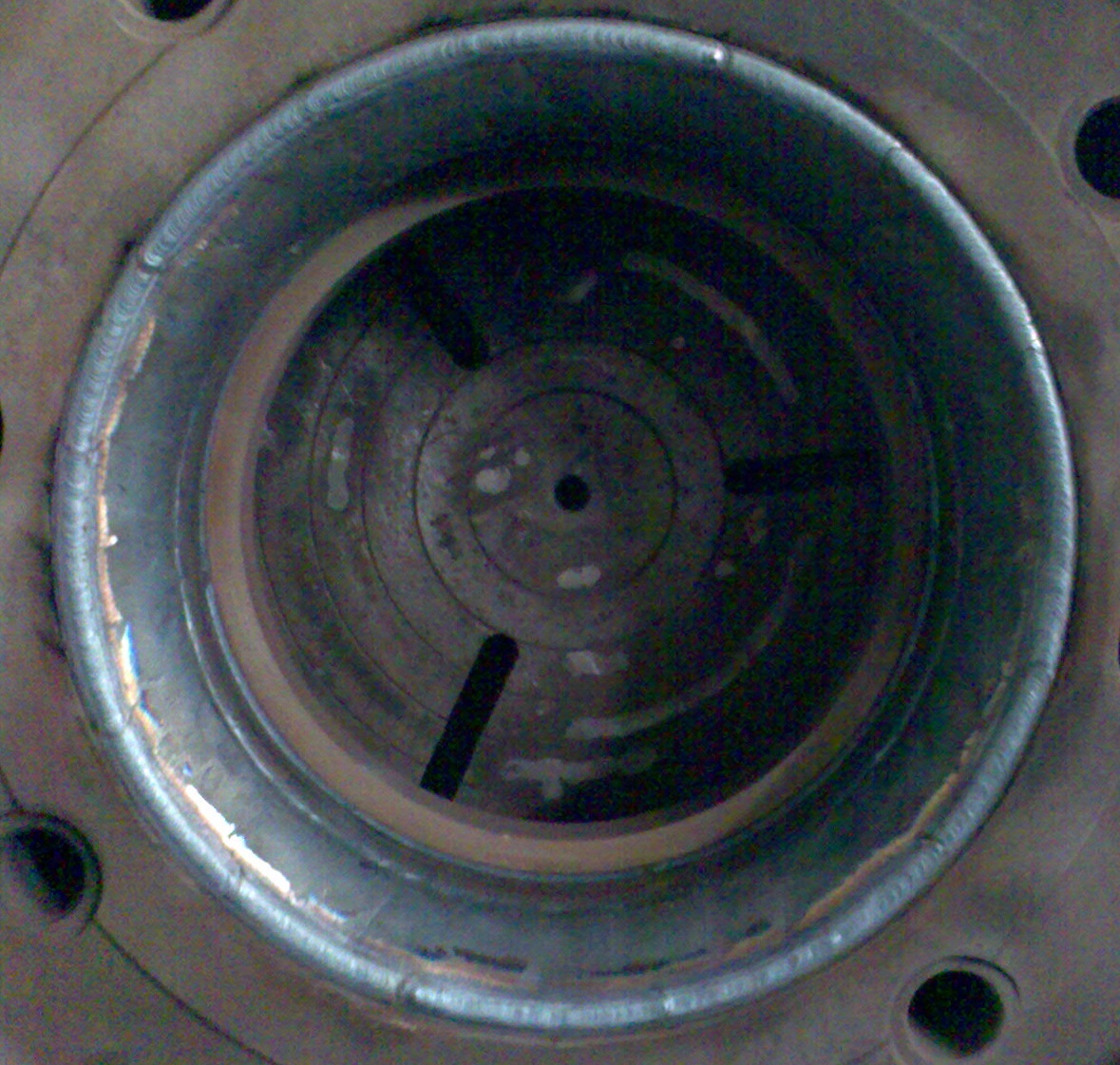
Обратной стороны, порылся, нигде фото нет, я уже давно не работаю сваркой профессионально, вот, осталось правда телефоном и только внешний вид: сварка обечайки к крышке цилиндров. Сварка РАДС, Металл Ст3, толщина 4мм, разделка общая около 60 градусов, притупление 1,5мм, зазор 1,5-2мм, ток на корень 120А. на облицовку 110А, усиление шва~+1мм, обратное формирование ~+0,5. Сварка в нижнем, горизонтальном и вертикальном положении. Присадка 2мм



-
АВД, 5мм РАДС. я бы уже делал с разделкой кромок, 2 прохода. Обратным формированием там как по мне не пахнет. На провар похоже и то не везде. А положение какое? Нижнее на столе? Плюс похоже местами на отклонение "оси горелки" от оси шва.
-
alek956, гламурненько Но все же лучше, чем железный контейнер или гараж. А какая сейчас специфика работ? Или все что принесут?
-
Dimm, "Пузырьки" эти для выявления "поверхностных" дефектов, а те которые внутри структуры, не выявить таким способом, даже если они близко к поверхности, но не выходят на нее