

koltsov67
-
Постов
183 -
Зарегистрирован
-
Посещение
Тип контента
Профили
Форумы
Блоги
Загрузки
События
Сообщения, опубликованные koltsov67
-
-
Выхода нет.... тогда так !http://www.supernature-forum.de/attachments/20587d1189020155-das-waere-mal-aufgabe-fuer-unseren-tuv-schweiss3.jpg
-
 3
3
-
-
Хоть питерцы не скрывают, что свой Сварог в Китае клепают..

-
Примерно вот такой..... ценник от 3 тысячhttp://tegera-russia.ru/img/shop/tr261200_1.jpg
Четыре дня назад был в центре и фирменной гарантийной мастерской (ТЕЛЬВИН , БЛЮВЕЛД) Тоже задал им такой вопрос..... заявили что официально 100% производят свою технику только в Италии - остальное подделка хоть очень похожая.....
-
Я повторюсь ,лично у меня серия "чуть" мощнее- 170А , но перепады от 180 -240 V держит хорошо (В деревне частный дом) Можно аналогичный инвертор Сварог....( у соседа такой) Аппараты такого класса примерно по характеристикам оооочень похожи , как правило на достаточно больших токах 100-150 А , минут 10-20 работы и срабатывает тепловая защита....Ценник 6- 10 тыс.
А модели до 250А (реальных) х220В и ценник будет от 15 тыс. (РЕСАНТА , СВАРОГ , МАРС ,БАРС - у всех начинка почти 100% фабричный Китай) А уж EWM , ESAB и т.д от 20 и выше
Для начинающего Дуговой сваркой что главное ? простота и неубиваемость - тогда может , без смеха переменку трансформатор ??? А какая разница чем электроды убивать ??? В инструментальном магазине видел китайца за пару тысяч
 А потом , чуть освоиться и уже выбирать модель серьёзнее....
А потом , чуть освоиться и уже выбирать модель серьёзнее.... -
Вот я думаю неплохой агрегат для начала http://www.blueweld.ru/upload/iblock/31a/PRESTIGE_151_S.gif
-
Есть теория сварки , пусть молодёжь книжки полистает ( можно не толстые ) и снова в бой , держак двумя руками....
... а мы сейчас о прогреве и переносе металла при полярностях замутим ? Не вижу смысла в этой теме... До завтра. -
А смысл изобретать велосипед ????
-
Дуговой сваркой (MMA) мне комфортно работать с обычными сталями(чернуха) от 2мм ,иногда прямой полярностью, хорошие электроды ( ЕСАБ или подобные)
-
Но ценник ??? Реальный полуавтомат например заточенный под алюминий , будет стоить от 150 тысяч , а ТИГ "Сварог" с переменкой от 18 тысяч ..Пусть новички хоть чуток руку поставят.. И то что Вы пишете "достигается полуавтоматической сваркой,потом идет РДС,ну и уже потом только РАДС." можно сильно поспорить.. По скорости полуавтомат вне конкуренции.... в остальном ......Я сам использую полуавтомат и люблю им работать . НО повторюсь , ВСЁ ПОД СВОИ ЦЕЛИ . А промышленное производство я и не рассматриваю - отдельная огромная тема...
К большому сожалению не могу сейчас выложить фото ( моя мастерская с изделиями в другом регионе) Но последний раз летом варил ёмкость из пищевой нержавейки примерно на 12 литров , метал 0.7 мм ( бачёк омывателя на УАЗ "таблетку").... На спор за коньяк сварил фольгу от двух конфет ( там больше понтов чем опыта и мастерства) В интернете этого добра навалом...
-
Конечно главный вопрос не в сварочном аппарате... , и на самодельном трансформаторе люди иногда такое показывают...
Но одно дело прихватить арматуру , а другое сварит ёмкость из нержавейки 1мм , или заварить блок двигателя из люминия и чугуния
...Поэтому каждый начинающий сварщик должен определиться - что он хочет варить и Под эти нужды и подбирать себе сварочную технику

-
Ну а так как тема форума , сварка ММА... то я предпочитаю инвертор (о фирмах можно спорить вечно)... Почти всегда самые ходовые электроды 3 - 3,2 мм , и реальные сварочные токи до 120 А. ( металл 2-5мм) Поэтому и сварочные аппараты до 200А вполне достаточны....
Люминь
 варю в среде аргона ТИГ сваркой. Варить можно всё и всем... если руки не из.... и голова на месте
варю в среде аргона ТИГ сваркой. Варить можно всё и всем... если руки не из.... и голова на месте 
-
Привет , Качественный ??? В моём пониминии- Ровный валик , ровные чешуйки , особенно на тонком металле 0т 1мм , Если грамотно варили , то можно не доводить абразивным инструментом ... (Это более "косметический шов") Есть и другие требования- когда нужно не " Красивый" шов , а однородность и провар ( ответственные конструкции , трубопроводы ) Хотя и на таких изделиях шов получается ооочень красивый если варит умелый спец. А уж каждый вид сварки однозначно заточен под конкретные цели...Ради " спортивного" интереса я пробовал варить алюминий дуговой сваркой специальными фирменными электродами...... Можно.... но не нужно , для этого есть ТИГ.
-
.... Привет всем , Давайте начнём с того , для чего нужен сварочный аппарат ??? 1. Если работать и дома и на улице и в гараже , то однозначно нужна дуговая сварка , желательно иметь инвертор постоянного тока до 200 А ( На рынке примерно от 6000 до 10.000 руб ) О фирмах спорить не буду - все производители предлагают примерно одно и тоже....
2. Гараж , дом , можно рассмотреть полуавтомат... Особенно для вертикальных швов и небольшом опыте... цена от 12-15 тыс.
3. ОЧЕНЬ качественный (особенно косметический) шов однозначно ТИГ на постоянке ... цена от 15 тыс ( можно конечно использовать обычный инвертор + горелка + комплектующие..... смысла не вижу)...
4. Работа с алюминием , нужен ТИГ аппарат с AC/DC токами (для новичков- алюминий вариться переменным током) цена простенького от 20 000 - 30 000 руб
Но тиг сварка - только в помещении !!!Даже сквозняк влияет на качество !!!!
Но и самое главное как говорил В.Ульянов (Ленин) УЧИТЬСЯ , УЧИТЬСЯ , и ещё раз учиться !!!! Я начал учиться в 42 года на обычном трансформаторе за 3 тыс. рублей.... Через месяц "увидел" ванночку (практика примерно 3-5 часов в день)..И .... валики, валики ...валики , а через месяца 3, попробовал инвертор на постоянке ( по моему Сварог)и ПРИЛИЧНЫЕ электроды.... И ощутил разницу....
Сейчас третий год фактический использую на 90% Тиг сварку (Аппарат БЛЮВЕЛД 222 AC/DC) цена от 65000 руб , в Гараже полуавтомат ФУБОГ цена 17000 руб. , а на выезд и на улице инвертор БЛЮВЕЛД 170 ,(цена около 8000 руб)...
-
Я почему и спросил народ..... , у меня тоже на электроде 3.2мм. сопло №7 , вроде и валик чистый , без гари ( расход аргона около 8 литров).....возникли сомнения что нарушаю технологию....(Вот и возник вопрос по соплам и расходу)
Сегодня привезли газовые линзы , буду пробовать и сравнивать с обычными соплами и качеством шва.
-
Воо , понятно
Конечно личный опыт почти всегда "рулит" -
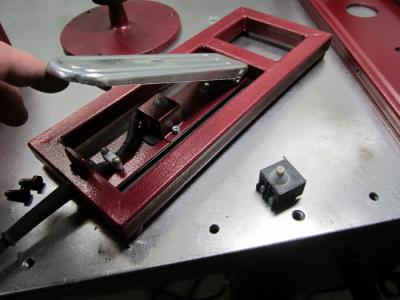
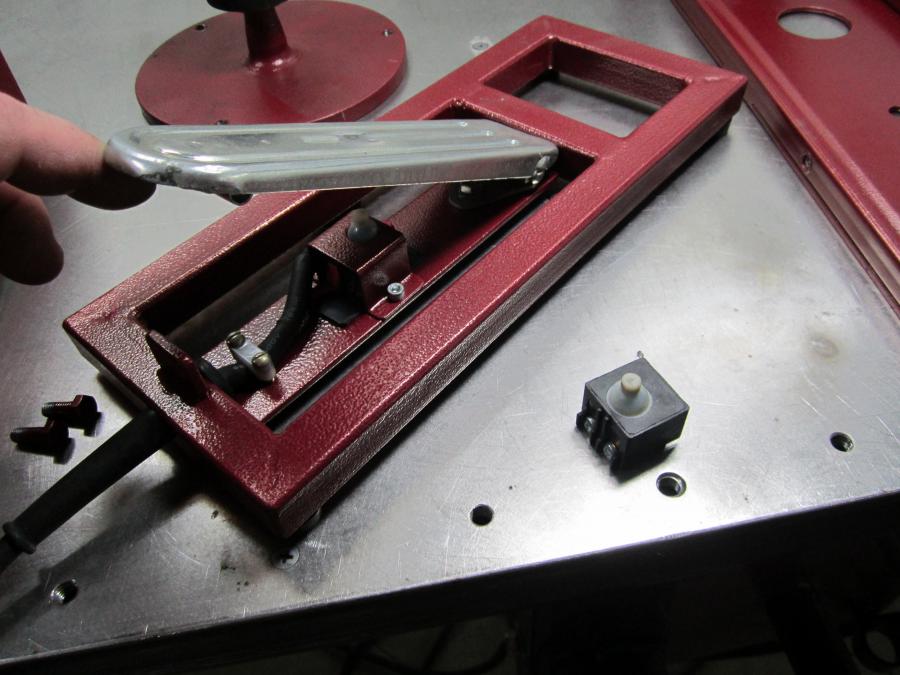
Кому интересно , весной собрал станочек для круговой обварки деталей любым видом сварки до 200 А , реверс , скорость 0 - 10 об.минуту



-
4
-
-
26-я горелка у меня работает 4-тый год (токи до 120 А) примерно 2- 4 часа в день, и проблем с перегревом не возникает (не промышленное производство). Сгорит , выкину...
-
Привет всем , Работаю стандартной горелкой ТИГ 26 , инвертор БЛЮВЕЛД 222 AC/DC . В основном работаю с металлами до 3мм (нержавейка , люминий
 ) Электроды 1-2,4 сопла №4 ,5,6 расход аргона 5-8 литров. Возникла потребность варить более толстый металл от 4 мм....Чтоб не "эксперементировать"и сберечь детали , нервы и деньги , вчера посетил
) Электроды 1-2,4 сопла №4 ,5,6 расход аргона 5-8 литров. Возникла потребность варить более толстый металл от 4 мм....Чтоб не "эксперементировать"и сберечь детали , нервы и деньги , вчера посетил семинар БЛЮВЕЛД ( в частном порядке) и Мастер (бывший оборонщик) посоветовал перейти на сопла с большим диаметром:
Вот примерный расклад- электрод 2.4 мм - сопло № 8,
3.2 мм -сопло №10
4 мм - сопло №12
Расход газа по формуле 1 литр х внутренний диаметр сопла в миллиметрах
Что думают другие профи по этому поводу ?
-
на титан мало похоже
-
Привет всем , а по художественной сварке титана есть мастера в России ?



Просроченные электроды
в Расходные материалы
Опубликовано
... или клеточку в аквариум ...для мини акулы
 ....
....