IceBear
-
Постов
162 -
Зарегистрирован
-
Посещение
Тип контента
Профили
Форумы
Блоги
Загрузки
События
Весь контент IceBear
-
ну вот прошел почти год как я начал что то пробовать, в связи с семейными передрягами не получалось заниматься, приступил только в апреле месяце, первое изделие на фото, все на прихватках, до примерки, после примерки и утверждения конструкции буду обваривать, честно, много матерился когда ставил прихватки, как буду обваривать вообще не пойму))) купил набор линз, но шов все равно со шлаком, расход на 7-8 литрах, заметил вчера что когда делал угловую прихватку там все чистенько, прочитал что угловые соединения накапливают аргон и там все гуд, возник вопрос, точнее два варианта или газа мало или газа много, много потому что тоже вычитал, когда много газа он начинает цеплять кислород.... о правильности этих слов судить не могу.... обваривать думаю на импульсе, честно мондраж... итак пророжигал в пару местах... а там еще и фланцы надо обварить изнутри((( а они еще и из черного металла... буду использвать присадку 308, 309-ю я так и не купил, не возят в Иркутск её а покупать 5 кг с Питера, как то дороговато... жду дельных и не дельных советов))) буду рад любой критике
-
а как должно быть, провар же идет?
-
обсуждение прочитал, но маленько не то, мне нужно разобраться именно с соплями которые получаются внутри трубы, на ютубе видел как отличается шоф внутри, при подаче аргона и без него..
-
господа, такой вопрос, видел что при сварке труб, в трубу подается аргон, для защиты шва с внутренней стороны, ну и шов получается намного красивее и не требует доп. обработки, а как это все сделать, балон идин, ставить тройник? ну тогда регулировка расхода будет не такая четкая и сколько его подавать в трубу?
-
:-D пойду книги почитаю, что бы разобраться что написано))) просто марку стали я точно не подскажу, марку нержавейки. кроме 304, тоже, поэтому с этим туговато...
-
а как избежать этого, планирую попробовать чистовую деталь и там как раз будет стык 10мм стали с нержавейкой 1,5мм, запороть это значит сразу выбросить 1 рубль на ветер)))
-
romualdo, спасибо за подсказки, маленько не хватает терпения и времени, всегда же хочется сразу и все))) но потихоньку пробую двигаться дальше... господа, если взять присадку 308 LSi и ей пробовать сварить сталь и нержавейку, получиться? и еще вопрос, варил тавром, черный металл был, почему то дуга шла не по шву между ними, а по нижнему металлу, в чем причина?
-
нашел организацию в Питере, хочу заказать от туда присадки а так же по мелочи, думаю сразу и электроды тоже взять, подскажите на чем можно остановиться? толщина металла не изменилась, 304 нержа, 1,5 мм., ну а по алюминию там наверное 3мм... http://www.edinstwo.ru/electrodes.php?gid=4&rid=5
-
Хотел сегодня взять присадок ER309 LSi, оказывается не так то все просто, нету нигде, есть только 308 LSi, которой я сейчас и варю... цанги под электрод 1.6 тоже нет, зато взял другой электрод 2.4, попробую, не могу понять почему с присадкой шов черный...
-
Вот фото электрода, качество не очень, он синий стал, на ютубе видел, там нифига не синие...

-
пробовал быстро, если на листе без прорези, то получается вообще страшно, чешуйками не пахнет, на холмы и низины больше похоже))) может действительно медленно веду...
-
может еще что то с ручкой полярности? мне кажется в ней тоже дело... в инструкции так: Баланс соотношения прямой и обратной полярности дуги при сварке на переменном токе. Прямой полярности соответствует минус «-» на электроде, плюс[«+» на изделии. Обратная полярность: плюс«+» подается на электрод, минус «-» на изделие. Регулятор управляет длительностью обратной полярности тока в процентном содержании от длительности периода переменного тока: 20%-80%. Чем больше обратная полярность, тем лучше очистка сварочной ванны, чем меньше обратная полярность, тем больше тепловложение и провар, но хуже очищается поверхность шва.
-
может еще дело в электроде, он как бы стоит тот который вместе в аппаратом шел, я отдельно купил 1.5мм, но цангу под это электрод еще не покупал.... фото горелки сделаю, электрод почему то у меня синий, имею ввиду стал синим, затачивал как иглу, вдоль...
-
что то не понял, что именно до единички? если расход, то он у меня стоит примерно на 7литров, я до конца в нем не разобрался, думаю что так он показывает хз че, но вот когда включаешь горелку и идет газ, он показывает именно потребление газа в литрах, горелка отключилась стрелка вернулась...
-
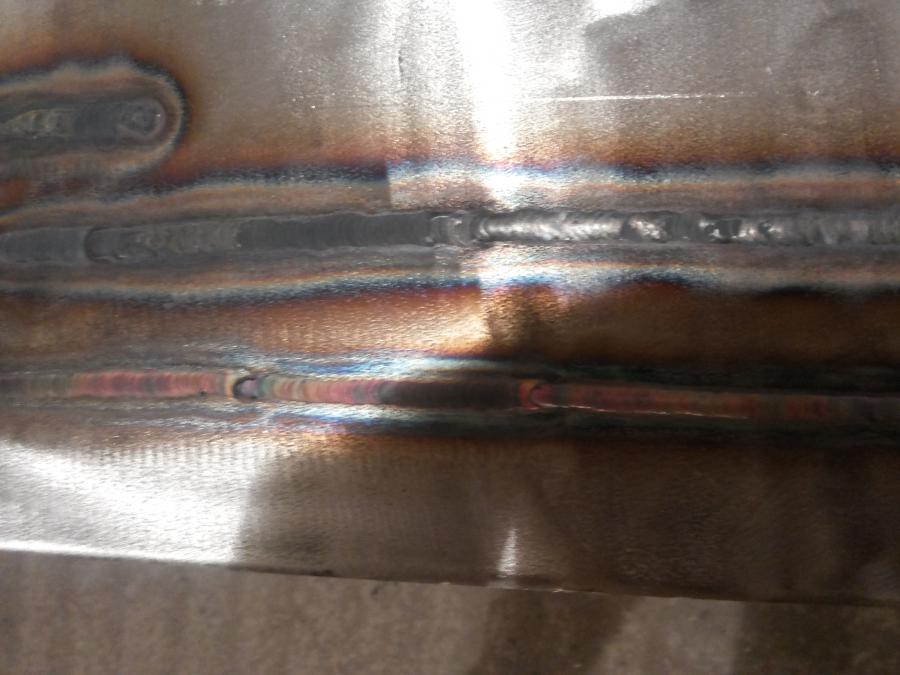
Сегодня зачистил весь лист, начертил полосы, прошел без присадки, пришлось конечно перехватываться, вести гарелку на всю длину пока не получается))) перехватывался... вторую полосу решил прорезать болгаркой, результат на фото, думаю сразй поймете где с присадкой а где без))) Все таки не понимаю как присадку надо подавать, то ли много, то ли много...
-
Такое давление
-
Вот что получилось вчера
-
закончилась черняга)) да и не понравилась она мне, плюется сильно, взял нержавейку, фоты скину позже, проход горелкой без присадки более-менее, но с присадкой не айс, не понимаю когда её надо тыкать, получается впереди электрода всегда едет волна с расплавленного металла и присадки, возможно нужно сделать пропил, что бы получился зазор, надо попробовать, но от моих экспериментов, нержавейка встала дыбом...ведет сильно... шлаг так и стоит 6-ка варил вчера на 90-100 амперах, нержавейка 4-5мм раход газа поставил 7литров, керамика 7-ка все смотрю видео на ютубе))) Надо попробовать, жаль что не заметил сообщение сразу))) не видел что появилась 3 страница))) сегодня варил с пропилом.... уже гряшу на присадку, наверное она не айс, маркеровку скину чуть позже...
-
Дак а надо то какой в итоге?
-
шланг в магазине все для сварки, там была два диаметра, так и сказали бывает или этот или вот этот)))) один побольше, другой поменьше, большой на штуцере бы хлябал, маленький натянулся с усилием... обычный кислородный...
-
Давление гляну, по расходу 5 литров, по качеству, вроде бы не левак, но проверить...
-
Скажу честно, черный вариться как то просто))) имею ввиду дуга его прямо сразу разъедает, нержавейка не так... вот пример на нерже, зачистки не было, толщина 4-5мм, не замерял...
-
Так же пробовал нержавейку, толщина не больше 0.8, пробовал прихватить, в итоге прожег, крутил ампераж, результата ноль... на импульсе более-менее но все равно не так...
-
Пробовал все что сказали, взял чернягу, 3мм, вот что получилось, причем 3мм проще варить))
-
да все они на одно лицо))) Сварог, Еlitеch и еще парочка найдется