Nail02
-
Постов
370 -
Зарегистрирован
-
Посещение
-
Победитель дней
5
Тип контента
Профили
Форумы
Блоги
Загрузки
События
Весь контент Nail02
-
Может предгаз короткий? Как продуваете при первом включении? Продувает хоршо, заметно и предгаз, и посгаз хорошо работают, по моему даже чуть даже с лишком (углекислоту жалко ). Убавить ни как нельзя... Массу поменял сразу, на новый зажим на 500 ампер. И кабель поставил, 25 мм.кв. КГ-25. Так что с ним все в порядке.
-
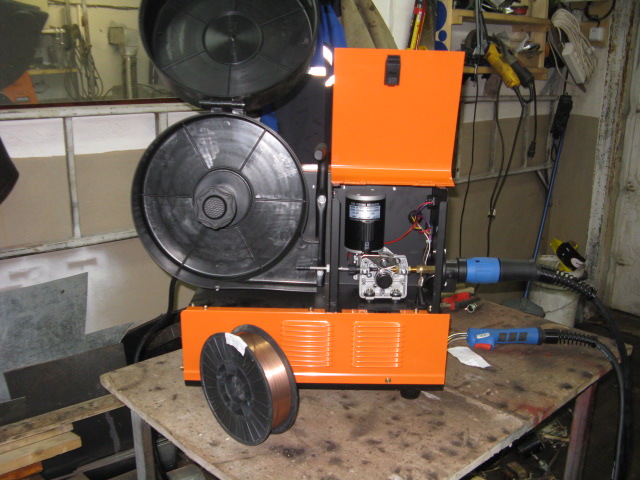
Лучше будет купить аппарат рассчитанный на ток от 10 ампер наверное. И на проволоку 0.6 мм. Этим аппаратом тонкий метал сложновато варить проволокой 0.8 и ток ниже не потавить только если резкими нажатиями на кнопку горелки (прерывистой сваркой). Но при должной сноровки можно. Но для металла 1 мм точно нужен другой аппарат и чтобы ток ниже регулировал и чтобы проволока была 0.6 мм Варю аппаратом много, почему то каждый раз при включении варит по разному, то брызгает, иногда как то трещит , иногда мягко варит.... Честно сказать не знаю почему так. Но работы много поэтому особо не парюсь. Фото выложу скоро - чего наварил. Хочется его показать в сервисе чтобы протестировали, но времени нет на это. Сделал ему тележку.
-
 Афигенная штука ! Уже сгонял к токарю и заказал подобное. Как сделает посмотрим что получиться. За видео , спасибо ! Надо делать или покупать её колёсный вариант, разница познаётся в сравнении: http://websvarka.ru/talk/public/style_images/master/attachicon.gifIMG_3208.JPG А где можно купить или заказать ?
Афигенная штука ! Уже сгонял к токарю и заказал подобное. Как сделает посмотрим что получиться. За видео , спасибо ! Надо делать или покупать её колёсный вариант, разница познаётся в сравнении: http://websvarka.ru/talk/public/style_images/master/attachicon.gifIMG_3208.JPG А где можно купить или заказать ? -
Спасибо, понял. Вобщем надо насадки две одна для того чтобы резать по линейке, вторая для того чтобы была на циркуле ? Лучше нарезать резьбу и привинтить, чем приваривать. На фабричном циркуле колёсики от оси отделены пластмассовой втулкой и шайбой. Плазмотрон охлаждается воздухом изнутри, а не снаружи. Для стержня циркуля лучше взять квадрат или шестигранник, но не круг. В фабричном наборе именно круг, при позиционировании на нём центра, последний надо всё время ловить в плоскости с направлением резки, а это неудобно. http://websvarka.ru/talk/public/style_images/master/attachicon.gifIMG_3211.JPG http://websvarka.ru/talk/public/style_images/master/attachicon.gifIMG_3212.JPGhttp://websvarka.ru/talk/public/style_images/master/attachicon.gifIMG_3213.JPG На фото самодельные насадки ? Если точить такие же при одевании она фиксируются за счет конусного посадочного места на головку плазмотрона ? То есть одеваются с натягом, и тем держаться на ней ? Снимется тоже просто усилием руки ? На фото насадка с кольцом, кольцо свободно одевается как понимаю, но как оно держиться ? Ведь плазмотрон при движении смотрит в низ. И как эти приспособления делают зазор ? Они же находятся чуть выше головки плазмотрона ?
-
Да прикольный набор ! Если сделать втулку для колпачка плазмотрона, и уже к нему приваривать дистанционные усики и колесики, как думаете на охлаждение плазмотрона это не повлияет ? Как я понял из ваших ссылок для циркуля все используют именно как бы втулку в которую садится головка плазмотрона. Значит можно это делать и для обыкновенного дистанционника ? Точить надо у токаря для точности размеров ?
-
Ну вот и все только с гаража . Спасибо добрые люди за совет. Купил таки этого прораба. Все болты на нем подтянул, все почему то ослабленны, подтянулись на оборот полтора. Работает. Пока плазморез еще не попробовал. Придется дистанционку с чего то согнуть. Блин в моей деревне её точно - не найти.
-
Спасибо, тут в соседнем магазине продается прораб http://kompressory.vseinstrumenti.ru/porshnevye/maslyanye/prorab/kompressor_prorab_3150/ вот такой вот. Все ни как не определюсь, с ним. Работать мне не каждый день по 8 часов а от случая к случаю. Как думаете пойдет он для плазмореза ?
-
Как раз такие упоры смотрел и даже куплено три штуки но все они при надевании находятся выше сопла и ни как не выдерживают расстояние. на старшие модели плазмотронов подходять как надо, а именно на CS 50 нету ни где. Если с упором работать не сгорит плазмотрон, или вручную загнуть подходящую проволоку? Да такой компрессор смотрел, хороший но блин цена - не маленькая. Его одноцилиндровый брат стоит 16 тыров. Думал такой брать. Значит не стоит ? Может тогда с прямым приводом взять? Есть который 2.2 квт 365 л/мин. подача. но правда китаец. Стоит в районе 10 т.р.
-
Дистанционная насадка на горелку CS 50
Nail02 опубликовал тема в Плазма и газ-резка, сварка, напыление
Помогите советом ,уважаемые форумчане, приобрел сварог кат 40в. В комплекте с ним идет горелка, CS 50 Проблема в том что на неё нигде нету дистанционной насадки. Все насадки которые есть в наличии идут на другие плазмотроны. Кто нибудь такой горелкой пользуется ? И как можно изготовить дистанционную пружинку самому ? И нужна ли она. Появилось предположение что может этот плазмотрон работает с упором об метал, соплом ? Вобщем так и не понял. Сервисный центр говорит что надо резать на расстоянии 1 мм. В инструкции к горелки про пружинку эту ни слова и на схеме плазмотрона её нет. Да и нету такой насадки. Рыл интеренет ничего конкретного не нашел, подскажите кто знает пожалуйста ! Пока не купил компрессор, все в планах, для этого плазмореза компрессор с подачей воздха в 280 л/мин будет достаточно ? Расход плазмотрона 170л/мин. написанно. И лучше будет ременный как я понимаю ? Как все будет готово, с меня обзор плазмореза ! -
Да уж производитель об этом нюансе ни где ни слова. Аппарат позиционируется как один из самых надежных, из собратьев, гарантией бьют об грудь. Честно писать об этом они не будут, отпугнет покупателей. Я вот даже по себе понимаю, если бы знал что эти индикаторы для кого угодно, но не для меня, то купил бы ту же бриму. Как писал кто то , почему брима показывает, кемппи показывает да и многие другие, а вот именно сварог, эта модель - нет ? Да играла Мельница, классно, поют. Люблю слушать её. Редкий случай когда слушаешь часто, и не надоедает. Это понятно, но можно тогда ответить вопросом , а как показывает тот же линкольн, или кемппи ? У них наверное есть какой-то алгоритм, благодаря чему они его показывают. Значит в свароге его нет ? Как раз так и происходит , :-), И это как аппаратная комедийная шутка, над сварщиком. Получается как то по русски, или по китайски :-) Нет цифровые и нарисованные раметки друг другу не соответствут даже близко. Циферки там из разряда - понимай как хочешь. Но после привычки к аппарату с настройками, проблем не будет ни у кого. Я варил разными значениями. Провоцируя аппарат на плохую сварку. Надо сказать варить получается в широких пределах, То есть если не попасть с настройками по подаче или вольтажу, плюс минус процентов 5-15 то все равно варить удается, и шов на удивление не плохой. Трудности возникнуть могут реально только у новичков, надо от чего то отталкиваться, а ток поставить визуально - нет возможности.
-
Нержавейку буду пробовать обязательно. При случае. Пока проволку не купил.
-
Я написал об этом в какой то теме на форуме. Как оказалось зря. Аппарат с магазина идет с наконечником на 1.0 мм, я же зарядил проволоку 0.8, Поэтому так было. Кстати даже в таком случае, он стартует только невнятно, а потом тоже варит хорошо. Так что дело не в аппарате было.
-
Спасибо. Всем спасибо большое за внимание и положительные отзывы в моей теме.
-
Брызги есть, но в сравнений с РД или Энершилдом, то практически не брызжет. При заправке балона была мысль взять смесь, но как понял, смысла в ней нет. И так чисто и мягко варит. Видео во время сварки полуавтомата. http://youtu.be/MNdN0NVb7do http://youtu.be/ncfQCfLHCqQ http://youtu.be/8k1_a4che1M http://youtu.be/w8x1AgbBBZg
-
Еще пару фоток швов. Лежит купленной проволка поршковая 0.8 мм жутко хочется попробовать ей поварить, для с равнения с линкольном. Но блин полярность не меняеться, а разбирать - лишиться гарантии. Думаю пока потерплю как будет уверенность что аппарат работает нормально, все таки надо будет сделать смену полярности. Вот фото с трассы. Фотки облицовочных и заполняющих слоев полуавтоматом Линкольн Электрик. Проволка Энершилд порошковая, диаметр 1.7 мм. Ширина шва 20-22 мм высота 1- 2 мм

- 89 ответов
-
- 11
-

-
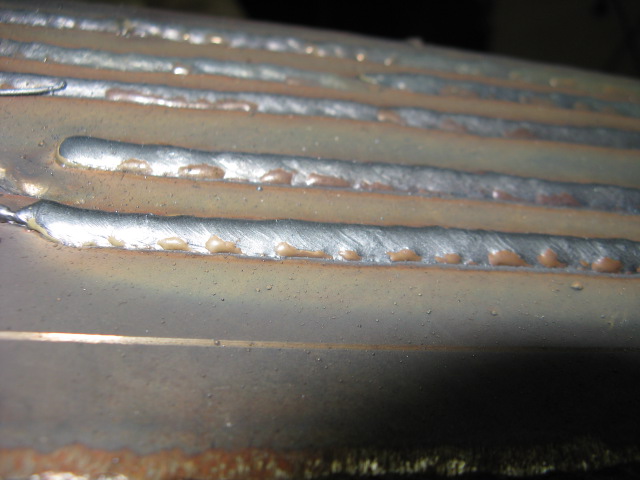
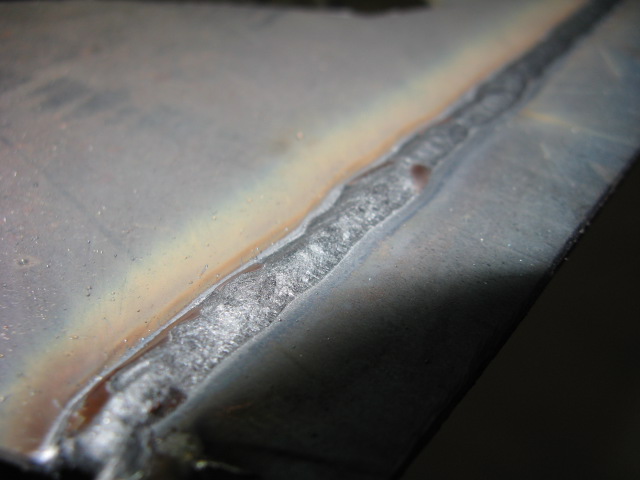
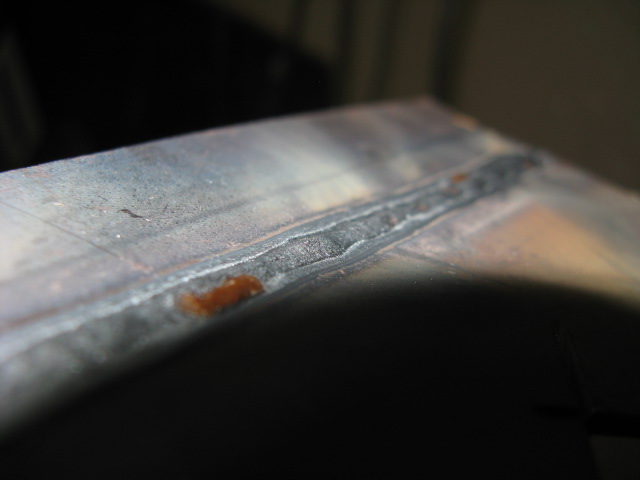
Всем доброго времени суток ! Ну вот и начал я пользоваться своей покупкой. Варил им на разных настройках. Проволкой 1 мм и 0.8мм. Сразу обращаю внимание вас на то что этот аппарат не показывает на индикаторах ни ампереаж ни вольтаж , на холостом ходу. Во время сварки все показывает. Честно признаюсь это было неприятным сюрпризом. Созванивался с сервисной службой, они уверяют что у всех апаратов этой модели так же. Вобщем смирился. Раньше полуавтоматами варил только на работе порошковой проволкой Энершилд диаметром 1,7 мм и 2.0 мм, на полуавтоматах Линкольн Электрик. Сам сварщик по нефте-газовой отрасли. Как варит этот сварог, спешу признать, очень достойно. Качество сварки устраивает полностью. Еще бы не было бы сюрприза с индикацией было бы вообще супер. Единственное что считаю минусом это - вес. С евро катушкой на 15 кг вес всего аппарата очень большой. Это единственный минус. Но с его хорошим показателем ПВ думаю, большой вес это как побочный эфект. Для наглядности варил сварил два куска пластины толщиной 2мм с зазором 1.5 мм. Проволка 1 мм. Провар отличный. Чешуи, пор, несплавлений не наблюдается. На фото и лицевая часть шва и нижняя (где провар). На радостях решил сварить им первую конструкцию, подставку под балон. Иначе страшно за редуктор.
- 89 ответов
-
- 18
-
-
Со стартом разобрался не тот наконечник был. Вместо 0.8 стоял 1.0 Поставил проволку 1 мм. Варит и стартует отлично.
-
Сегодня все подключил и пробовал варить профиль. Был выявлен неприятный сюрприз. Значение тока и вольтажа не показываетя на индикаторах при холостом ходе. Когда варишь, эти значения на дисплеях появляються. Позвонил в магазин сказал, они согласились что так быть не должно, попросили позвонить в понедельник, когда будет работать сервисный центр. Настроил сварку с помощью регуляторов прямо в процессе сварки. Варит неплохо. Но есть одно замечание, когда старттуешь то первый сантиметр дуга какаято слабая с треском, потом идет уже нрмальный напор и хороший шов. Неужели он так должен не уверенно стартовать ? Честно говоря в начале срёт, а потом варит. Вот такие вот наблюдения...
-
Вот спасибо ! Тоесть откручивешь гайки меняешь местами и все ? Надо самому так же соорудить. Текстолитовые пркладки использовать для изоляции от корпуса или есть что нибудь готовое ?
-
Может быть надо вывести эти концы кабелями с разьемами, и менять не разбирая апарат ? Интересно как это реализованно в заводском исполнении ? Видел на одном просто торчит кусок кабеля с разьемом, а как же второй меняется ?
-
Всем привет ! Наконец то купил себе сварочный полуавтомат, сварог MIG 200Y озадачен одним моментом, нет режима под порошковую проволку. Как переделвать ? Проволку купил попробовать не могу. Подскажите как это сделать, акуратно. Может ссылки по переделкам есть у кого нибудь ? Знаю что надо менять полярность, но как это сделать, с минимальным изменением конструкции...
-
Согласен, конечно, все зависит от помещения. В моем случае обычный кирпичный гараж 6 на 4 плюс утепленный потолок поэтому мне и с расходом в 0.5 через два часа зимой - жара. В первую очередь конечно важно утепление помещения, если просто голый потолок и стены, то тепла трудно добиться. А вообще кпд печи конечно маловат. Для улучшения нужно делать теплообменник на дым.трубу и проточную вентиляцию этого теплообменника. Есть опыт, делал пушку тепловую, на выходе дым. газы еле теплые. Все ни как не доделаю её времени нет.
-
Это страшный расход ! Если на моей печи расход 1.5 литра то жар такой что рядом в метре не по стоишь. У моей печи расход от 0.4 литра в час до 1.5
-
.termoportal.ru - вот, пожалуйста .
-
Нет проблема была как раз в напылении металлическом на шлаке, При внимательном рассмотрении пленок видно было как полоска контура уходит за сварной шов, рядом еще полоска и там они за швом соединяются, Полоски еле заметные, но не в допуске. Про межслойное - знаю, тоже - дефект-неведимка.