NickY
-
Постов
27 -
Зарегистрирован
-
Посещение
Достижения NickY
")





-
Похоже на Peugeot 505 на предпоследнем фото. Очень редкая машина у нас.
-
Спасибо, разобрался. А есть какая-то принципиальная разница когда используется С5, а когда с6 или все зависит от удобства работы?
-
Никак) я думал, что её не нужно прикреплять, просто стык сварить а подложка сама по себе, но теперь мне этот вариант кажется правильным, надёжно
-
Я неправильно выразился, точками я имел ввиду на электрозаклепки. Тем более на фото, что я прикрепил это вроде усилитель. Видел у другого мастера, он так же крепил нижнюю кромку двери. Или это просто вариант крепления подложки, чтобы было плотно и стык всё равно будет провариваться? Там этого просто не показали и мне стало интересно, зачем так делать.
-
Хочу Вас спросить. Вчера смотрел про кромкогибы и появился у меня вопрос. По ГОСТу нужно сваривать стык, но люди сваривают точками, выше получившейся кромки. Мне интересно, почему они делают именно так?

-
Реакции у меня почему-то ставить не получается. Благодарю, господа, подчерпнул новую для себя информацию. Буду тогда пробовать, тренироваться
-
Так даже лучше, можно сказать мы стоим прямо у истоков. Я сразу прикидываю как бы использовал. А если делать кромку на заменяемой детали? В моем случае так было даже лучше, подложка была бы 1мм, лучший отвод тепла, меньше шансов прожечь тонкий метал. Это бы наверное решило и "во-вторых", если я правильно понял.
-
Можете ссылку на тему дать? Такие клещи видел у мастеров, надо и мне значит такие приобрести. По такой технологии чувствую будет явно легче работать, учитывая что ремонтные детали ещё и больше по толщине с исходными, немного не туда направил дугу и получается дырка
-
Это интересная информация. Где можно подробнее почитать об этом? Я сваривал именно так, единственное по совету из интернета я делал подкладку как на С5 на одном участке, но там автор делал её из соображений лёгкости монтажа, а не правильности технологии. С ней сваривать было конечно легче. Я просто пытаюсь рассуждать, чтобы понять правильно ли я мыслю. Выходит, что в большинстве делают неправильно
-
Такого толстого под рукой нет, поэтому тренируюсь с 1мм. Точками я вроде приноровился сваривать, только пока ровно не получается, тянет в сторону. Я всё думал, чтобы сварить, чтобы потренироваться, но пока так и не придумал, поэтому просто варю пластины в стык. Литературу хотел почитать, а её и нет толком, нашел небольшую книгу с общими моментами и таблицами, вот её как памятку буду использовать Я не понял, что речь идет о другой технологии, я с таким не знаком. Только область шва и запас небольшой, изнутри всё равно порог закрыт, а снаружи слой ЛКП будет закрывать шов. Вариант с пайкой мне не понравился, выглядит как-то ненадёжно, если убрать валик сверху, что тогда останется? От сварки хотя бы сплавление металлов и усиление с обратной стороны.
-
Присадком я понимаю выступает проволока, а почему аргон? Если убрать цинк, то останется обычная сталь, да и в сервисах сваривают или кислотой или смесью. Нужно поэкспериментировать, как я понимаю белые хлопья это сгоревший цинк, а они образуются от полного повара, когда проступает обратный валик. Не уверен, что получится добиться хорошего сплавления не повреждаю обратную сторону. Я когда покупал пороги они все были оцинкованные, горячим методом. В видео об авторемонте я не видел, чтобы мастера зачищали кромку. По технологии получается нужно зачистить около 1 сантиметра?
-
Так и есть. В общем сегодня поэкспериментировал ещё, увеличение подачи проволоки снизило пористость, а сварка на чистой стали убрала копоть. Опыта мало, помню что белые хлопья от оцинковки, а про копоть забыл. Это часть оцинкованного порога, я один порог сваривал не зачищая, лучше снимать цинк тогда? Я учусь
-
Господа, прошу совета. Приобрёл новый сварочный аппарат, немного попробовал в деле. Сваривал точками, вокруг шва копоть, а там где зачистил щеткой видно пористость металла с обеих сторон. На сколько я вычитал проблема может быть в недостаточной скорости подачи. Сваривал 2.5метра в минуту, 17 вольт и время точки 1 секунда, металл 1мм. Расход газа 0.18Мпа
-
Самый лучший шов за сегодня. В конце только передерживал видимо или горелку поднял. В конце часто прожигаю когда подхожу к краю
-
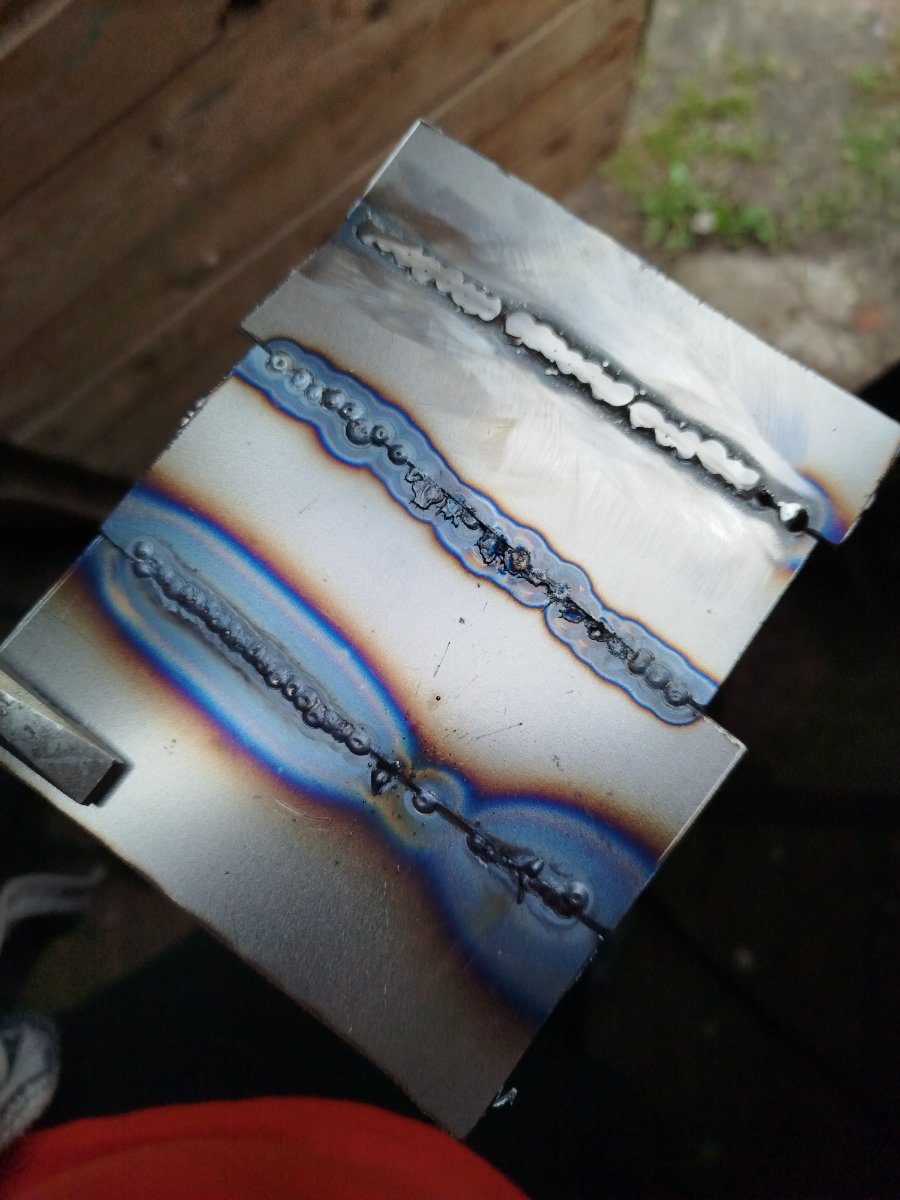
Продолжаю учиться, вроде бы нашёл более удачные настройки как мне кажется. Есть у меня пара вопросов. Хоть и варю с разбегом и точки стараюсь ставить как можно дальше друг от друга, металл всё равно ведёт. Как с этим бороться? Увеличить время между сваркой? И что можете сказать по фото швов?, Средний и правый варил в разбег, левый точка в точку. не слишком ли сильно прославляется металл? Я просто сильно увеличил подачу по сравнению со вчера. И появились с обратной стороны какие-то кляксы, но звук аппарата кажется таким, как я видел в интернете.