

Fahrenheit_61
-
Постов
40 -
Зарегистрирован
-
Посещение
Тип контента
Профили
Форумы
Блоги
Загрузки
События
Сообщения, опубликованные Fahrenheit_61
-
-
А вот сейчас позвольте мне поосторожничать.
Еще раз спасибо! Попытаюсь на пальцах рассказать как и для каких целей мы используем это оборудование. Занимаемся мы изготовлением строительных металлоконструкций, а именно сварная двутавровая балка. Есть у нас сварочный стан, который выполняет сварку расщепленной дугой под флюсом)одновременного двумя головками (по одной с каждой стороны) в угол. В качестве источников питания используются Lincoln DC-1000 - 2 шт и две сварочные головы Lincoln NA-3N. Головы стоят не друг против друга, а разнесены на расстоянии примерно 100 мм. Как я уже говорил свариваем проволокой 2мм, 4 катушки стоит, по две на голову. Сварка без полного проплавления, режимы выбираем в зависимости от толщины металла или заданного катета.. Так например для катета 8 мм используем следующие режимы: I=700А, U=31В, скорость сварки - 70 см/мин. Грибовидность стан правит, а вот серповидность и саблевидность время от времени проскакивает, а бывает и винтообразность (это полный капец).
Есть возможность поставить вместо двух проволок по 2 мм, одну тройку или четверку заменив при этом ролик и расходники. Как то так, вот в связи с вышесказанным хотелось бы послушать что лучше, расщепленная дуга или традиционная однодуговая сварка?
-
С запозданием попытаюсь ответить. Будем исходить из того, что "токи ведь одинаковые" (хотя тоже есть над чем подумать). Итак эффективная мощность дуг, вроде как, одинакова но...(Если вставить движок от мерса в ЗАЗ то он также резво побежит? Шутка). Но площадь активных пятен дуг разная и значительно, даже с учётом того, что ф2мм две, т.е. площадь сечения теплового потока от дуги тоже разная. Это раз. Далее, основной металл в зоне сварки нагревается не только от дуги, но и от тепла капель расплавленного электродного металла, они тоже несут тепло в сварочную ванну. А где будет больше масса наплавленного металла в ед.времени у 2йки или у 4ки? (Хотя об этом уже писал уважаемый vax911- пост #11. Вот вкратце примерно так.
Большое спасибо! предельно ясно. Интересно услышать лично ваше мнение, данный способ эффективен (с точки зрения сварочных деформаций) или посоветовали бы использовать что-то другое?
-
Вы в первом посте не дали практически никакой информации и попросили дать комментарии,после которых выяснилось,что это не сварка расщеплённой дугой,а "тандем".На что я Вам показал классический пример тандема. Теперь выясняется,что у Вас трактор, св.токи которого 700 А, и Вы им собираетесь варить проволокой 4 мм и спрашиваете (интересно кого? меня?), где здесь снижение тепловложения?
У нас на стыковом портале стоят два подобных источника,которые подают ток на три проволоки,я даже боюсь спросить:"Это является тандемом или сваркой расщепленной дугой?"

мдааааа.... попробуйте читать сообщения не через строчку. При чем тут на сколько проволок подаёт ток источник питания? Дело в том как происходит подача сварочной проволоки в зону сварки! В тандеме как минимум две горелки, на каждую из них подается по одной проволоке, при сварке расщепленной дугой, на одну горелку подаётся сразу две проволоки!
-
Два источника питания, на каждую голову по источнику. Стоят Lincoln Idealarc DC-1000. Что значит почему сварка расщепленной дугой?? Еще раз повторяюсь! Вы приводите пример сварки где используются четыре горелки, четыре проволоки... у нас же горелки две, по одной с каждой стороны, на каждую горелку подается сразу две проволоки. Выпады с сообщениями "без комментариев", мне не понятны!! Что касается токов, повторюсь! есть сварочный трактор который работает проволокой диаметром 4 мм от одного источника питания, токи в районе 700 А, здесь стоит два источника, каждый из которых подает на голову так же в пределах 700 А, где здесь снижения тепловложений? ABH, что Вы, всем выше изложенным хотели сказать?
-
Обращаю внимание. Приведённый пример не является сваркой под флюсом расщепленной дугой, хотя, наверное, может иллюстрировать возможные трудности.
Действительно, способ который описывает ABH называется сварка тандемом, при сварке расщепленной дугой головки две, а не четыре. Через одну головку подается одновременно две проволоки.
Feriо, у нас на предприятии есть и сварочный трактор, проволока используемая на нем диаметром 4 мм, ток 650 - 710 А в зависимости от сварного соединения. При сварке двутавровой балки расщепленной дугой проволоками 2 мм токи 700-740 А. Ток я так понимаю делится между проволоками пополам, соответсвенно 350-370А на проволоку. За счет чего получается сниженеие тепловложения, токи ведь одинаковые, что сварка проволокой 4 мм, что двумя по 2 мм?
-
Снова всем доброго дня! Так как нет здесь раздела с автоматической сваркой, то решил писать сюда, по сродству способ сварки наиболее близок. Так вот, есть у нас на предприятии линии по сварки двутавровых балок автоматической сваркой под флюсом расщепленной дугой. Задался я вопросом, а что собственно даёт эта сварки, кассет с проволокой 2 мм аж 4-и штуки (сварку ведем сразу с двух сторон в угол), времени на их замену уходит очень много, может стоит использовать две катушки с проволокой диаметром 4 мм (по одной с каждой стороны). У кого то был опыт работы с данного рода технологией, как прокомментируете?
-
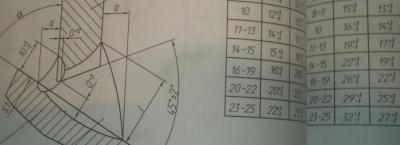
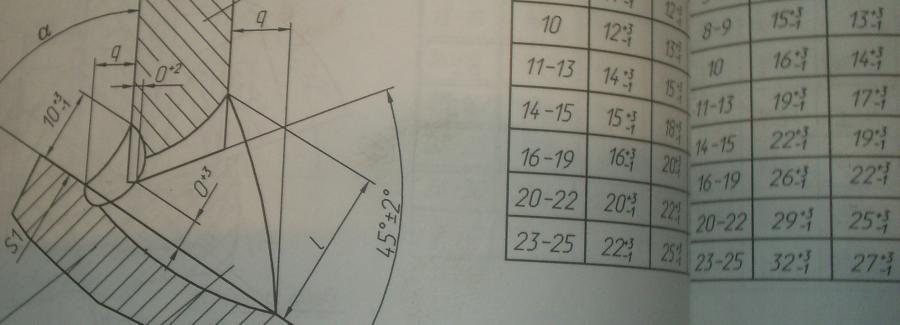
S1 больше или равно S, катет равен толщине +3 мм.У нас обычная толщина до 32 мм,соответственно катет по номеру эскиза вполне может быть и 35 мм.При этом западания всё равно считаются на базе 12 мм и не должны превышать допустимого (по РД) значения.К=10 обычно варится в три прохода.Первый (к) в угол,второй вниз (2/3) на нижн.плоскость,третий (2/3) на верт. плоскость.В результате будет "монолит" как и показано на рис.

Интересно,чтобы тут ребята наваяли 8-)...
Варите в угол или в лодочку??
-
Всем доброго дня! Сложилась интересная ситуация, сваривала нам как то одна организация изделия, которые по группе технических устройств относится к конструкциям стальных мостов. Работы выполнялись с требованиями СТО ГК "Трансстрой"-012-2007. Катеты угловых швов 10 мм, швы выполнялись в два прохода, один на 1/3 перекрывал другой. Межваликовая впадина получалась больше 1 мм. Мы попросили устранить недостаток ссылаясь на один из пунктов СТО, который звучал примерно так:"В многопроходных швах облицовочные валики должны перекрывать друг друга на 1/3 ширина, а глубина межваликовых впадин не должна превышать 0,5 мм". На это заявление представители производственной службы ответили следующим заявлением!! "У нас облицовочных валиков нет, у нас оба шва заполняющие, а по этому поводу ничего не сказано, иправлять ничего не будем!!!!!!". Так вот хотелось бы услышать ваше мнение по этому поводу!
Всем заранее спасибо!
-
критично для заказчика, в чертежах стоит допуск 2 мм
-
Немного не в тему, но может кто подскажет! Можно ли как то применять отработанный флюс?? каким образом? у нас он просто выбрасывается....
АВН, а что за СТП??
-
Балка высотой 1,5 м и шириной полки 1 м., да дешевле
-
Всем доброго времени суток! проблема следующая, есть сварная двутавровая балка (14 м) сваренная автоматической сваркой под флюсом "в угол" катетом 12 мм. Толщина полки 25 мм, грибовидность порядка 6 мм. Хотим автоматизировать процесс термрихтовки при помощи портативной газорезательной машинки CG-100, пустив газовый резак с обратной стороны от сварных швов (прям по центру полки). Грели, всё получилось, но большой расход кислорода (примерно 1 баллон на полосу в 12 метров). Вопрос такого характера, существуют ли в природе резаки для прогрева к такого рода машинкам? Будет ли расход кислорода и пропана меньше если использовать сопла для прогрева, а не для резки? будет ли выше производительность?
Заранее, всем большое спасибо!!!
-
Большое спасибо! документацию эту читал, много полезного, но не увидел там времени нагрева и нужно ли поддерживать температуру в течении какого то времени... Дело в том, что фактически мы знаем сколько на это уходит времени, но руководству нужно все расписать и обосновать =( нужны формулы и цифры. Еще раз спасибо за помощь!!
-
Всем, Доброго времени суток! Форумчане, возник такой вопрос! Нужно посчитать трудоёмкость термической правки грибовидности двутавровой балки, много литературы прочел по этому поводу но к сожалению ничего путного не нашел. Возможно кто-то из Вас знает как это можно сделать? Геометрические параметры балки: стенка 14 мм, полка 25 мм, ширина полки 880 мм, грибовидность -5-10 мм, балка длиной 12 м. Грибовидность идет неравномерно по длине балки, где-то в допуске, где-то нет, т.е. балку нужно греть не всю. Если кто-нибудь из Вас сталкивался с этим, очень прошу помочь! Заранее примного благодарен!


Облицовочные швы, что же это такое?
в Полуавтоматическая сварка — MIG/MAG
Опубликовано
В договоре и чертежах написано что конструкции должны быть выполнены в соответствии именно с документом трансстроя (технология изготовления мостовых конструкций, а не строительныйх как в СП53), а там допуск именно 0,5 мм и не больше.
Мысль с игрой слов улыбнула и очень понравилось! Очередной раз благодарю Вас!