laguna
-
Постов
450 -
Зарегистрирован
-
Посещение
-
Победитель дней
3
Тип контента
Профили
Форумы
Блоги
Загрузки
События
Весь контент laguna
-
Присоединяюсь! Вопрос: толщина листа, сколько? Не меньше 2мм, думаю. Или я что пропустил?
-
Судя по Вашим записям, то зачистка металла была. Я зачищаю так: снаружи ( у Вас видно, что сделано), снимаю фаску на торце трубы, сам торец и внутри 5-10 мм от торца в глубь. Тогда металл чистый и варится оч.хорошо. Главное - не перегреть, тогда закипит. Думаю, что у Вас был перегрев шва, хотя сам шов наводит на вопросы: это корень для следующего прохода? Видно, что ниже кромки трубы. Или шов провалился? Если шов закипел, то только вырезать это место и удалять все образовавшиеся поры. И то место, где закипело, варить аккуратненько, метал уже был сильно нагрет, не закипел бы снова. Так вкратце, из личного опыта.
-
 Это нужно у sergei2912 спросить. На его мат.части есть: Неужели не попробовать, если нет инструкции или руководства по эксплуатации!? Каков будет результат? Вот потому и даю варианты использования подобных обозначений. А вдруг наступит прозрение и станет понятно что это может обозначать. Кстати, всё выше описанное - абсолютно без сарказма. Просто доводилось встречаться с такими сварщиками, которые не умеют настраивать сварочный аппарат, не знают его возможностей, не умеют пользоваться различными режимами и т.д... Вот, что я хотел сказать.
Это нужно у sergei2912 спросить. На его мат.части есть: Неужели не попробовать, если нет инструкции или руководства по эксплуатации!? Каков будет результат? Вот потому и даю варианты использования подобных обозначений. А вдруг наступит прозрение и станет понятно что это может обозначать. Кстати, всё выше описанное - абсолютно без сарказма. Просто доводилось встречаться с такими сварщиками, которые не умеют настраивать сварочный аппарат, не знают его возможностей, не умеют пользоваться различными режимами и т.д... Вот, что я хотел сказать. -
Как и обещал. На рабочей дрели "звери" хорошо потёрлись, плохо видно. Вспомнил, что моя личная дрель дома, а не на даче. Та же фирма, такая же маркировка. Может качество снимков не ахти, снял камерой с телефона, но понять можно, вижу да же без очков. Видно, что "зайчик" в нормальном положении, "черепаха" перевёрнута. Поворачиваем переключатель и положение "зверушек" становится наоборот.


-
А ни как не объясню: не пишу про то, чего не знаю. Если не забуду, то сделаю фото на работе с эл.дрели, с обозначением "зоопарка". Сейчас пользуются маркировкой "1" и "2", изменение скорости. Мне по роду деятельности приходилось ездить по командировкам, где на объектах работали финны, эстонцы, русские, немцы и т.д. Все пользовались передвижными подъёмниками. На пультах управления был переключатель скоростей, опять таки с изображением этих двух животных. И всем было понятно, что это и для чего. Повторюсь, писал про использование этих символов на инструментах и механизмах с которыми работал лично.
-
Обозначения "кролик" и "черепаха" используются для изменения скорости с большой - "кролик" на меньшую - "черепаха" и наоборот. У меня на эл.дрели переключатель скоростей с такой маркировкой (реостат отдельно на "курке"), часто видел на передвижных подъёмниках такую маркировку для переключения скорости движения.
-
Как раз сегодня занимался тем, что подготавливал материал (рубил, гнул), начал собирать и сваривать ванну. Толщина 2 мм. Конструкция такова, что углы свариваются снаружи. Соответственно и фотографии по этому профилю. На первом фото стенки прихвачены между собой. На втором фото алюминий,закреплённый под шов для теплоотвода. Так как варил небольшим током, без присадки, то и старался, что бы получился только хороший провар без формирования внутреннего шва. На третьем фото шов изнутри после сварки. На фото не видно, а на самом деле при близком рассмотрении видно, что провар ОК, и алюминий не дал формироваться "лохматости" или как её обозвать Ну и сам шов, собственно. Длина шва 250мм, сила тока 46А, импульсный режим (нижний предел 60% от сварочного). Завтра нужно будет дальше заниматься этим изделием, посмотрю как получится целиком и до конца




-
Так чем всё закончилось?
-
Согласен про 20А, для меня то же было бы мало. Часто приходилось варить трубы диаметр 51 и 38 с толщиной стенки 1.2 мм. Для себя нашёл оптимальную силу тока 32-35А. Такое изделие варил бы током около 30А : длина шва гораздо больше, чем длина шва вокруг трубы, материал получал бы бОльший нагрев при бОльшей силе тока. И использовал бы импульсный режим Можно под шов крепить алюминиевые куски материала. Сразу поймаете 2-х зайцев: отвод тепла от свариваемого материала, раз. Формирование сварочного шва внутри изделия: когда алюминий прилегает вплотную к шву, то шов получается гладкий, как будто его проварили изнутри. Это два. Попробую на неделе сделать фотографии, что бы было лучше понятно. Про "стук по прихватке": во всём нужен грамотный подход, что бы не испортить дело с самого начала
-
Для тока в 20А присадка 2 мм всё-таки слишком много. 0.8 мм - в самый раз: легче плавится при такой силе тока, для 2 мм нужно больше. Однако можно и её разогреть, расплавить, но одновременно Вы греете свариваемый материал, получается перегрев материала и отсюда все вытекающие последствия... По прихваткам Вам подсказали правильно, ставить чаще. Маленький совет: что бы не возникало зазоров между свариваемыми материалами, делайте так - сделали прихватку и пока она горячая по стеночке молоточком - тук! Кромки прижмутся, зазора не будет и варить будет легче. Тогда можно и о красоте сварного шва говорить. Не знаю про Ваш аппарат ни чего, но вот если на нём есть импульсный режим сварки, то его использование даст ещё лучший результат. Удачи!
-
Я по молодости (лет так 25-30 назад ,в школе и в курсантские годы) в ансамбле играл. У нас в училищной группе барабанщик был ростом 194см! Смотрелся за установкой здорово, да и играл хорошо. Да и с девчонками у него был полный порядок, как и у нас всех! Молодые были, классное время!
-
Вот он - творческий подход к делу! http://www.youtube.com/watch?v=adQ6spnGoj8
-
Из личного. Сварка ТИГ. Шёл монтаж трубопроводов, диаметр небольшой 63-76 мм, не помню точно. Близко от стены так, что невидимая сторона варилась при помощи зеркала. Ладно: заварилась первая труба, вторая, третья... и на Н-ной трубе, после сварки с зеркалом начинаю варить видимую часть шва и О! чудо! Умом понимаю, что рука должна двигаться ко мне, а рука движется как будто варю с зеркало - от меня! Стоп. Начинаю снова и ... история повторяется В итоге, раза с четвёртого всё встало на свои места. Честно - самому было смешно!
-
Про вольфрам. Примерно так и было: работали в командировке, несколько пар, иногда прикалывались друг над другом. Ребята прихватили нам щеколду на дверце ящика с инструментом, культурно, что сразу не заметишь. Мы же в ответ положили им в желобок на тиски заточенную присадку 1.6, точно как вольфрамовый электрод. У них там обычно лежал нормальный, вот и поменяли, как бы обменялись любезностями. Кстати, ни кто не пострадал и всё прошло без обид
-
Первое. Самый приемлимый способ, на мой взгляд, его и описали чуть раньше (Vnuk), так что не буду повторяться Я бы стал так делать. Второе. Вопрос: а Вы сначала сварили эту ёмкость, а потом стали в неё "врезаться" (фланцы, ниппели и т.д.) или сначала сделали стенку со всеми ввареными деталями и потом сваривали ёмкость? По-моему, врезались в готовую ёмкость. Тогда и понятно, откуда это неудобство.
-
С таким держаком действительно будет трудно подобраться к таким местам, как описывалось выше. А нет у вас чего-либо подобного: http://websvarka.ru/...=620 сообщение 634, второе фото сверху. Электрод 2.4, вообще 1.6 можно поставить (для более тонкого материала, заменив внутри цангу и сетку), гнётся, поворачивается. Как проблема то разрешилась? Или отодвинулась пока?
-
Отпишись потом, как проблема решилась,ладно?
-
Землячка, а может можно было попробовать аппарат другого сварщика? У которого всё получилось. Не подумайте, что сомневаюсь в Вашем профессионализме (посмотрел фото Ваших изделий - молодец!), но если был совет не давать аппарату больше 100А, а пришлось, то может и в аппарате быть проблема. Согласен с Dmitry N, что может быть и такая проблема, как "подсос" воздуха, у меня такое то же бывало. По сути, нержавейка с черным металлом сваривается оч.не плохо, был такой опыт. Так что, удачи!
-
Вот и я пробовал борфрезой (обозвал её "шарошкой") На мой взгляд - немного грубоватая обработка поверхности получается. При обработке наждачкой образуется пыль. И её старался всю удалить со шва, тот же сжатый воздух в помощь. Круг забивается, если он простой. Есть специальные для алюминия, разговаривал как то с человеком, занимающимся абразивом. У меня простой, не тот ещё уровень, да и нет конкретного направления на алюминий.
-
Ага УШМ Аккуратненько, без лишнего лишнего переусердствования. А так нельзя? Или просто ни кто не делает? Ребят, Вы поправляйте меня, если что не так. Я ведь "пришёл с нержавейки", плюс чёрный металл, но в меньших количествах. Вот и собираю свой опыт отовсюду и пытаюсь перенести на алюминий. И естественно, информация с форума!
-
Резак с лепестковым кругом 120 (мелкая фракция). Может так и нельзя... Пробывал "шарошкой" , так её обзывают, но резаком как то лучше, да и быстрее. Пробывал разделывать кромки, фаску делать, но остановился на том, что просто оставлял зазор в 2-3мм. И перед сваркой - очистка ацетоном.
-
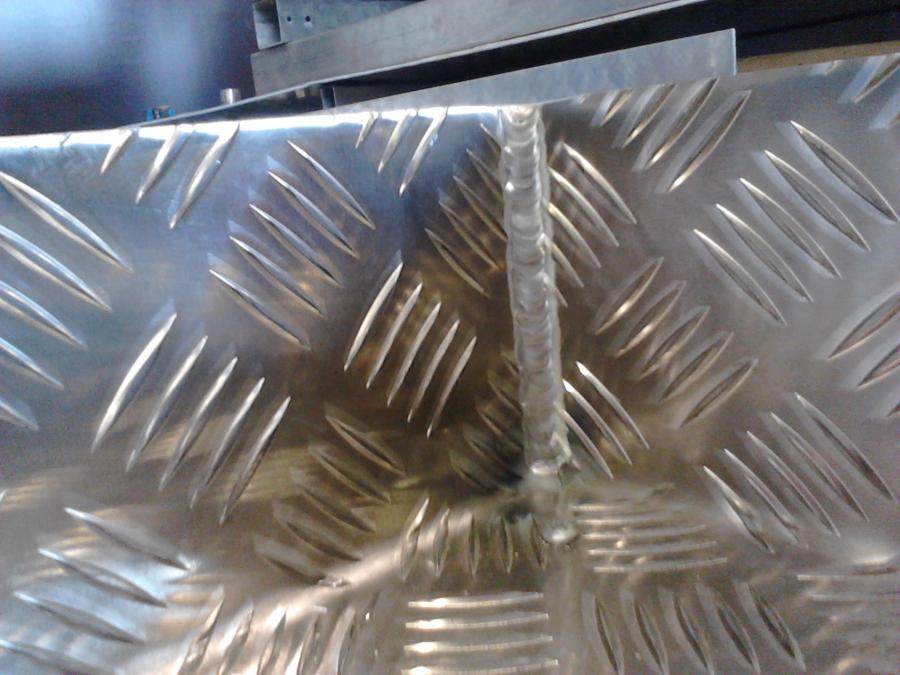
Продолжу начатое. Внял подсказкам, попробывал изменить окончание, добавляя присадку почти до самого завершения процесса. Вроде как стало получаться. Не скажу, что всегда так, но стремился к 100% результату. Пара фоток с окончанием. Решил заодно и держаки показать: ESAB это от сварочного по алюминию, второй - с моего Kempi MinarcTig 180mlp. Всяко не оригинал, но очень удобный по размеру (чуть ли не в 2 раза меньше) и лёгкий. Но меня ждало не большое разочарование: на материале 5мм стало как бы получаться. Сделав работу, рушил попробывать другой материал. Нашёл рифлёнку, толщина 3мм. Настроил аппарат, сила тока 90-100А, сделал прихватки и стал пробывать варить... Вот помучался: то трещинка образуется в начале, то в конце шва, не поймать скорость, не добиться однородного шва . Помучался с полчасика (мало очень!) но нужно было делать другую работу, оставил пока до лучших времён От чего такая разница? Что делаю не так? Ещё вопрос: после сварки алюминия, сварочный шов чем-нибудь чистят, обрабатывают?




-
Аппарат выглядит действительно классно: его привезли нам с Финляндии (мы - дочерняя фирма), по-видимому он там просто стоял, что да же не было сварных рукавов, кабеля массы. Человек из ESAB то же это отметил, как и то, что за старостью ни один каталог не предлагает к нему ни чего... В общем, они сами переделывали разъёмы , привезли новый , но не удобный, жёсткий держак. Нижние потенциометры - наростание и спад. Про конец шва - понял, буду присадки добавдять в кратер при завершении. Вот тут разница в процессе окончания сварки нержавейки и алюминия: на алюминии приходится электрод отводить "назад" по шву. Так? На нержавейке наоборот. Присадка 5356. Струбцинами пробывал крепить материал. Видимо, создаётся сильное напряжение, что прихватки лопаются. Опять таки: какие они должны быть на алюминии? Как правильно прихватывать? Сила тока, зазоры. Кто как держит держак? У меня получается почти перпендикулярно шву. Маленько не удобно. На нержавейке держу по другому, вижу, что сзади сопла творится. А здесь нет. Что неправильно? Или так и нужно держать? Ох, куча вопросов... Хочется освоить этот вид сварки, вот и собираю по-крупицам теорию от тех, кто практикует. Вспомнил: у меня время спада было больше. Но возникала такая ситтуация: при окончании сварки дуга гасла, как положено. Казалось бы всё и вдруг - как взрыв! Конец шва, как губка, вокруг шва сизо-серый налёт. Что это? Аппарат или что не правильно делаю? Уменьшил время спада сварочной дуги - всё стало нормально.
-
Приветствую всех! Сварка TIG знакома уже не первый год, но варил нержавейку 304 и 316, трубопроводы для пищевой промышленности, конструкциии и т.д. Но вот новый заказ у фирмы, где нужно сваривать алюминий. Рифлёный лист, толщина 5 мм, рисунок не считаю. Не буду описывать всю конструкцию, но это платформа с алюминиевым покрытием. Места, где предусмотренна сварка не должны пропускать воду. Плюс просто несколько листов-изделий для технологических люков. Перечитал форум, нагрузился теорией и стал осваивать новый вид сварки на практике. Пробывал с зачисткой шва, с его разделкой. Прихватки приходится делать оставляя зазор в пару мм, всарка стягивает сильно, не ожидал такого от алюминия. Вопросы: у нас древний апарат ESAB к которому нет ни каких инструкций по настройке. Нашёл на форуме, что удобно подбирать силу тока от толщины материала: 1мм - 25-30А .Работает! А вот что за % регулировки? На балоне редуктор показывает расход в литрах, а не в барах. Сколько нужно? У меня стоит 12-15л. Кто что может сказать по аппарату , ему лет 30... Попробую прикрепить фотографии аппарата, да и сваренных швов. Алюминий варю максимум неделю. Так что подскажите, как лучше начинать и заканчивать. Нержавейку варю в режиме minilog (лучше, чем 4Т, больше функций) , прихватываю в 2Т. Для меня это самые удобные режимы.