alex937
-
Постов
624 -
Зарегистрирован
-
Посещение
-
Победитель дней
1
Тип контента
Профили
Форумы
Блоги
Загрузки
События
Весь контент alex937
-
 ))прошу прощения!я ошибся!ток 125 ампер.Еще раз взглянул на свои 250 ампер,написанных мною,и понял что я не то написал.
))прошу прощения!я ошибся!ток 125 ампер.Еще раз взглянул на свои 250 ампер,написанных мною,и понял что я не то написал. -
Я не ощущаю,что завышен ток.Может с аппаратом что не так.Спокойно веду горелкой.Ванна контролируемая.Ваши иллюстрации вполне устраивают)Спасибо!Попробую убавить току маленько.
-
примерно градусов 20
-
на тавре,у меня получается по середине шва бугорок по все длине св.шва,а края тонкие.Может я горелку не под тем углом держу?Я стараюсь варить в угол под 45 градусов к обеим пластинам.
-
Нет.Что то подобное у меня получается в вертикальном положении.А в Т образном соединении,шов получаетс не валиками,а плотный,и то не всегда,где то и валики проскальзывают,но не красивые и выпуклые.Только когда боле менее режимы настроил,тоесть ток и напряжение,стало получаться лучше,но только при сварке углом вперед.Веду пистолет в направлении шва медлено,движения круговые(быстрые)
-
Не замерял,да и на глаз не могу примерно сказать.И требований нет к катету.Главное,чтобы подрезов и наплывов не было,да и на шов чтобы было приятно смотреть.
-
Доброе время суток!В данный момент варю полуавтоматом в среде углекислого газа.Фотографий нет,поэтому постараюсь объяснить на словах.Вопрос вот в чем!на работе стоит два полуавтомата,один kemppi, а другой не запомнил).Варю проволкой 1.2,толщина металла где то 4 мм.На kemppi ставлю подачу 6.8 м,напряжение 30.2.Варит нормально,но это не соответствует рекомендациям по выбору подачи и напряжения,для данного диаметра проволоки.На втором аппарате,два экрана!один показывает ампераж, другой напряжение.Ставлю на нем 215 ампер,и 25.2 напряжение,варит нормально,но когда варю тавровое соединение иногда получается небольшой бугорок в середине шва,а края тонкие,причем на обоих аппаратах.Варю углом вперед,получается шов лучше.А когда варю углом назад,то шов толстый,и не красивый совсем.
-
@АВН,По мере заполнения ванны,электродным металлом
-
.При сварке вертикальных швов,снизу вверх,электрод держать 90-80 градусов.Не нужно создавать искувственный козырек(неравномерное расплавление покрытия)держа электрод под углом 45 градусов.Обязательное манипулирование электродом на ширину 2-4 диаметра электрода с покрытием.Движения полумесяцем(дугой вверх),либо лестница.Скорость продвижения дол жна быть по мере заполнения ванны,электродным металлом.После каждого подъема,задерживаться на месте перехода.Задержка по времени должна быть такой,чтобы заполнить кратер электродным металлом,и плавно вернуться на противоположную сторону,не позднее чем там закристализуется металл шва.Важен момент перехода.Ушел раньше-получил подрез и выпуклый валик.Передержал-наплыв и грубая чешуя.
-
.LB-52U видел только на картинке:-).Да,приходится варить электродами какие дают,а точне мр3
-
Благодарю за то,что поправили.
-
Сделал для себя некоторые выводы.Исходя из поставленной мной задачей.Выводы такие:-действительно металл 5 мм, да еще с зазором выставленным отбитым электродом диаметра 4 мм,не сварить электродом мр3(с).Текучие они сильно.Буду пробовать варить шагами,углом назад.Ну и зазор соответственно меньше и току больше.Либо взять электроды с основным покрытием.С основными патронами думаю будет проще перекрыть большой зазор.Или сделать разделку кромок,с пртуплением 2мм, 1,5.и взять электрод на корень 2 мм с основным покрытием.Далее на заполнение и облицовку попробовать диаметр 4 мм.В наличие есть еще металл 4 мм,и в этом случаю электрод диаметром 4мм должен справится с проваром на всю толщину с зазором 3мм.Без особых приемов и без разделки.Если,что не так,поправьте пожалуйста. @КапитАл, ,да я собственно тоже.Речь шла о сварке без скоса кромок.Конечно,очень хорошо,что вы описали свой способ сварки корня.Я обязательно приму к сведению.Но!Если вы не посчитали нужным прочитать условия задачи,зачем же вы так высказываетесь?
-
Уважаемые сварщики,расскажите исходя из опыта,кто какие еще рисунки(колебательные движения электродом)выбирает.И как они влияют на шов в зависимости от самого рисунка.Какие колебания,и в каких случаях применяют на корень?
-
Обязательно приму к сведению.
-
Спасибо,попробую.Но с рутилом я думаю проблемно шагами варить получиться.
-
Здравствуйте.Про поперечные движения электродом знаю,а про продольные колебания не совсем понял.Это как?
-
Благодарю за совет.Буду пробовать)
-
@АВН, Я уже убедился,что на практике все по другому).Но вот только с отсутствием полноценной практики,приходиться отталкиваться от книг.Надеюсь не надоем,и все таки спрошу,чтобы удостовериться .Под прямым углом электрода,достигается средняя глубина провара?
-
@АВН, Читал,что под прямым углом все тепло сконцентрировано под электродом и давлением дуги достигается больше провар чем углом назад.Но где то говориться с точностью наоборот.И всегда думал,что под прямым углом варят, когда нет риска прожечь металл,для лучшего провара.
-
@АВН, Спасибо за совет.Варить мне всегда приходится углом назад,чтобы шлак не затекал под дугу.Электроды рутиловые, проблемно варить под прямым углом.Задачу себе поставил,проварить металл на всю толщину,пока не выходит.Углом назад увеличивается провар, а под прямым углом провар уменьшается?
-
Доброе время суток!Проблема с зазором между изделиями.Металл толщиной 5 мм,электроды мр3(с) 4 мм.Сварка производится в нижнем положении.На форуме читал,что зазор выставлять нужно отбитым электродом.Я так и сделал.Сварить конечно не получилось с зазором в 4 мм.Ток выставил маленький и ванна не расстекалась, в итоге при сварке, края сварочной ванны еле касались кромок,в итоге прожог,вся ванна провалилась.И вот еще такой вопрос,есть ли какие либо приемы при сварке,чтобы не вводить слишком много тепла в зону сварки(когда нет возможности сменить электрод меньшего диаметра)может сварка очень короткой дугой?Поделитесь опытом. Эксперементировать на работе(я бы, с удовольствием)времени нету.
-
@АВН, Я хочу увидеть обратное формирование 1 прохода.
-
@АВН, Разделкой кромок на работе заниматься некогда да и нечем,поэтому ставлю изделия в таком положении,это чем то напоминает стыковое соединение со скосом кромок.Я думаю для корня все таки попробовать диаметры электродов поменьше.
-
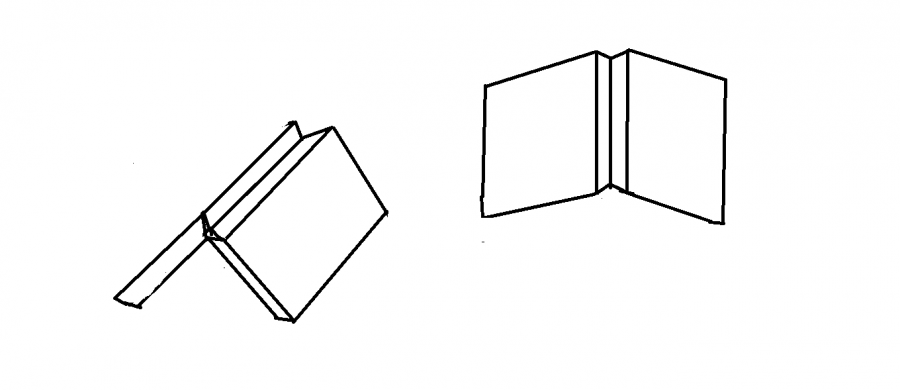
Доброе время суток уважаемые сварщики.Снова я к вам за советом.Пытаюсь сварить вот такое соединение.Толщина деталей 10 мм.Проблема со сваркой корня,.В наличие электроды мр3(с) диаметром 4 мм,и раздолбанный сварочный трансформатор.Пытаюсь сварить корень,но не получается.Варил на малых токах,очень короткой дугой,все равно прожигает.В начале вроде бы нормально веду электрод,но потом начинает прожигать.Зазор между изделиями ставлю 2мм.Переворачивал изделие(ставил в лодочку),проварил нормально,без прожогов,зазор тот же.Потом перевернул в изначальное положение,посмотрел,обратного валика нет.Но зато проварил корень уже не боясь прожога,так как с обратной стороны уже есть шов.Чувствую я что электродом диаметром 4 мм корень не проварить с обратным формированием.И подскажите пожалуйста как правильно выставлять зазор между изделиями.Фотографий сделать не смог,телефон сломался.Пришлось рисовать). Надеюсь боле менее правильно нарисовал.Заранее Спасибо!.Чуть не забыл,сварка выполняется в нижнем положении

-
Да уж...После взрыва,еще долго летали фейерверки.