svarizzzz
-
Постов
20 -
Зарегистрирован
-
Посещение
Тип контента
Профили
Форумы
Блоги
Загрузки
События
Весь контент svarizzzz
-
А вот что я нашёл: У меня САИПА-220. Кишки вроде такие же, только двигатель подавалки по больше (60Вт). Резисторы регулировки поменял местами - перенёс с удлиннением проводов. Изначально скорость регулирования проволоки неадекватная (стоит резистор 1 кОм). Последовательно с ним подключил подстроечный резистор на 5 кОм и поставил в положение 2,5 кОм, на проводках вынес его в удобное место (чтоб подстраивать не вскрывая аппарат). После этих манипуляций всё работает отлично во всём диапазоне. На минимальных положениях обеих ручек варю чернуху 0,8 мм, на максимуме 10-12 мм (проволка 1 мм). У всех САИП перепутаны местами ручки управления током и подачи проволоки. Китайцам пофигу что и как подписывать. И переделывают эти аппараты кто кто на что горазд, в основном проблема как у меня кидает слишком много проволоки которую не расплавить.
-
Ура нашёл !!!!! )))) ПА Ресанта САИПА 200 точно такая же проблема целая толпа людей билась над завышенной подачей проволоки в результате перепаяли схему (ещё не вникал как) и всё стало на ура.
-
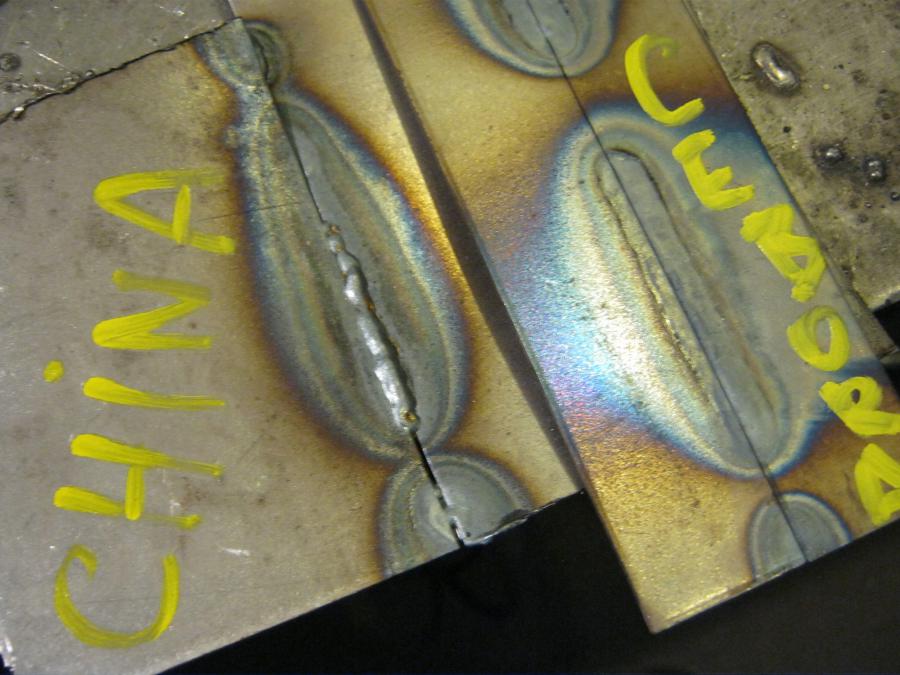
АВН а на ваших фото какой толщины металл? Чем он толще тем проще дать широкий низкий лицевой валик. У меня для примера лист 2мм сварка сплошным швом без образования обратного валика. Понятно что цебора слабее но и режимы не на максимуме возможностей. На трансформаторе два выключателя положения напряжения 1 , 2 и мак , мин. на 2 максимум 19.5 вольт на дуге и настроив под них подачу получаем около 130а что беспощадно жгёт двойку. сварка образцов была на положении 2 минимум и 1 максимум то есть аппарат работал в пол силы. Цифровой индикации там нет но можно предположить что это 17-18в и 90-110а Еland работал на вольты/амперы 17/87 18/96 16/104 17/120 Это показания которые я снимал с табло, так конечно пробывал в более расширенных диапазонах при более больших деталях которые не так быстро прогреваются высота валика получается в два раза выше ширины шва. Соглашусь на фото не так это видно,ракурс не тот. Мой субъективный вывод у еланда завышена подача проволоки относительно тока.И из-за этого возникает не усиление шва а горбун отвратительный. P.S . я готов признать свою ошибку и извинится перед еландом.

-
Я уже не знаю как обьяснить, Проволока и газ одинаковые! тогда можно комментарий только к последнему фото цебора шов плоский с обратной стороны всё чисто еланд шов горбатый и протёкший снизу ????
-
Себора при невысоком валике не протекает,а киталия горбом кладёт так ещё и протекает см последнее фото. У меня в этом вопрос,я не заявляю что супер мега сварщик а прощу помоч разобраться с аппаратом, и варю не ракеты и корабли. Почему старый почти труп который уже нечего не стоит варит лучше нового, реально лучше мягче и чище.
-
АВН я же писал что информации полезной много а грызня на тему установки силы тока не понравилась. У меня отдельные аппараты удгу TIG 300A инвертор мма 200А и и полуавтоматы соотведственно. Svarnjuk реально просветил меня SET в том что вместо инверторного китайца взять трансформатор который будет варить гораздо лучше.Или более дорогой инвертор. И так сделал фотографии аппаратов и результатов их сварки Листовая сталь 2мм, газовая смесь аргон углекислота. Железки с цифрами это новый аппарат, написал напряжение и ток. Внимание суть проблемы как видно на фото валик у китайца грубый и высокий и даже при этом есть протечка( проволоку менял местами газ с одного баллона подавал.
-
Спасибо SET !!! И не просто спасибо,а огромное спасибо! Завтра еще поиграю с китайчиком, а скорее всего куплю трансформаторный на 3Ф, приятный инвертор будет стоить не меньше 50000 и выбирать я их устал. Использовал 3ф полуавтомат давно еще при переделке гусеничных вездеходов и был доволен. АВН я прочитал 284 поста информации полезной много кроме тупого спора про то чем ток регулируется на мои вопросы ответов там небыло. Как и ответа на вопрос человека с похожей проблемой. 126й пост А SETу ещё раз спасибо!
-
С уважением Super Moderator, мне кажется форум для того и форум чтобы задавать вопросы . За одинаковые темы извините просто хочется получить ответ на существующую проблему. Жду ответов по теме, спасибо!
-
Безымянныйнмаепс.bmp Варить я умею,тема про сам ПА Задача окончательно понять что нечего с ним не сделать,аргументированно обьяснить это продавцам и взять telwin Старый трансформаторный ПА 130А этой же проволокой, этим газом и мной варит на ура широкий красивый валик. А инверторный полуавтомат 200А нет
-
Хочется понять сдать китай обратно и взять например Telwin на 220А с ним то не должно быть косяков? Мой не электротехнический ум придумал как объяснить ) Существует жёсткая зависимость скорости подачи проволоки и А сварочного тока и из этого следует что данная пропорция является константой для всех ПА а в моём по ощущению китайцы ее перепутали
-
Как же вы "вредителя" терпели))) Хотя бы ник человек правильно подобрал.)) Признаюсь попался) у меня tig и mma там ток ставится. Ну ладно дело в другом. Я хочу сказать аппарат как я думаю как раз даем мало ампер и получается что проволока не успевает расплавится из -за этого шов растёт наверх. Добавляя подачу мы получаем хороший расплав, но шов течёт насквозь((. Соответственно добиваясь широкого плоского красивого валика получаем протекание снизу.
-
Конечно разными ) Форма валика мне не нравится (( уже и проволоки разные заряжал. мне кажется что китайцы с ВАХ что то перепутали
-
Приобрёл аппарат Eland 200 через пару дней поменял на такой же но с железным подающем и еврорукавом. И так Характеристики Сварочный полуавтомат MIG-MMA 200 Eland Напряжение сети 220 (±15%) В Потребляемая мощность 8 кВт Диапазон регулирования тока (MIG) 40 - 00 А Диапазон регулирования тока 5 - 160 А Диаметр проволоки для сварки стали 0,6 - 1 мм Диаметр электрода 1,6 - 4 мм Фактор мощности 0,93 cos φ Продолжительность нагрузки на макс. токе 60% Максимальный ток (40°С) 200-35% А Класс изоляции F Степень защиты IP 21S Габариты 480х260х380 мм И все хорошо но не нравится он мне Как не стараюсь с рег тока и подачи (больше регулировок нет) наплавляет горбыль шов не растекаетя а при повышении тока и уменьшении подачи начинает течь. Есть старый трансформаторный себора 130А так даже он варит гораздо мягче и плавит металл. Склоняюсь к покупке другого ПА или разобраться с этим ток хочу не ниже 200А бюджет до 25ооо р
-
горелка без водяного охлаждения Всем спасибо! Пора везти в ремонт это чемодан
-
да всё у меня так и ток переменный все настройки успели побывать во всех возможных комбинациях и если бы это был сейф то я бы его уже открыл После момента зажглась дуга и начала образовываться ванна происходит тра-та-та расплавленный алюминий летит по стенам электрод похож на машину после аварии. Пробовал четыре вида деталей все зачищал болгаркой до белого. Мой вывод неисправный аппарат или что то с газом.
-
И так из-за чего же может не варится алюминий
-
Мне лучше как дураку обьяснять дистанционка это дистанционный поджог дуги? осциллятор остается для меня по сей день загадочной штукой
-
Да аппарат как на фото только ко конфигурации у меня просто квадратный крутилки такие же. Баланс это очищающе проплавляущая способность дуги? Крутилка где по середине ноль влево + - и в право + - её я ставил наверное уже во всех положениях. Вольфрамовый электрод чувствует себя плохо сгорает оплавляется разрыхляется и тд (только на переменке при сварке алюминия ) По поводу частоты газа не знаю ,шланг за три дня экспериментов продулся точно полностью. И конечно главный положительный результат дня! Попробовал сталь на постоянке результат порадовал. Дуга горит металл плавит всё тихо и спокойно хочу также алюминий поплавить
-
На постояенке ни разу не пробывал
-
Не получается варить алюминий. Апарат УДГУ 351 Ток переменный выставлял от 50 до 150А Детали разные - результат один.Вот результат последних стараний. Проплавленная дорожка получилась при быстром проносе электрода затем замедление и дырка: Заточен зёлёный электрод, задержки по газу и току стоят, осциллятор - "вкл". И так, подношу горелку на расстоянии 1-2мм от детали, жму кнопку - пошёл газ, начинается плавный розжиг дуги, образуется сварочная ванна, затем, если повезёт, можно пару секунд аккуратненько плавить металл... иии ... начинается пульсация как будто в 1000 А, хлопки - алюминий летит по стенам, на месте ванны дырка насквозь .