

Kurt1
-
Постов
2 578 -
Зарегистрирован
-
Посещение
-
Победитель дней
29
Тип контента
Профили
Форумы
Блоги
Загрузки
События
Сообщения, опубликованные Kurt1
-
-
я про обрабатывающие центры а не про маленькие чпу да еще с ручным приводом. Представь что с детали надо снять все размеры сделать чертеж, внести в программу, поставить на станок оснастку под эту деталь, привязать (пускай это не сложно) опробовать на одной "модели" внести корректировку, возможно при ошибке заломить инструмент, так быстрее будет и дешевле?,не сделают они быстрее деталь-
 1
1
-
-
@Кустарь,Коля, видео интересное, всегда на нем залипаю и всегда задаю себе вопрос - а сколько всремени надо потратить токарь + фрезеровщик от поступления заказа до его исполнения в сравнении с ЧПУ (условия одинаковые, никто до этого деталь не делал и нет ни чертежей а только эскиз или образец) и думаю токарь+фрезеровщик должны одну деталь сделать на много быстрее чем чпу (про 1000шт речь не ведем). К чему это я? Пошла мода у некоторых "контор" избавляться от токарных и фрезерных и покупать обрабатывающие центры и когда их приобретают, заказчиков на большие объемы найти не могут...
-
4
-
-
@Hlorofos,Вить, там это производство слизано с запада вместе с их документацией и объяснение такое - ТИГ не даст тех пор что ПА.
-
1
-
-
ну на счет "не сантиметра" ... Ыить, я с тобой не соглашусь, Денис (@dentws,) у наc поработал на заводе и поварил пятьсот амперником и ни каких ПА, т.к. варить надо под гелий, что бы утечек не было а толщины там по 50мм, думаю в твоих бочках таких толщин нет а вот варить в твоем случае конечно удобнее ПА но если бы ты мог бочку поворачивать то и с углами проблем не было бы.ТИГом мог только понты поколотить, но ни сантиметра нормальной сварки не сварить. Так, что это заблуждение и очень глубочайшее.-
2
-
-
правильный пульс давал остыть.Вот вертикал без всяких подкладок медно-охлажденных-
2
-
-
на чипе выкладывали не совсем золотистый но окалины не было (искать лень)только одни показушные -
Валера, суть в том что бы не зачищать, то что ты выложил по видео, я не увидел наглядного пособия, во первых странный пульс (почти линейный) валик лежит вообще буд то сверху и без провара, я бы предположил что стоят рядом не сварщики а технологи, еще только обкатывают технологию.все остальное будет с окалиной (если не применять спец средств в виде доп защиты и т.д.
Думаю не обратили внимание на то что исполнитель не может что либо менять, рекомендовать по материалам и газам смысла нет, кроме как по настройке аппарата и еще каких либо фишек с хитрым соплом что бы избавиться от киркроровки.. В производстве по АЭС нельзя отступать от правил и это закон, который при обнаружении иных материалов не прописанных в правилах или не узаконены в установленном порядке грозит наказанием..@saimonvik, второй третий проход получается по остывшему или температура держится?
-
1
-
-
Но серый шов , совсем не означает что она перегрета во время сварки
Валера, Виктор прав на все 100%, посмотри как идет процесс по фото, вроде вопрошающий говорил про импульс а чешуи нет, это говорит что на столько он короток что ванна еще в жидком состоянии и идет следующий наброс, вот и двигает горелкой вперед а сзади шов до бела красный и нет защиты. Потом еще "поле" набрав температуру а тут вновь проход вот вам и валик как в линейном режиме и с окалиной.
-
это когда снимать фрезеровкой, после шабера вряд ли..Но при этом суппорт будет висеть на валу -
просто надо переднюю бабку снять и там тоже шабрить и не надо клей и полимеры. Правильно пришабриный станок и его эксплуатация, практически не изнашивает его!Суппорт просел относительно своей оси. -
Денис, зайдешь как нибудь ко мне, я тебе объясню почему так получается.Вот в своем прогнал скалку. Получил 0.06 мм.Коля, я точно не понял о чем речь из просмотренного тобой (там полный канал на эту тему) суть в том что шлифовка это очень грубо.До конца досмотри и там не магнетизм а отсутствие воздуха между поверхностями.
-
1
-
-
@dentws,@Steelcar, Уважаемые мастеровые, раз коснулись темы шабрения, чуток в двух словах сравнение - представьте разговор между токарем, имеющим сварочный ручник к тому же трансформаторный, и сварщика имеющего фрониус или подобный и слышит от токаря как он виртуозно с полным проваром приварил петлю забора и вам объясняет что совдепоский аппарат самый живучий и самый лучший а импульсы интерпульсы придумали что бы занять людей и выкачивать из них деньги.... что вы подумаете??? (таких примеров воз).
Для затравки и понимающим (
японцы вообще то придурки и живут в каменном веке) ... мне стыдно за вас... тем более если закончена "вышка" как ПТУШнику
тем более если закончена "вышка" как ПТУШнику-
3
-
-
да вроде не сложно когда 2RS а вот 2ZZ чуток сложнее но можно. Думаю в такие дебри по вакууму не стоит лезть, во первых это все же пыльник а не сальник, во вторых сделать маленькую отвертку с закругленными гранями и загнутую как монтажку, то все остается целым. Тут главный принцип - доверяй но проверяй, даже импортные. Что бы купить импортный подшипник то надо искать официальных представителей (в СПБ FAG и INA -ООО" Барс гидравлик") про других не знаю но то что на рынке отличить подделку сложно а их просто немерено то это факт и есть информация (неподтвержденная) что сами фирмачи наткнувшись на подделку своей марки не смогли слету определить где оригинал а где фейк. Так что коробочка с знаменитым название только греет душу. Есть китайские подшипники приличного качества (только не тот что в видео фирмы KG) пример - CRAFT (есть отзывы по ним от постоянных пользователей что хорошо отхаживают). Ну а криворуким идиотам и фирменные кажутся подделкой, не раз сталкивался (это уже другая история).а как снять без последствий пыльник?-
2
-
-
- Популярный пост
- Популярный пост
Я уже давно для себя решил, что даже новые подшипники надо вскрыть и заменить родную смазку на качественную ...
Не совсем так.
Чуток информации:
Разрушаем 10 мифов о подшипниках
1. В подшипнике не должно быть зазора. Если внешняя обойма шатается относительно внутренней, то это брак
.На самом деле, такой зазор - это нормально. Он называется радиальным. Во-первых при температурном расширении, когда подшипник нагревается, зазор уменьшается. И если зазор изначально будет нулевым, то подшипник просто-напросто заклинит. Бывают, правда, подшипники с нулевым зазором. Они предназначены для особых случаев, когда конструктивно нагрев подшипника не допускается и нужна высокая точность. Но такие случаи очень редки и такие подшипники надо заказывать специально. Также бывают подшипники с увеличенным радиальным зазором. Эти подшипники предназначены для работы в условиях повышенных температур.
Во-вторых, при установке подшипника внатяг радиальный зазор уменьшается. Это тоже следует учитывать при выборе подшипника.
2. В закрытый подшипник надо обязательно добавлять свою смазку, т.к. производитель почти никогда не закладывает смазку в достаточном количестве

Производитель обязан закладывать смазку определенной марки и в определенном количестве согласно стандарта (в РФ обозначение смазки, заложенной в подшипник, нормируется ГОСТ 3189-89).
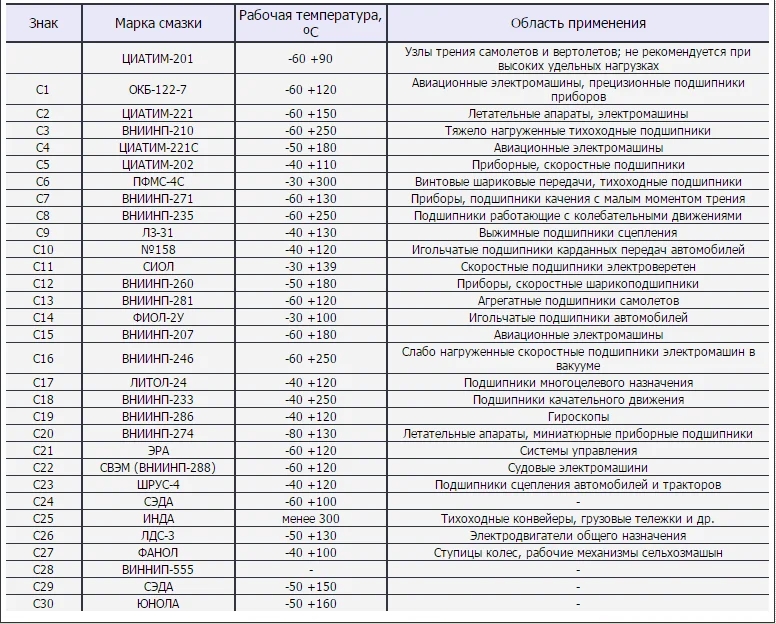
Коды обозначений смазок отечественных подшипников. Отсутствующее обозначение означает смазку ЦИАТИМ-201
С17 в обозначении этого подшипника означает Литол-24.
(зеленый цвет, нехарактерный для Литола, - это косяк производителя. Это тот редкий случай, когда смазку надо все-таки заменить. Смотрите видео на моем канале "4 случая, когда надо заменить смазку в закрытом подшипнике".)
У зарубежных производителей существуют собственные внутренние стандарты. Как правило, обозначения смазок указаны в каталогах производителей. Например, у SKF и у NSK существуют собственные коды, обозначающие типы смазок и количество закладываемой смазки в закрытый подшипник (относительно общего объема).
NAS7 - код смазки, S5 - код заполнения смазкой
На коробке NSK (и только на ней), например, всегда указывают тип смазки и его заполненность смазкой (30%, 50% или 70%). Подробнее о смазке закрытых подшипников NSK смотрите видео на моем канале: "Почему не надо добавлять смазку в закрытые подшипники. Смазка закрытых подшипников NSK".
3. Смазку в закрытых подшипниках надо менять потому, что производителем закладывается только консервационная смазка на период хранения
В закрытый подшипник всегда закладывается только рабочая смазка на весь период эксплуатации. Тип заложенной смазки можно узнать только по коду подшипника. Иногда коды смазки не проставляются на самом подшипнике, а присутствуют только на картонной коробке.
4. В закрытый подшипник забивать смазку следует плотно, по максимуму
В высокооборотистые подшипники смазку закладывают на 50% или менее от внутреннего объема. Если подшипник тихоходный (меньше 1000 оборотов в минуту), то заполнять смазкой можно и на 100%.
Если смазка будет заполнять 80-100% внутреннего объема подшипника и если подшипник работает на высоких оборотах, то неизбежным будет дополнительное повышение температуры из-за того, что излишки смазки будет усиленно "взбиваться" в подшипнике. Это нежелательно, т.к. при температурах выше 70 градусов смазка "стареет" с повышенной быстротой. Причем с каждым повышением на 10 градусов относительно этой отметки "старение" усиливается двукратно. Подробнее - читайте мой материал "Много смазки - тоже опасно".
5. Самая лучшая смазка - синяя. Синий цвет говорит о высоком содержании какого-то важного компонента
Синий цвет, как правило, ни о чем не говорит. Правда, в известной автомобилистам "158" смазке синий цвет был обусловлен антиокислительной присадкой на основе медного соединения. Смазка была долговечной, применялась в шарнирах и в карданных соединениях автомобиля и пользовалась заслуженно высокой репутацией советских автомобилистов. Поэтому сейчас некоторые недобросовестные производители смазки добавляют синий краситель в смазку и продвигают ее как "ту самую синюю".
Однако иногда цвет смазки все же несет некую информацию. Но это все, опять же, на совести производителей. Подробнее - читайте мой материал "Цвет смазки. Какую информацию он несет".
6. Смазка никогда не вытечет из закрытого подшипника, даже если уплотнение повреждено - ведь смазка прижимается к внешней обойме центробежными силами, а в состоянии покоя остается неподвижной
Уплотнение в подшипнике существует не столько для того, чтобы удерживать смазку, сколько для защиты смазки и поверхностей качения от грязи, пыли и от абразивных продуктов износа соседних деталей. Соответственно, если уплотнение будет негерметичным, то смазка быстро загрязнится и подшипник долго не проработает.
7. Температура плавления смазки для подшипника не столь важна, т.к. подшипники почти никогда не нагреваются выше 90 градусов, а при такой температуре работает подавляющее большинство смазок
Во-первых, высокий температурный порог работоспособности смазки говорит о том, что смазка будет дольше оставаться в рабочем состоянии. Дело в том, что при температурах выше 70 градусов начинается интенсивный процесс окисления смазки. При каждом повышении температуры выше этого порога на 10 градусов интенсивность окисления двукратно усиливается. Соответственно, смазка с высоким температурным пределом по определению будет лучше сопротивляться высокотемпературному окислению.
Во-вторых, локально на рабочих поверхностях качения температура превышает среднюю по подшипнику и может достигать 150 и больше градусов. То же самое происходит и при экстремальных нагрузках или ударах. Если смазка выдержит такое испытание, то и подшипник, скорее всего, сохранит свою работоспособность.
8. Подшипники, маркированные ГПЗ, сохраняют высокие традиции качества, унаследованные от советских заводов
Даже у советских заводов существовали определенные градации качества. В розницу шли самые низкокачественные подшипники, качеством получше - на автомобильные и машиностроительные заводы, самое высокое качество - для оборонки.
Сейчас - примерно та же ситуация, даже похуже. Многие ГПЗ сдают основные свои площади в аренду, а чтобы формально сохранять производственный профиль, закупают комплектующие для сборки или вообще готовые подшипники в Китае и маркируют их своими обозначениями. Естественно, в таком случае о качестве говорить вообще не приходится.
9. В любой подшипник добавляй Литол-24 и он спокойно проходит 300 000 километров
Во-первых, Литол-24, при всей его универсальности, имеет определенные недостатки. Он не рассчитан на экстремальные и ударные нагрузки из-за отсутствия в своем составе антизадирной присадки. Также он не рассчитан на высокоскоростные применения, т.к. имеет густую консистенцию, соответствующую NLGI 3 по общепринятой классификации густоты смазок. А для высоких оборотов рекомендуется NLGI 1 или 0.
Во-вторых, температурный предел применения Литола составляет 120 градусов. При том, что это выше, чем обычная рабочая температура подшипников (80-90 градусов), на фоне современных смазок с температурными порогами в 140-160 градусов Литол-24 проигрывает, в первую очередь, по долговечности. А с небрежным отношением к превентивному обслуживанию и с сомнительным качеством запасных частей в России лучше перестраховываться и применять высококачественные долговечные смазки.
Да, у Литола-24 есть и плюсы: это надежный и проверенный годами загуститель на литиевом мыле, имеющий хорошую водостойкость. Густота Литола делает удобным процесс набивания смазки в подшипники. Да и дешевизна тоже говорит сама за себя. Однако я бы рекомендовал применять только импортные смазки, имеющие обозначение в соответствии с классификацией NLGI:
NLGI LA и NLGI LB - для подшипников и шарниров шасси автомобиля
NLGI GA, NLGI GB и NLGI GC - для ступичных подшипников, как для наиболее ответственных узлов в автомобиле, отвечающих за безопасность водителя и пассажиров.
Ну а тут есть вариант почему надо менять
-
10
-
Денис, ты же покупал не новый станок а весьма лохматых лет, то что для тебя работает а для токаря (т.е. меня) требует реставрации, это если подходить на правильном уровне и делать детали с размером в 0,1мм хотя бы по всей длине, так что кто то и на лохматой копейки будет ездить пока едет, хоть тормоза на одном колесе и шаровые вот вот выявляться но она же едет и мешок картошки в багажнике везет хоть частично торчит из пола... Это я рассуждаю про станок по ссылке, мои пока могут работать и без шабрения но планы строю делать на двух станках по очереди.Под востановление покупаю только авто. Инструмент должен сразу работать и приносить прибыль-
2
-
-
Судя по шву у вас что то не то с режимами. Похоже сильный перегрев металла отсюда вся беда, пробуйте импульс менять больше паузу и между проходами дать остыть, что бы рука терпела.на режиамах 200А в импульсе,-
1
-
-
Восстановить http://directlot.ru/lot.php?id=465132
-
1
-
-
вот именно и точить для авиамоделистов и ставить на балконе из-за чего и цена на них поднята до небес.Странно, но 1к62 в рабочем состоянии у нас стоят чуть меньше чем ТВ-4 в аналогичном
сами резцы не гуманно стоят, сварщик должен уметь паять резцы вот тогда копейки, у меня с пластинкам три шт., зайду в магазин гляну на ценник... беру горелку в руки и припаиваю пластинки.А если со сменными пластинами, так сущие копейки выходит.-
5
-
-
точнее любовь к металлу а смелость не причем, боятся нечего.смелый -
был таким же и аппарат тот же, точнее из одной "бочки" проблемы были только на АЛ и начинал с нее, с черным проблемы были только из-за качества металла (редко) и из-за качества аргона.Значит, вероятнее всего он только начинает, также как и я. -
и это правильно, место найдешь, подстанция у тебя рядом сеть потянет а вот мне надо частотник приобретать ...хочу дип 500 потому-
1
-
-
на переменке много варили? у меня на постоянке и наВсе просто, электрика и вседеревяшкеподожжет.. -
ну буквально в прошлом году утверждал что хватает и тв4Был тв4, баловство.
то что по ссылке может и многовато но я бы взял... если есть 380 берите из кашек, не ошибетесь, ну по том может и придет то что по ссылке, я вот недавно взял 1м63 (РМЦ-2,8) и смотрю и думаю, влез бы и с РМЦ и до 7м...Скажите, размера такого мне хватит большинство работ-
2
-
-
да нет так то и просто бывает все чисто но...все гораздо проще.
у меня меркле капризничает но редко...И .. потому что это Сварог!-
1
-
Сварка нержавеющей стали полуавтоматом
в Полуавтоматическая сварка — MIG/MAG
Опубликовано
за то мы диванные никуда не делись, жуем попкорн и ждем следующего, а этот видно вопрос решил и пашет дальше.