

palshyn
-
Постов
6 -
Зарегистрирован
-
Посещение
Тип контента
Профили
Форумы
Блоги
Загрузки
События
Сообщения, опубликованные palshyn
-
-
Вот тут фото
https://www.chipmaker.ru/topic/250335/?tab=comments#comment-4875469
Рама из высокопрочной стали и скорее хромомолибден и думаю разбило гнездо подшипника не так просто а был люфт в вилке и недоглядели .
Можно попробовать вот этот метод и должно держать хорошо но при условии что люфтов не будет .
https://loctite.com.ru/image/catalog/store/download/tds/tds-loctite-660-ru-2009.pdf
Ну и я бы отпилил эти втулки и переделал на роликовые конические подшипники подобрав более менее схожие по размерам и сейчас выбор на рынке есть не проблема
Фиксатор был бы хорошим решением, если бы не было такого большого люфта. В данном случае его применить не получится.
По поводу отрезать чашку и приварить новую, как соблюсти соосность во всех плоскостях?
Я то думал...
При наличии расточного эта проблема - не проблема. Наплавляйте и растачивайте. Только правила по сварке стали 4130 соблюдать.
Так как для этой работы буду искать сварщика, хочу подробно понимать, каким должен быть процесс наплавки. Не могли бы вы подробно описать ваш вариант?
@palshyn, посмотрел фотки, @selco Вам правильно говорит. Конструкция - гавно. Подшипники как на велосипеде. Если наплавите, металл ещё мягче станет. Опять разобъет. И при расточке от чего плясать? Сложно будет соосность соблюсти. Даже если родные подшипники использовать, проще новую деталь выточить и приварить, чем танцы с бубном, с наплавкой и расточкой устраивать. Хотя, после сварки все равно растачивать придётся. Швы так попадают что посадочное потянет.
Если все таки наплавлять, то полуавтоматом, точками, с большим интервалом по времени. Чтобы металл успевал остыть. Может так что то и получится.
При наплавке планирую не трогать боковые стенки, чтобы при расточке от них отталкиваться.
Наплавлять точками как вариант.
Что думаете, если с наружней стороны усилить. Например, наварить кольцо?
-
@palshyn, фото нет, поэтому понять суть проблемы сложно. Если тело позволяет расточить диаметр на пару миллиметров, поищите подшипник подходящего размера и просто расточите посадочное место. Втулить я бы не советовал, поскольку больше растачивать придётся. А нормально посадить втулку со стенкой миллиметр вряд ли получится. А по сути соглашусь с @hvr63,для начала поищите вариант без сварки. Растачивать надо под запрессовку, пару соток в минусе. Если посадить по скользящий, опять разобъет. Скорее всего поэтому и разбило посадочное место.
Пост с фотографиями еще на модерации.
Искал подшипник на размер больше, чтобы просто расточить существующее посадочное место, но следующий размер сильно отличается, а толщина стенки 4 мм.Они получатся совсем тоненькие
-
Я бы начал с завтуливания. Испортить сваркой всегда успеете.
Втуливание я рассматривал как вариант, но не вижу возможности это сделать. Если сделать обычную втулку, то нужно брать меньше диаметр подшипника, но диаметр подшипника ограничен диаметром вала, на который он одевается. Если сделать сложную втулку, которая сместит подшипник ниже, то появляется ограничение по длине этого же вала. Подшипник используется NTN SF07A17PX1V1.
-
При публикации не удалось загрузить фото. Разместил их в этом посте.
По ссылке фото в лучше качестве:














-
Добрый день.
Необходима консультация по поводу сварки.
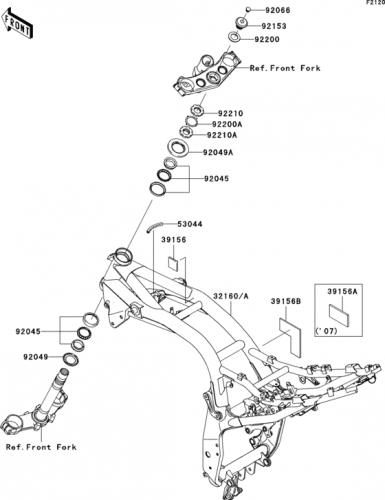
В мотоцикле Kawasaki Z750 деформировалось (растянулось) посадочное место нижнего подшипника рулевой колонки. Сам подшипник может двигаться вперед-назад на 1 мм. Зазоры можно увидеть на фото 6-10. Материал рамы - высокопрочная сталь.Хочу восстановить посадочное место подшипника и, по возможности, усилить его. Как я предполагал сделать:
-
Наварить металл с двух сторон от подшипника с внутренней стороны. Боковые части не трогать.
-
Приварить усиление снаружи в передней части по ходу движения. Заднюю и боковые части не усиливать.
-
Расточить в размер на координатном станке, чтобы получилось новое посадочное место.
Есть следующие вопросы:
-
Каким образом лучше наварить металл? Насколько это надежное решение? Насколько это сложно сделать? Что нужно учесть?
-
К кому лучше обратиться за такими услугами? Сам я не сварщик.
-
Будет ли появляться напряжение в металле? Если да, то насколько это опасно? Как от него избавится?
-
Как можно усилить переднюю стенку посадочного места? Насколько это эффективно?
Буду благодарен, если вы ответите на мои вопросы или подскажете лучшее решение.
-















Ремонт рамы мотоцикла Kawasaki Z750
в Скорая техническая помощь
Опубликовано
С втулкой внутрь рулевой колонки этот вариант выглядит очень точным. Единственное, что в этой раме внутренняя часть рулевой колонки не обработана. Нужно будет ее обработать до подходящего состояния соосно с верхним посадочным и после этого, отрезать старое, запрессовывать новое и обваривать. По идее, будет надежно.
Проверю какую толщину втулки можно сделать
Отлично, спасибо!
Спасибо большое!
Теперь поеду к фрезеровщикам обговаривать варианты