

Симфер
-
Постов
964 -
Зарегистрирован
-
Посещение
-
Победитель дней
3
Тип контента
Профили
Форумы
Блоги
Загрузки
События
Сообщения, опубликованные Симфер
-
-
Вы не правильно просто тигом работаете, току больше либо металл дольше грейте, у вас перемешивания нет.
на чем именно основано ваше утверждение? вы видели?
я смотрю обычно на передний край ваннытуда и надо смотреть, я опираюсь сполом на поверхность, но расстояние там ни как не 1мм, и если рассматривать ваш рисунок при DC-нерж 1,5мм то.. ладно я самоудаляюсь от дискуссии, есть более именитые тут сварщики которые сведущи что и как
-
- Популярный пост
- Популярный пост
Минутка свободная сегодня выдалась, решил немного по мучать "новичка"))
пластина 5 мм, настройки на фото, разделка кромок, зазор 1-2мм, итог - фиаско..


разделка слабовата видать

заход №2, пропилил сильнее, зазор 2-3мм настройки те же




кривовато конечно)) просто попробовал, требований никто в работе никаких не предъявляет, так, что этот эксперимент чисто для себя
-
 15
15
-
пофигу ржавчина
со сварогом не знаком(, фубаг осилил такое

немного пришлось повозиться но приемлимо получилось, что этот умеет я спорить либо оспаривать не буду слишком мало времени прошло
-
1
-
-
TIG сварке
какой именно?
минимально возможное расстояние от кончика электрода до сварочной ванны, ну или хотя бы не больше 1-го ммесли я не ошибаюсь вы хотели сказать о вылете вольфрамового электрода из горелки или все таки расстояние до поверхности, попробуйте при таком расстоянии адекватно тыкнуть в ванну прутком ну хотя 1,6 и не зацепить электрод, очень интересно
-
1
-
-
кузовщину варит
с кузовщиной сталкивался очень мало, и там вроде как пред подготовка играет решающую роль, если по грязи, мастике, ржавчине то любой будет "насирать", этот практически без пробега в сварке, как начнет под изнашиваться так и покажет свое истинное "лицо"))
-
1
-
-
ps.ковырни крышку-потороха показать
я бы с радостью, будь он лично мой, так аппарат хозяйский да еще гарантийный к тому же, пусть пожарит немного позже думаю под предлогом продувки разберу пофоткаю

-
1
-
-
- Популярный пост
- Популярный пост
Очень долго "рыл" форум, тема вроде бы по этому поводу была, найти не смог, закину пока сюда, если промахнулся просьба модераторам поправить в нужное так сказать русло))
итак появился в пользовании новый "боевой товарищ"

"новый" это от слова совсем новый.. старожил фубаг рабочий, просто слишком уж к сети привередливый, чуть просадка и все проволока липнет работать невозможно((

решил поделится первыми впечатлениями, много читал и слышал про ресанту негатива и не только тут, приходилось даже юзать ММА данной марки, впечатления остались негативными, с этим девайсом вопрос спорный.. что не понравилось сразу, слишком уж он какой то плассмасово-бюджетный причем от "а" до "я"


горелка какая то игрушечная, и разболтанная вся либо брак либо так и надо, не знаю, сегодня подколхозили немного


с "массой" такая же беда, результат часовой работы на совсем для не критичных токах(, думаю выбить от руководства 300А-ную прищепку, но это пока мечты

и все таки настройки немного покрутив сам для себя убедился что аппарат понятно что не топовый но работать им в принципе можно, и на просаженную сеть он внимания на самом деле не обращает

с верху-вниз

угол

швы понятно, что не айс, но думаю для меня как вечного студента и так сойдет))
-
11
-
которыми выравниваются полки и "пузо"
чисто "спортивный интерес" после сварки как поводки ровняете? На такой махине висящей в воздухе как по мне они неизбежны
-
я теперь настоящий рЭспубликанский сварщик
Как говаривал один мудрый человек "чем больше бумаг тем чище .опа", она (корка) лишней не будет, сам раздумывал аттестоваться, но НАКС по цене не много кусается, да и смысл его тут делать, это если только на материк ехать работать, а местным шараш-монтаж заборостроительным конторам понятие удостоверение сварщика с разрядом вообще чуждо, так что пока подзабил на это
-
1
-
-
затемнение при работе с ПА
не помню, вроде 11
менять стеклане легче за пару-тройку тыщ взять бюджетного китайца в котором гораздо комфортнее работать, меняя стекла дабы подобрать вариант да и впринципе, вы очень быстро сведете свою 1,0 по зрению в "-"
-
1
-
-
Такие проблемы с обзором
нет, не забывайте, что в РДС горит электрод 3-ка, которая в любом случае дает свечение больше чем проволока 0,8 мм,да и сама ванна сварочная на РДС гораздо шире если ленточный шов вести по сравнению с П/А, либо маску "крутите" если она конечно хамелеон, либо привыкайте, либо меняйте онную
-
3
-
-
- Популярный пост
- Популярный пост
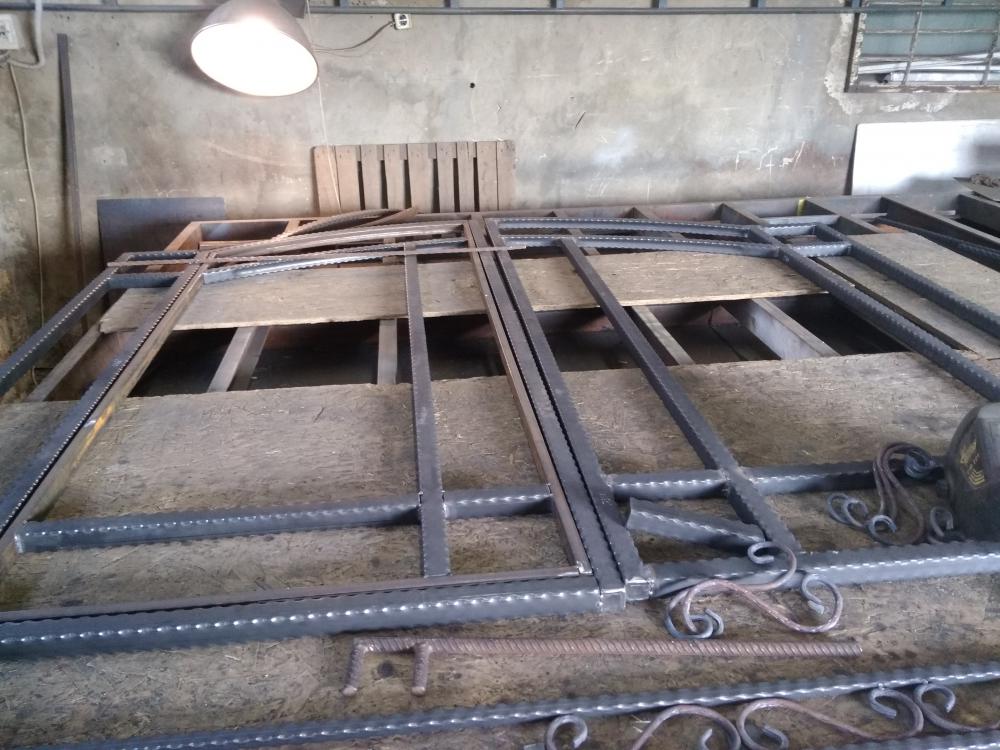
Мы его таки
допилилидоделали..
касательно качества швов и настроек



кота нет, есть кошка))

-
17
-
- Популярный пост
- Популярный пост
Продолжение, день из разряда "а-ля конструкторское бюро". Может и интересно, но мозг к вечеру начал подкипать...




Это еще не окончательный вариант, последний сфоткать не успел, не хватило ни времени ни уравновешенности))

-
15
-
- Популярный пост
- Популярный пост

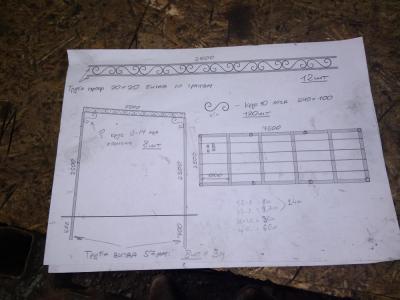
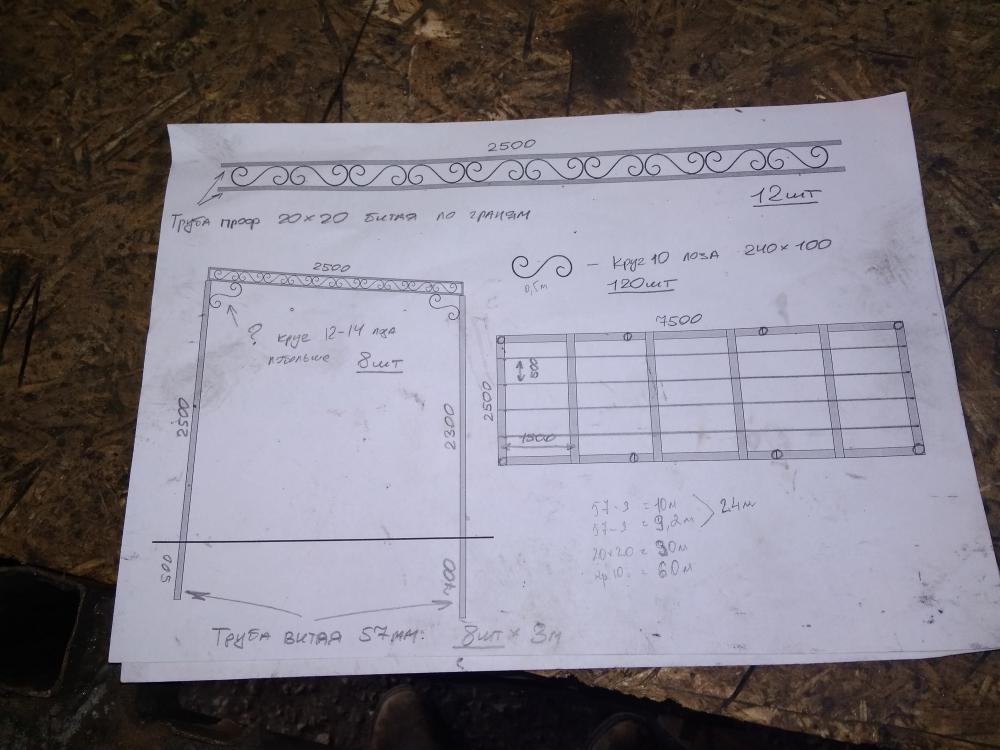
Пандус будет складной 3100х900, кто то там хотел чтоб был с профиля 100х50 и 50х25 еле объяснил что для того чтобы его поднять надо будет гидравлику ставить
 переиграли на профиль 60х30 и 20х20
переиграли на профиль 60х30 и 20х20это типа чертеж

адекватному человеку смотреть на это, жесть, мы как бы со своей участью смирились))

пободались с отводами, отводы купленные, из 8-ми штук ровного нет ни одного, но вроде победили

колхоз наше все...

ну поручень один собрали


работы еще много, но впринципе общая картина потихоньку вырисовывается..
-
15
-
- Популярный пост
- Популярный пост
Времени свободного вагон и маленькая тележка, от нечего делать запилил

-
13
-
- Популярный пост
- Популярный пост
правая сторона и центр пару дней назад, левая в прошлом году, жаль холодно, а так можно было бы и купальный сезон открыть


-
11
-
- Популярный пост
- Популярный пост
ну и багажник на "бобра" дырявого решили сделать что получится пока не знаем слишком много ньюансов



-
12
-
- Популярный пост
- Популярный пост
работа вроде есть, а вроде ее нет, простой по не понятным нам причинам, от безделия решили с напарником сваять

-
11
-
- Популярный пост
- Популярный пост
Отмечусь немного


















-
23
-
не силумин
сейчас все подряд силумин, лично для себя сим тезисом окрестил "каку", которая лечится раза в три дольше по времени с неизбежным пополнением словарного запаса матерных слов. может еще поможем человеку провести расследование тезиса "моторка"? извините я пас, нет ни времени ни настроения
-
что силумин
откуда такие выводы? сколько сталкивался с ГБЦ на силумин никак не похоже отлично все варилось 4043, хотите сами убедиться в чем то, зачистите на поверхности небольшой участок зажгите на нем дугу и пару раз присадком тыкните, сразу будет видно ху из ху,вот доводилось делать, отлично и безболезненно все получилось


-
4
-
-
вы без стыков либо угловых наружних швов просто на плоскости добейтесь равномерного качественного валика, заодно и сварочную ванну рассмотрите да и прожечь даже 3мм на плоскости, не невозможно но немного сложновато на небольших токах, что касается 1,5 мм, чего вы уперлись в "обратный валик"? в моем понимании на таких толщинах достаточно сплавления кромок с противоположной от зоны сварки сторны, хотя возможно вы соискатель на роль сварщика в каком нибудь "нано" бюро)) где все ну очень серьезно..какие замечания-
2
-
-
вы для предметной критики свои швы и прочее масштабируйте, проще говоря, лежащая рядом со швом (зажигалка, пачка сигарет.. сами решайте что положить), гораздо все упростит, тогда и картина происходящего будет объективна и понятна, как по мне три прохода 3-кой внахлест просто не зачем, единственно если нахлест этот не в толщинах >8ммдумал покритикуют-
2
-
-
если говорить о перерасходе аргона то даже новый с виду и свежезаправленый балон требует к себе внимания, сам как то столкнулся, вроде по всем стыкам нигде не пузырит, а 150 атм выдул за неделю, поменял, опять вроде все ок, но второй из под вентиля "дул так" что не обратить на это внимание было невозможно, отвез заправщикам обратно до
мордокофликта не дошло поменяли, хотя проверял уже со своим привезенным редуктором прямо у них
-
2
-





























































Ищу наставников по сварке
в Ищу исполнителя
Опубликовано
Цитировать выделенное почему то опять не могу, либо с моей стороны интернета проблемы либо, "выгнали")), по существу.. давайте не будем вырывать слова и контекста, не разу из всей дисскуссии выше до сообщения уважаемого мною как сварщика человека не было не слова про сварку лезвий и параметров которые при этом имеют место быть, человеку был задан вопрос вслед за его утверждением, ответ .. ну какой есть такой есть, флудить в теме и не по теме не собираюсь