Васо_29
-
Постов
581 -
Зарегистрирован
-
Посещение
-
Победитель дней
32
Тип контента
Профили
Форумы
Блоги
Загрузки
События
Весь контент Васо_29
-
Я сегодня Вам принёс Не букет из белых роз И не лилиии...

-
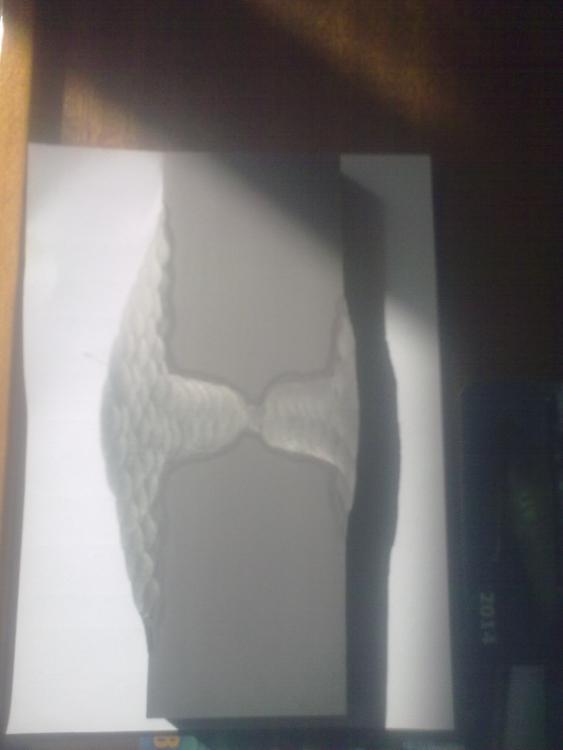
@Anatoliy9971, вот наглядный пример, правда я уже это где-то выкладывал. Шлак 40мм/8мм. Я до сих пор ломаю голову как так можно было заварить...Толщина 25., Х- образная разделка, варилось в нижнем,рентген. Так что лучше по шлаку не варить...
-
@Ferio,всё верно, сталь, которая у нас используется перлитного класса - она магнитится, а электроды по ней - аустенитные, в том числе и для корня. Так вот, то-ли из-за "качества" эл-ов, то-ли ещё по каким-то причинам они стали вдруг слегка магнититься, хотя и не должны...Может из-за высокого содержания ферритной фазы, но это уже прямое нарушение технологии...Раньше такого не было. Кстати, некоторые из этих эл-ов стали влёгкую переламываться руками, может в них высокое содержание никеля?
-
@death2277,кстати, у нас есть электроды аустенитные, швы которых не ржавеют. И очень просто проверить магнитом какой именно электрод, если не уверен: аустенитный или ферритный. Но есть ещё электроды ЭА-48М/22 для подварки корня шва, дак вот они магнитятся слегка, хотя аустенитные...
-
@death2277,смею предположить, что она называется - ржавейка!?
-
Письмо от второй смены З.Ы. Компенсация - новый капюшон...
-
@cordial,моё мнение, что это банальный перегрев при сварке. Может меньший диаметр электрода взять или варить по 10мм с остыванием.
-
@папаша,а как в таком случае брызги отбивать (зубилом по зубилу)? Я про заточенное с другой стороны зубило. А для выколачивания шлака в углах и прочих неудобных местах лучше иметь 2-ое зубильце, торцевое. У меня имеется обычное, торцевое, молоточек потяжелее, чтоб сопли да брызги отшибать на раз и + чертилка с победитом для выковыривания шлака если никак больше не подступиться...

-
Начертательная геометрия

-
Есть вещи, которые могут вариться только покрытыми электродами и ни как иначе...по крайней мере пока...Причём сварка высшего разряда...
-
СМС от второй смены...
-
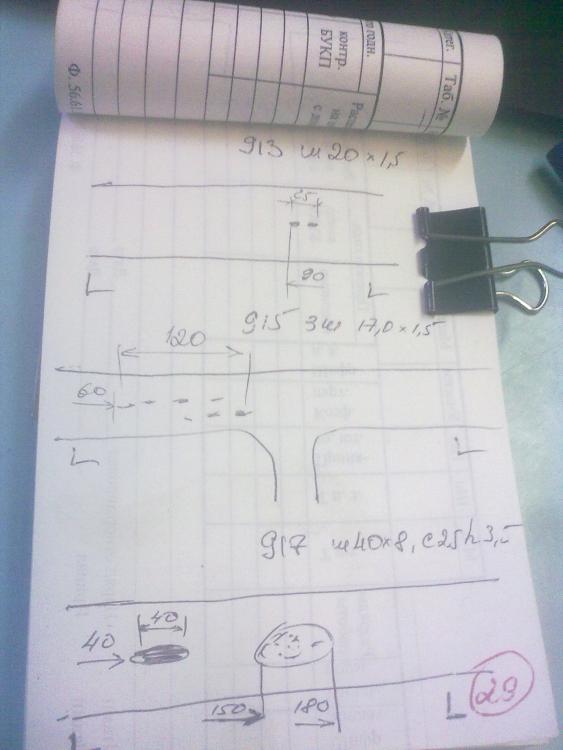
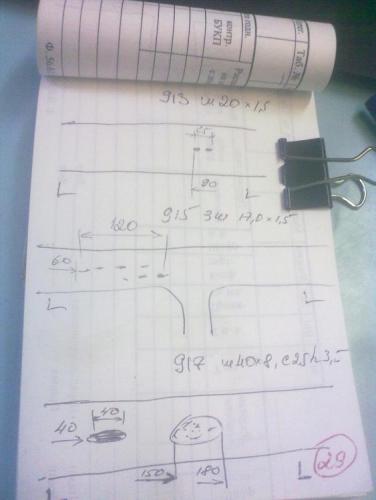
@Round_Square,почему 70 то градусов получилось? Вот как раз на пару градусов и ушло! Ну ни как в прямоугольном треугольнике не получается 39 градусов...
-
@Round_Square, таблицы брадиса у меня нет, зато есть калькулятор в "пуске", там и подбирал. Получилось, конечно, примерно, плюс минус десяток минут. Тангенс угла - отношение противолежащего катета угла к прилежащему, т.е. 179/250 (это отношение катетов равняется тангенсу угла 35,6 градусов). Далее: (180-35,6)/2=72, если без понтов с минутами А так Сапёр уже выше этот проц описал))
-
Элементарно. Если линии стыков- это биссектрисы, то, высчитав углы прямоугольного треугольника (теорема Пифагора) , у которого есть размер, кстати, можно с помощью тригонометрической функции (например через cos - отношение прилежащего катета к гипотенузе) вычислить интересуемый угол (углы)...54*5` и 35*5` и 90* Путём нехитрых исчислений искомый Вами угол будет равен 72*25` Я тут грузанул чуть-чуть...на самом деле проще всего через тангенс найти, все данные для этого есть...
-
Электроды пятёра, рентген З.Ы. Прошу сильно не критиковать....Это моя первая работа в пэйнте...


-
@Рудольф Шнапс, а с отрывом быстрее :P
-
@bader, можно и по-шире, мм16 в идеале...
-
Обушок, 12 тонн, УОНИИ 13/45Р, ф4мм, ток (на балластнике) 130А, вертикалка 32/5 потолок 22/4





-
простотак.......былоуже......




-
Неведомые силы заставили срезать фаску технологического (ферритного) стыка без учёта припуска... Итог: наплавка гребешков на обеих обечайках...

-
@Alexzzzz,как-будто газовая защита не очень...может шланги спиртом промыть?
-
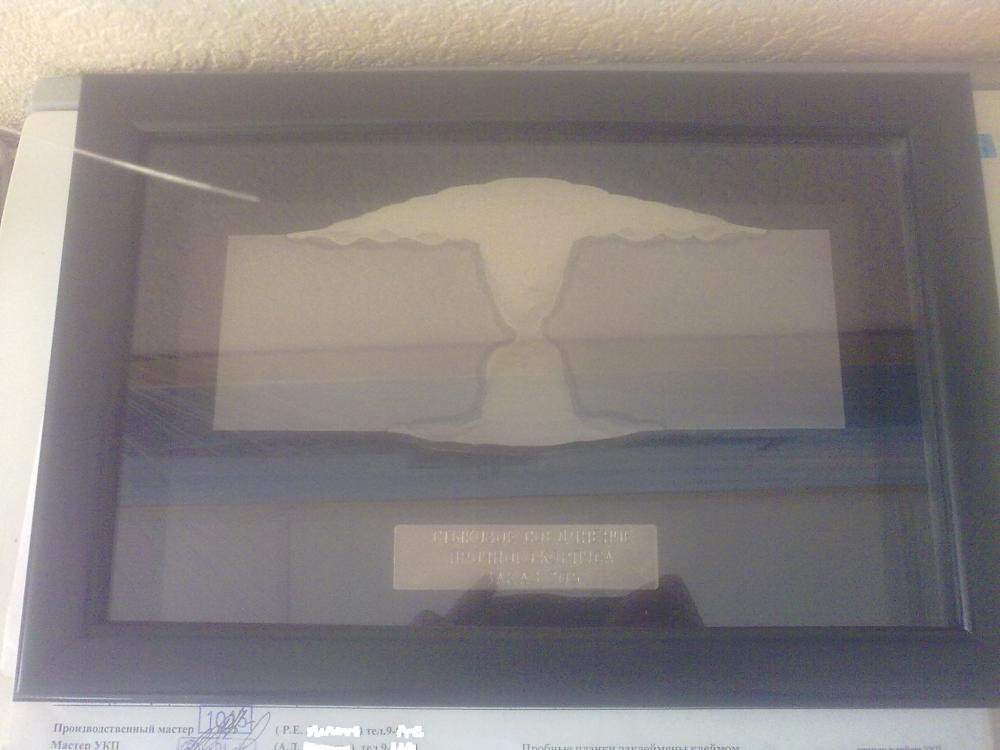
Подумал, что в этой теме ЭТО будет в тему... Сегодня заходил в гости к смежникам...Короче, ребята замутили подарок начальнику...Стык, Аф...Там правда есть косячок один (мне сразу в глаза бросилось), очень серьёзный, который начальник обязательно впалит (бывший технолог и ОТКшник)! Ну а это м/шлиф паза, сварка "Ритмом" и "Вымпелом" Сори, что всё коряво расположено...не по феншую...





-
@Andrew,а амнистия по баллам предупреждения будет? А то как-то мне неловко...
-
@DED 1, пирс что, висит? На чём держится (кроме святого духа, конечно)? Т.е. будут какие-нибудь столбики? Ждём итоговых фотов))
-
Грачи прилетели