Корабел
-
Постов
297 -
Зарегистрирован
-
Посещение
-
Победитель дней
2
Тип контента
Профили
Форумы
Блоги
Загрузки
События
Весь контент Корабел
-
-
Испытания мопеда, выпускаемого Пермским электромеханическим заводом в 1930-х годах... аххахах

-
Скорее отслюнявил хоть кому-нибудь
-
Спорить не буду, а то ещё доверят её применить в каком-нибудь "труднодоступном месте". Про то, что "гравитационная сварка" - не отвечает сущности, согласен. Но там хитро дополнено: ...покрытым электродом
-
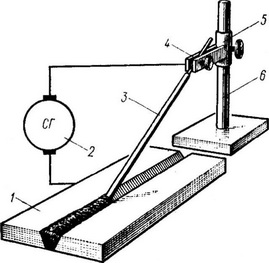
Вообщем, неудивительно, так как, если не ошибаюсь, цитаты приведённые @Andrew из 1977 года: Технология и оборудование сварки плавлением, авторы: А. И. Акулов, Г. А. Бельчук, В. П. Демянцевич. Хотя это и не сказывается на полезности данного материала! Вот, чуть подробнее о сварке наклонным электродом. 1 — свариваемые детали; 2— источник питания сварочным током; 3 — электрод; 4 — зажим электрода; 5 — муфта; 6 — стойка.В данном случае сварка протекает автоматически при постоянном режиме в отличие от обычной ручной сварки. Один сварщик может наблюдать за горением 4—5 электродов одновременно, что, безусловно, повышает производительность труда. Упрощается сварка в труднодоступных местах.В настоящее время существуют два способа сварки с наклонными электродами:— гравитационный — по мере сгорания электрод передвигается вдоль линии шва под действием силы тяжести;— автоконтактный — по мере сгорания электрод передвигается вдоль линии шва под действием пружинного механизма.
-
Немного не в тему. Заинтересовался, что это за способ такой. Поиск привёл к описанию ГОСТов. Оказывается, термин с определением по ГОСТ Р ИСО 857-1-2009 «... Процессы сварки металлов. Термины и определения» (вступил в действие с 01.07.2010 г.) официально называется гравитационная сварка покрытым электродом. И вообще, оказывается, что многие термины уже недопустимы для применения в документации всех видов, научно-технической, учебной и справочной литературе. Например, полуавтоматическая дуговая сварка уже считается недопустимым синонимом. По ГОСТ Р ИСО 17659—2009 есть механизированная дуговая сварка: дуговая сварка, при которой подача плавящегося электрода или присадочного металла, или относительное перемещение дуги и изделия выполняются с помощью механизмов. А ведь до сих пор пишут: полуавтоматическая.
-
Начните с диаметра 3 мм
-
«Как бы там ни было, но выходит, что за рубежом продолжают энергичные поиски лучших вариантов создания неатомных подводных лодок. Что мешает пойти по этому пути и нам российским конструкторам, отказавшись от шаблонов?»
-
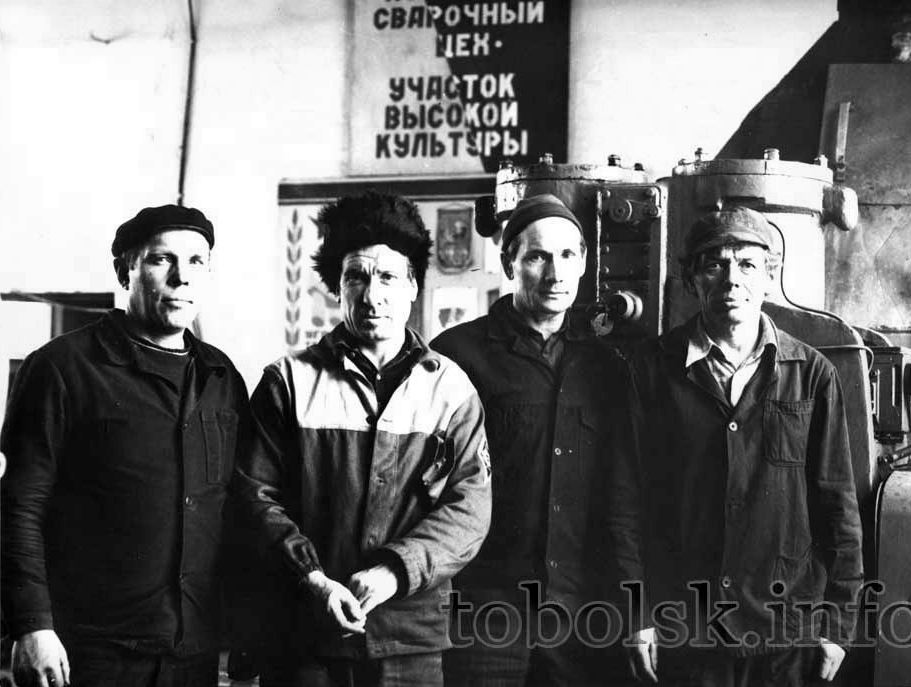
«Сварочный цех — участок высокой культуры».Тобольский ремонтно-механический завод, 1970-е (?). На фото: А. Бодров, Д. Козлов, А. Коршунов, Я. Булашов.
-
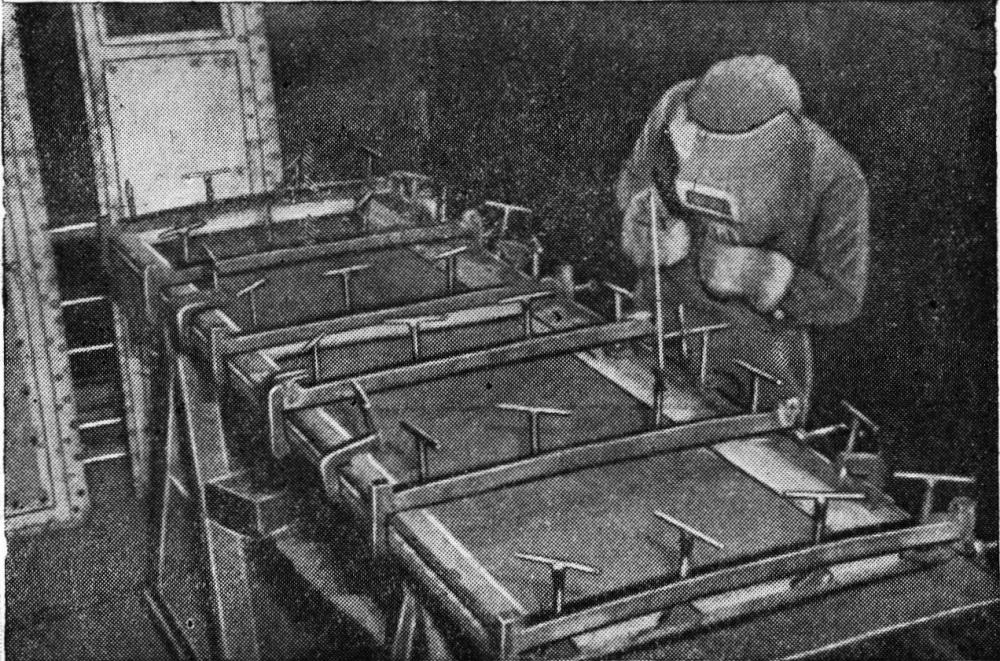
Вагоноремонтный завод Ленинградского трамвая <В 1930-е годы> вводилась электросварка на постоянном и переменном токе... <Не ранее 1944 года> в сварочном цехе установлен станок для стыковой электросварки. Для наварки бандажей колёсных пар имеется станок для автоматической наплавки реборд под флюсом Автоматическая сварка под флюсом применена заводом также для сварки резервуаров воздушного тормоза вагонов. <...> Сборка кузова вагона производится из отдельных его элементов по узлам в кондукторах. Для разных узлов применяются специальные кондукторы, как, например, для секций боковой стенки кузова, для раскосно-стоечных балок, площадок вагона, для дверей и др. Кондуктор для сборки и сварки стальной двери вагона Окончательная сборка кузова из готовых узлов выполняется в стапеле. Индустриализация сборки (в кондукторах и стапеле) обеспечивает высокую точность и хорошее качество работы. Повышается производительность труда и значительно сокращается продолжительность производственного цикла. Кроме того, одновременное выполнение различных сборочных работ обеспечивает увеличение рабочего фронта. После выемки из стапеля сваренного остова кузова производятся внутреннее оборудование кузова и окончательная сборка. из книги "50 лет Ленинградского трамвая"
-
классное фото!
-
Между "разделкой" и "газ" надо ещё засверлить край трещины, если по технологии
-
Ещё издаются (?) "Автоматическая сварка" и "Сварка и диагностика"
-
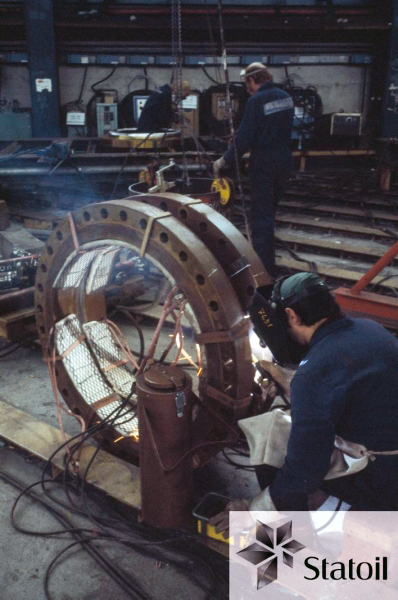
Сварщики на норвежской верфи «Розенберг» (Rosenberg verft). Строительство нефтяной платформы «Статфьорд Б», 17 сентября 1974 года
-
С Днём рождения, друзья!!!
-
О ленинградском заводе «Электрик» В 1840-е годы на территории завода «Электрик» находился участок почетных граждан К. В. Никольса и В. Ф. Плинке. В 1890-е гг. им владел купец Бетлинг. Большую часть участка 20 декабря 1895 г. приобрел владелец электромеханической мастерской в Нейшлотском переулке Л. Ф. Дюфлон со своими компаньонами Ю. К. Дизереном и A. B. Константиновичем. С февраля 1896 г. здесь началось строительство механического завода, кузницы, паровой мельницы и складов. 14 декабря 1896 года завод электромеханических изделий приступил к работе. От Военного и Морского ведомств были получены выгодные заказы на установку прожекторов, монтаж электродвигателей и систем управления двухорудийных башен главного калибра на броненосце «Ростислав». Помимо этого завод монтировал электроосвещение в императорских театрах, поставлял электроприборы Франко-Русскому судостроительному заводу, был посредником на поставку в разные районы России заграничного электрооборудования. Спустя три года после начала работы завод начал расширяться. Появились новые пристройки, каменные корпуса цехов. В 1913 г. по проекту архитектора М. М. Чижова возведено здание механической мастерской. С апреля 1901 г. заводом руководило акционерное общество «Дюфлон, Константинович и Ко», или коротко «ДЕКА». Он стал первенцем электротехнической промышленности в Петербурге. Основной продукцией завода до революции было электрооборудование для русского Военно-морского флота. В 1919 года завод национализировали, в 1920 он назывался «Электросила № 7», с ноября 1922— Петроградским электромашиностроительным заводом «Электрик». В 1923 году В. П. Никитиным, К. К. Хреновым и А. Е. Алексеевым был сконструирован первый советский сварочный генератор (тип СМ) для дуговой сварки, работающий на принципе намагничивающей параллельной и размагничивающей последовательной обмоток возбуждения. На оборотной стороне штамп: Фотография О.К.О. - Л.Г.С.П.С. Дворец Труда, комн. 104. Надписана - Завод Электрик 1923 г. В следующем году начался серийный выпуск этих машин па заводе «Электрик». Источники питания совершенствовались в КБ этого завода (А. А. Алексеев). Были разработаны генераторы нескольких типов и размеров, рассчитанные на работу в диапазонах 50—200, 100—300 и 150—600 А, был сконструирован преобразователь, где в одном корпусе размещались сварочный генератор и электродвигатель переменного (трехфазного с короткозамкнутым ротором) или постоянного тока. Когда в начале 1930 года было принято постановление о сварочной специализации завода «Электрик», на нём выпускалось более 2 тыс. единиц сварочного оборудования. В 1931 году на заводе было освоено производство более совершенных однопостовых генераторов типа СМГ. К концу года «Электрик» был на первом месте в мире по годовому объему выпуска сварочных генераторов — около 8 тыс. электросварочных машин и установок. Когда в 1932 году здесь был введен в эксплуатацию самый крупный в мире сварочный корпус, в промышленности СССР действовало около 25 тыс. сварочных постов, из них более 17 тыс. с маркой завода «Электрик». В 1933 году были выпущены агрегаты САК-2-1 с бензиновым двигателем внутреннего сгорания и первые многопостовые преобразователи СМГ-3 и СМГ-4. В 1947 году завод начал серийный выпуск тракторов АДС-1000-1, а в 1949 им была разработана конструкция трактора АДС-ЮЭО-2. Трактор АДС-1000-2 отличается от трактора АДС-1000-1 меньшим весом, несколько меньшими габаритами, лучшими эксплуатационными качествами и может передвигаться не только по рельсам, но и непосредственно по свариваемому изделию. К 1948 году объем производства был доведен до 11 тыс. единиц электросварочных машин и установок в год. В 1953 году на территории завода был создан Институт сварки России. Адреса: 1925-1934: Завод «Электрик» им. А. К. Скороходова, Лопухинская, 8. («Весь Ленинград — 1925». С. 408; «Весь Ленинград — 1934», С. 80) 1935-1940: Завод «Электрик» им. А. К. Скороходова, ул. им. академика Павлова, 8. («Весь Ленинград — 1935», С. 83; «Весь Ленинград — 1940», С. 151)
-
Прихватка при монтаже или сборке - 1-2см сварной шов. Бывает достаточно точечной прихватки. Делается как и сварной шов. Обязательно полностью переплавляется (предварительно зачищается до белого металла), при сварке.
-
Производитель похоже, тот же, что и здесь: А именно — ленинградский завод «Электрик»
-
На строительстве "Либерти", США, 1940-е гг.
-
«Зачем очки, и так сойдёт». Норвежский газорезчик, 1950-е гг. Фото: Ukjent Persons (http://www.oslobilder.no)
-
Наглядно, большое спасибо!
-
Газосварщик-курильщик в трамвайном депо, Копенгаген, 12/4/1918, фотограф неизвестен
-
Для @VERS: благодарю, познавательно.
-
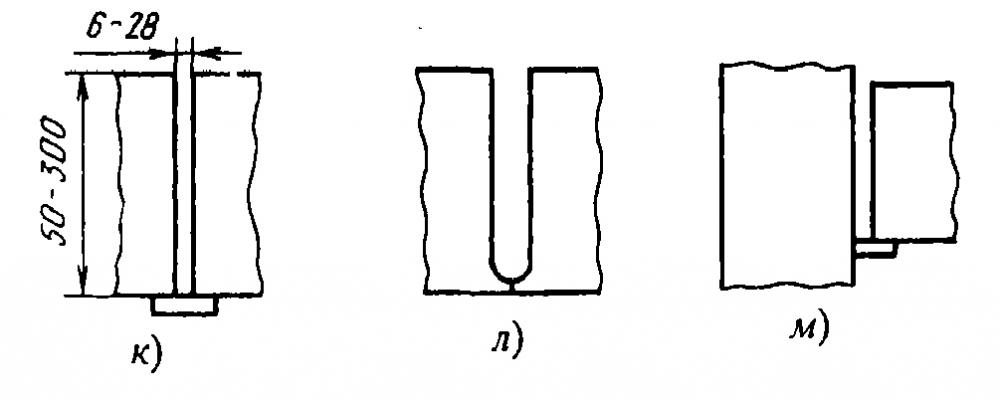
понял, то есть, это сварка при щелевой разделке (ключевые слова) кромок Существуют ли стандарты для полуавтоматической сварки Ti при такой разделке? Пишут, что ... возможна сварка при подаче проволоки по контактной токопроводящей трубке или изолирующей жаростойкой направляющей, которая необходима при увеличенном вылете электрода; для раскладки валиков при сварке в два или три слоя по ширине разделки используют изогнутый токоподводящий мундштук, который поворачивается при наплавке соседнего шва в слое. P.S. страничка ГСН-1 не открывается. Точный адрес — ГСН-1