di4
-
Постов
591 -
Зарегистрирован
-
Посещение
-
Победитель дней
2
Тип контента
Профили
Форумы
Блоги
Загрузки
События
Весь контент di4
-
http://delta-grup.ru/bibliot/18/20.htm
-
сварщик настроит горелки по длине шва и спать в ночную пока не прогреет.) Не помог наверное. Вот подогреть стоило попробовать наверно.)
-
Ну это понятно. Расчет сверху я написал утрировано. Это непонятно. Если при сварке в смеси без подогрева площадь сечения валика такая же как и площадь сечения при сварке в чистом аргоне с подогревом (импульсная сварка), то и темп вывода водорода из ванны по логике будет одинаковый или в первом случае будет быстрее так как в первом случае режим менее жесткий скорость сварки меньше и сварочная ванна более вытянута назад.Насколько я понимаю смесь 70 гелия и 30 аргона обычно используется для толстого листа более10 мм и снижение пористости наблюдается при применении этой смеси только для тонких листов. Во всех остальных случаях снижения пористости шва при применении смеси не наблюдается. Замена подогрева (копеечный пропан) на более дорогой защитный газ (в 5 раз дороже) не всегда приводит к экономии. Хотя тут надо считать расход.) Да и гемор с пропаном технологически не всегда выгоден и безопасен. По большому счету Вы правы, кроме уменьшения пористости, я все-таки думаю это частный случай чем система. Но на единичную продукцию я все равно бы советовал аргон наверное.
-
Вот чет не нравиться мне техника сварки импульсом углом назад. Этож получится что вы метал из ванны дугой в горку выдуваете, да и дуга спрей - захлебываться периодически должна у неё давление вроде неочень большое. Почему меньше пор при защите гелиевой смеси относительно аргона я не понимаю. Пор быть не должно.) По поводу производительности. Ну баллон гелия 5000 рублей минимум и то наверно это шарики воздушные надувать. Смеси насколько я понимаю бывают разные от 30 до 70 % гелия в аргоне. Ну вот в Москве 4100 руб смесь. не знаю как в Нижнем. Аргон у нас по 800 руб. 4100/800 =5,12 раза. Если конечно производительность при сварке в гелии увеличивается в 5 раз наверно можно говорить об экономической целесообразности применения смеси гелия и аргона на поточном производстве изделий из сплава алюминия.) Хотя ктож его знает.) Пойди скажи начальству "Привезите ка мне баллончик гелия за 4000 р. вместо 800 р аргона" там сразу найдут экономическую целесообразность.)
-
Мы вроде не о процессах говорим. Всем понятно когда тиг используют когда п/а. А гелий дороже аргона и насколько я понимаю в большинстве случаев стараются использовать чистый аргон. А по каким таким экономическим соображениям можно использовать более дорогой газ вместо более дешевого, при равных условиях, я не догадываюсь.) Да не смущает, просто необычно. Алюминий и вдруг черный.) Ну хотя бы серый чтоль.)
-
Ну вот это вроде по логике может быть. В TIGe та же ванна только более спокойная тот же защитный газ. Если конечно смесью гелия на полуавтомате не варят(в наших то экономических условиях).) Мы ж не процессы сравниваем. Мы пытаемся выдвинуть версии о химсоставе копоти. То есть Вы гасите дугу и пока еще есть газовая защита наблюдаете как черная копоть в зоне обдува превращается в белую?
-
Ну вот это как то больше похоже на черную копоть. тогда получается что черная копоть это не окислевшийся мелкодисперсный алюминий? Не чет не то. Нас спасет химический анализ копоти на присутствие углерода.) Надеюсь в алюминиевых сплавах углерода нет.) Или его просто не нормируют.)) Согласен. Чем спокойней ванна тем меньше от туда вылетает брызг и тем меньше копоти. Но что из ванны вылетает такое что на воздухе превращается в черную копоть?ээээ )
-
Ну Вы поймите что ни алюминий не его оксид черным как сажа не бывает (насколько я понимаю) так же как и магний и водяной пар. Чеж горит то?
-
 я ж не настаиваю.) Всем же понятна ситуация.) Все хорошо. Все ок) А манагерам бы вместо того чтоб на выставке сушиться собрать бы стык и заварить хоть 219-й. За одно бы видео для рекламы отсняли. Но видимо Нижний Новгород рынок не того масштаба, чтоб на выставках танцы с бубнами устраивать.) а на до то два обрезка трубы и сварщика.) Чудики.
я ж не настаиваю.) Всем же понятна ситуация.) Все хорошо. Все ок) А манагерам бы вместо того чтоб на выставке сушиться собрать бы стык и заварить хоть 219-й. За одно бы видео для рекламы отсняли. Но видимо Нижний Новгород рынок не того масштаба, чтоб на выставках танцы с бубнами устраивать.) а на до то два обрезка трубы и сварщика.) Чудики. -
Че за литература та?) тогда наверное произойдет выплеск магния из сварочной ванны который вылетит из зоны защиты аргоном. Атом магния врубиться в молекулу СО2 и отберет у неё кислород а С выпадет в виде черной копати.(но это мои домыслы скорее всего.) Остается объяснить почему атом магния не взаимодействует со свободным атомом кислорода, а забирает кислород у молекулы углекислого газа.)))
-
Ну ваще обратный вроде выглядит прилично. Непонятно тока если толщина 3 мм зачем пластины под углом ставили, ну да ладно. Не забываем что у нас задачка корень шва неповоротного стыка, а это значт низ, вертикал, потолок и все за один проход желательно без корректировки режима, с формированием обратного валика, без подрезов и вогнутости при зазорах ну скажем от 2,0 до 8,0 мм (так то уж должны собрать). Конечно сложно что-то говорить об оборудовании надо пробовать.)
-
Ну не знаю. У нас копоть по краям шва, а шов сам чистый. Оксиды магния и алюминия имеют белый цвет насколько я понимаю, и черными быть наверно не могут. Хотя можд я и ошибаюсь.
-
ARGONIUS, Светили? (ну это я так чисто - А вдруг)
-
- ключевая фраза.) Напиши цену 200 000 евро. Думаю нормально буит.) Препод спросит че так дорог скажешь на откаты накинул.))
-
ГАспромовская сто СТО Газпром 2-2.2-115-2007 Для механизированной сварки неповоротных и поворотных стыков труб проволокой сплошного сечения в среде углекислого газа методом STT следует применять проволоку Для сварки корневого слоя шва Super Arc L-56 1,14 The Lincoln Electric Company (США ) Источник:http://www.gosthelp.ru/text/STOGazprom2221152007Instr.html Источник:http://www.gosthelp.ru/text/STOGazprom2221152007Instr.htmlПри этом в качестве защитного газа следует использовать углекислый газ высшего сорта по ГОСТ 8050. Величина зазора, мм 1,14 от 2,5 до 4,0 включ. Источник:http://www.gosthelp.ru/text/STOGazprom2221152007Instr.html Специализированный комплект оборудования для сварки методом STT, выпускаемый фирмой The Lincoln Electric Company, должен включать: - источник питания Invertec STT-II; - механизм подачи проволоки LN-27 или LF-37; - сварочная горелка Magnum 200 со шлангом; - коаксиальный кабель; - газовый баллон (с редуктором и подогревателем газа). В качестве защитного газа следует применять 100 % углекислый газ высшего сорта по ГОСТ 8050. Расход газа должен составлять от 10 до 16 л/мин. Сварка осуществляется способом сверху-вниз на постоянном токе обратной полярности. Вылет проволоки должен составлять от 10 до 15 мм. Допускается вылет до 20 мм. В положении 0.00-1.00 (1.30) час сварка осуществляется с небольшими поперечными колебаниями без задержки на кромках. В положении 1.00 (1.30) - 6.00 час сварка осуществляется без поперечных колебаний. Перед началом работ необходимо установить: - на источнике питания - значения пикового тока, базового тока и длительности заднего фронта импульса; - на механизме подачи проволоки - скорость подачи проволоки; араметры режимов при механизированной сварке корневого слоя шва методом STT проволокой диаметром 1,14 мм Наименование слоя Параметры процесса Скорость подачи проволоки, дюйм./мин Пиковый ток, А Базовый ток, А Длительность заднего фронта импульса Корневой 90-120* 400-420 50-55 0 140-160** * Для сварки в положении 0…1 час. Источник:http://www.gosthelp.ru/text/STOGazprom2221152007Instr.html - на редукторе газового баллона - расход газа. В месте начала выполнения корневого слоя шва вторым сварщиком (положение 000 ч) необходимо полностью вышлифовать начальный участок шва на расстоянии 10-20 мм, выполненный первым сварщиком, и, далее, сошлифовать до минимально возможной величины верхнюю часть шва на длине не менее 20 мм, осуществляя таким образом плавный выход к участку сварки второй полуокружности трубы. В месте выполнения «замка» вторым сварщиком (стыковка корневого слоя шва в положении около 600 ч, выполняемая с разных сторон) необходимо сошлифовать до минимально возможной толщины участок корневого слоя шва на длине не менее 20 мм, выполненный первым сварщиком. Процесс сварки прекращается в положении 600 ч. При этом следует вывести дугу на одну из кромок и оборвать. Не следует обрывать дугу в центре разделки, т.к. это может привести к образованию дефектов. Для улучшения обзора зоны сварки рекомендуется выдвинуть наконечник горелки из сопла на расстояние 6 мм. Корневой слой шва при сборке на внутреннем центраторе следует выполнять без прихваток. В случае технической обоснованности применения прихваток они должны быть удалены в процессе выполнения корневого слоя шва. Сварка должна осуществляться в инвентарных укрытиях (палатках), предпочтительно с полом. Источник:http://www.gosthelp.ru/text/STOGazprom2221152007Instr.htmlИсточник:http://www.gosthelp.ru/text/STOGazprom2221152007Instr.htmlИсточник:http://www.gosthelp.ru/text/STOGazprom2221152007Instr.htmlИсточник:http://www.gosthelp.ru/text/STOGazprom2221152007Instr.htmlИсточник:http://www.gosthelp.ru/text/STOGazprom2221152007Instr.htmlИсточник:http://www.gosthelp.ru/text/STOGazprom2221152007Instr.htmlИсточник:http://www.gosthelp.ru/text/STOGazprom2221152007Instr.html Источник:http://www.gosthelp.ru/text/STOGazprom2221152007Instr.html Источник:http://www.gosthelp.ru/text/STOGazprom2221152007Instr.htmlИсточник:http://www.gosthelp.ru/text/STOGazprom2221152007Instr.htmlИсточник:http://www.gosthelp.ru/text/STOGazprom2221152007Instr.htmlИсточник:http://www.gosthelp.ru/text/STOGazprom2221152007Instr.html Источник:http://www.gosthelp.ru/text/STOGazprom2221152007Instr.html
-
Semak, диоды можд на земли поставить.) Хотя хз как там цикл только в плюсовую сторону.) Дето лорч у меня тут был.) http://www.youtube.com/watch?v=ww87v5BOpOI
-
ИМХО: Защита нарно плохая. Черная копать должна оставаться по бокам шва. Горелку держать почти вертикально и не налонять поперек оси. Для импульсных процессов характерно заглубление торца наконечника в сопло горелки для улучшения защиты (я делал на проволоке 1,2 мм - 5 мм от торца сопла). Внутренний диаметр сопла от 18-20 мм. Расход аргона в 1,5-2 раза больше чем при обычной полуавтоматической сварки в смеси углеродистых сталей. Гелий не пробывал. Берите который дороже, второй он для надувания шариков, наверно.)
-
Ну вот смотрите. Прихожу я устраиваться грузчиком. Начальник грузчиков смотрит мою трудовую и видит что я работал технологом и у меня высшее образование. Понятно что он меня грузчиком не возьмет так как думает что я пришел его подсидеть (реальный факт из моего опыта). Потом чтобы работать грузчиком или сварщиком(на простых операциях) надо иметь навык и развитую группу определенных мышц. Чтобы работать сварщиком нужно иметь удостоверение о том что Вы прошли хотя бы курсы сварщиков. Работать бесплатно. Во первых оговоримся что предприятие работает лет 10 ть и зарплату задерживали за этот период максимум на 1 месяц. Проблемы предприятия начались только год назад. Поэтому есть надежда что заплату все-таки рано или поздно выплатят. Все кто накопил денег могут терпеть какое то время. Кто не мог уже ушел. В основном это рабочий персонал, им работу найти проще. Остаются пенсионеры, молодежь без опыта работы на родительских харчах и специализированные ИТР (у которых и так зарплата не блещет да еще и колымнуть не всегда получается). Не подумайте что я ною, наоборот позитив из меня так и прет.) Наверно потому что жизнь побила в свое время и уже настолько устал бояться за своё будущее что все по фиг, просто тупо и уверенно прешь вперед.) Дома сидеть на диване это уже не в кайф. К моему возрасту люди без работы уже жить не могут. Иногда наблюдаешь за пенсионерами сварщиками - этим если работы нет и жизнь не мила, будут ходить по цеху пока не найдут какой-нито завалявшийся незаваренный стык, чтоб заварить и получить от этого моральное удовлетворение.) Вот и я привык к созиданию и последующему созерцанию созданного и получения от этого удовлетворения, а не от зарплаты.) Гормональная наркомания.) Без денег плохо, но без работы еще хуже.)))
-
На сколько я понимаю Российские законы, максимум что грозит работодателю это административный штраф, а мне выплата зарплаты и увольнение по собственному желанию. Но прежде чем уволиться по собственному желанию не плохо было бы найти работу хотя бы на такие же деньги, на предприятии где её платят и с временем пути до работы не более 2 часов.) Так как я собственно говоря не сварщик, а инженер, подобную работу найти по таким критериям достаточно сложно. К тому же прибавляется специализация к которой ты привязан годами. Вакансии такого плана появляются раз в пол года да и на них не мало претендующих находиться. Так что участь моя простая жить и радоваться, что не сдох.) Открыть своё дело нужен начальный капитал и источник заказов (тот человек который или которые будут платить тебе за то что ты произвел(купил сырье - выдал продукт), сложно и тяжело быть одновременно исполнителем и торгашом, каждый заточен под своё - иначе страдает либо качество, либо спрос). Так что господа инвесторы и маркетологи Велком. Снимаете цех недалеко от моего места жительства, покупаете оборудование, набираете офисный планктон и рабочий персонал, платите ежемесячную зарплату и все живут весело и счастливо, мы от того что заняты любимой работой, получаем зарплату и о нас не вытирают ноги как о тряпки и истерически на нас не орут, Вы от того что получаете прибыль и к Вам уважительно относятся.)
-
Smallwood, Жить, на позитиве дальше. С нами бог и андреевский флаг.)
-
Счастливчики. 5 месяцев зарплату уже не платят. Живу на позитиве.)
-
ИМХО:Теоретически, судя по графикам для электрода ф 4 мм, если надо получить минимальное проплавление надо затачивать либо 15 градусов с притуплением 1,0-1,5 мм либо 80 градусов с притуплением 1,0-1,5 мм. (чеж у нас получиться из электрода диаметром 1,6 мм) Может ф2 мм точить под 15 градусов и тупить до 1,0 мм. Эта загадочная аргонодуговая сварка.) Вощем варианта два либо 15 градусов точить либо 90 градусов с притуплением 1,0-1,5 мм, тогда вероятно пятно от дуги будет шире, а проплавление меньше чего и добиваемся.) Советую по побывать с начало положить валик не на стыке, а на трубе и посмотреть образуются ли подрезы. Желательно использовать поддув и присадку это хоть как то заберет тепло на себя. Ну и импульсный режим тоже как уже писали.
-
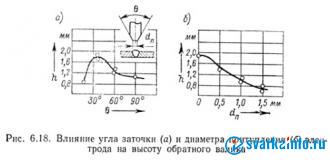
Че там инет пишет: Заточка вольфрамовых электродов должна производиться твердыми дисками с мелким зерном для избежания образования заусенцев и бороздок на торце электрода. Круг, на котором затачиваются вольфрамовые электроды, не должен применяться для других материалов, чтобы исключить попадание загрязнений. Диаметр притупления вольфрамового электрода (катода) и угол заточки влияют на проплавляющую способность дуги. При уменьшении диаметра притупления повышается концентрация теплового потока, растет давление дуги и плотность тока. Глубина проплавления монотонно увеличивается при уменьшении диаметра притупления электрода. Изменение угла заточки приводит к изменению формы и размеров столба дуги. При углах заточки 15—75° столб имеет коническую форму, при больших углах форма столба дуги приближается к цилиндрической, а пятно нагрева сокращается. На рис. 6.18 показано влияние угла заточки Θ и диаметра притупления dпвольфрамового электрода на высоту обратного валика h при сварке пластин из нержавеющей стали толщиной 5,2 мм с полным проплавлением стыка на весу. Режим сварки: сварочный ток 210 А, скорость сварки 8,64 м/ч, длина дуги 1,0 мм, диаметр лантанированного вольфрама 4,0 мм. Наиболее интенсивно, более чем в два раза, растет высота обратного валика с увеличением угла заточки от 20 до 45°, а затем снижается. При увеличении диаметра притупления от 0 до 1,5 мм высота обратного валика снижается вдвое, ширина проплавления увеличивается на 30—50%. При сварке вольфрамовым электродом, имеющим притупление, вероятность появления непровара из-за несоосности электрода и линии стыка снижается. На практике используются вольфрамовые электроды с заточкой под углом 20—90°. При меньших углах снижается ресурс работы электрода, а при углах свыше 90° возможно неустойчивое горение дуги из-за блуждания катодного пятна по торцевой поверхности.

-
gtawbook.pdf можд тут че полезное есть.
-
http://www.millerwelds.com/resources/calculators/tig_amperage_calculator.php Ну все как всегда Стайинлес стил толщину в калькуляторе на любой винде с дюймов переведете. http://www.millerwelds.com/resources/tech_tips/TIG_tips/ Ну и подробности жмите next.)