

avaks
-
Постов
38 -
Зарегистрирован
-
Посещение
Тип контента
Профили
Форумы
Блоги
Загрузки
События
Сообщения, опубликованные avaks
-
-
НО есть гораздо лучше, НО опять же, это к сожалению китай. Марку я затёр, но могу сказать, что это очень серьёзный бренд, который продаётся по всему миру.
Красивее на вид - да. Гораздо лучше - вопрос. Марка известная. По всему миру - сильно сказано. Скорее по всему Китаю и ещё кое-где. Производство действительно серьёзное, не спорю.
По сабжу - у него "зашиты" стандартные параметры (программы) сварки, без возможности изменения. Хорошо это или плохо - пусть каждый сам решит. Есть запоминание последнего режима сварки.
-
Москвичи были в восторге.
Сенсация! Сенсация! На пустом месте...
Мы (я и чукча), конечно, не спецы и даже ненастоящие сварщики, но видео болтается в интернете с года 2007, наверное. Электрод 4 мм, ток около 10 Ампер, аппарат Контур-150. Зажигали без проблем и смотрели, насколько дуга тянется. Тянулась на 1,5..2 сантиметра.
Видео тут: http://video.mail.ru...s.63/33/34.html
Флуд в посте,сообщение не по теме.При повторном нарушении получите читательский билет.А.В.
-
 1
1
-
-
@Андрей 777, Вас на МСити представитель производителя спрашивал конкретику по аппарату. Говорит, что Вы ему не ответили. Дайте, пожалуйста, номер аппарат, дату и место покупки, дату первого выхода из строя. Вариант с возвратом денег возможен. Но Вы же ничего про аппарат не рассказали. Он у Вас есть вообще?
-
П.С. Я ненавижу враньё, в любой его форме.
Только при этом врёшь без зазрения совести. И при этом говоришь: "Это моё мнение!" А мнения всех остальных, с твоей точки зрения, это враньё, развод и впаривание. Железная аргументация : мнение моё и враньё всех остальных. Есть ли смысл что-то обсуждать дальше?
-
hau, по пунктам:
1-6 - Ваше личное мнение. Можете сделать лучше - сделайте.
7 - кнопки подписаны на крышке. двух минут хватает запомнить их назначение
8 - китайские. пробовали разные. всё равно ломаются (особенно когда в них электродом тыкают). на 270-м посмотрите - тоже китай, но антивандальные
9 - чистый венгр (cooptim.com)
10 - перепробовали кучу разных. этот вариант - дёшево, сердито и универсально (под 1 кг катушку и под 5 кг)
11 - самое лучшое из того, что есть на 16А. да, бывают выходы из строя, если на плохой сети пытаться насиловать аппарат. лепить автомат на 25А - будет дороже, а обрадуются только вышеупомянутые "насильники"
12 - книжечка такая есть - "Руководство" называется. Одновременное нажатие "+ и -" протяжка проволоки. Продувки нет. А для чего она Вам?
13 - китаец. приобреатается непосредственно у производителя. ничем не хуже итальянцев.
14 - приезжали китайцы, предлагали сделать лучше. поддерживаем отечественного производителя металлоконструкций. знаете кого-то, кто может сделать лучше - посоветуйте
15 - ура! нас похвалили
16 - выходы из строя единичные. охладитель может и не помешал бы, но с местом свободным там проблемы
17 - реально можете что-то подсказать - подсказывайте, оплатим. 100% идеальных продуктов не бывает.
18 - последние измерения в институте метрологии производили года три назад, когда с сертификацией не всё ещё так однозначно было (сейчас - не подлежит). тогда замечаний не было.
Загрузка растянута во времени. Идёт проверка на включение в сеть 380 В. Включите и подождите минуту, не делайте скоропалительных выводов. Сразу предвижу возмущение, что каждый раз при включении надо ждать. Не выключайте. Потребление в режиме холостого хода чисто символическое. Удачи!
-
Вавилова 69 Плазер,3 месяца назад свободно купил 2 катушки итальянской 0.6 проволоки.
Спасибо! Обязательно заеду, куплю. Когда там был последний раз, покупал защитные стёкла на Корунд-2 (давно это было), проволоки 0,6 мм не было. (собираюсь своему М-2141 делать капиталку кузова, проволока 0,6 как раз "в тему"!)
-
Наконечники 0,6мм действительно в дефиците.
У меня наконечники есть. А вот проволоки 0,6 мм во всём Ростове нет. Не завозят продавцы из-за низкого спроса. 0,8-1,0-1,2 навалом. Пару лет назад последний раз покупал. Причём сами продавцы даже не знали ЧТО у них на прилавке лежит. Нету, говорят, 0,6 мм. Пока носом не ткнул...
-
Хочу научится варить TIGом. Для обучения не готов тратить большие деньги на технику
Кое что потратить всё равно придётся. Для такого аппарата нужна горелка с вентилем, типа такой TBi SR-17V (обозначение других производителей может отличаться). Электрод 2,4 мм. Сопло № 6 или 7. Баллон с аргоном. Редуктор аргоновый, желательно (но не обязательно) с ротаметром. Поджиг, само собой, касанием. Этого набора достаточно для начала работ по низколегированной стали и нержавейке. А дальше время покажет...
ЗЫ. Горелку на "минус", массу на "плюс". Удачи!

-
1
-
-
@александр г, гуд! Только разъём может не подойти, но это самая мелкая проблема

-
-
ТИГ имеется, если верить тому, что написано здесь.
Никаких упоминаний про ТИГ не нашёл. В принципе, наверное, можно использовать в режиме ММА с горелкой ТИГ с вентилем и контактным поджигом. На оф. сайте ФЕБ пока про этот аппарат ничего нет. По информации: серийного производства пока нет, срок исполнения "под заказ" две недели. У ФЕБа аппараты неплохие, но в последнее время много претензий к качеству.
-
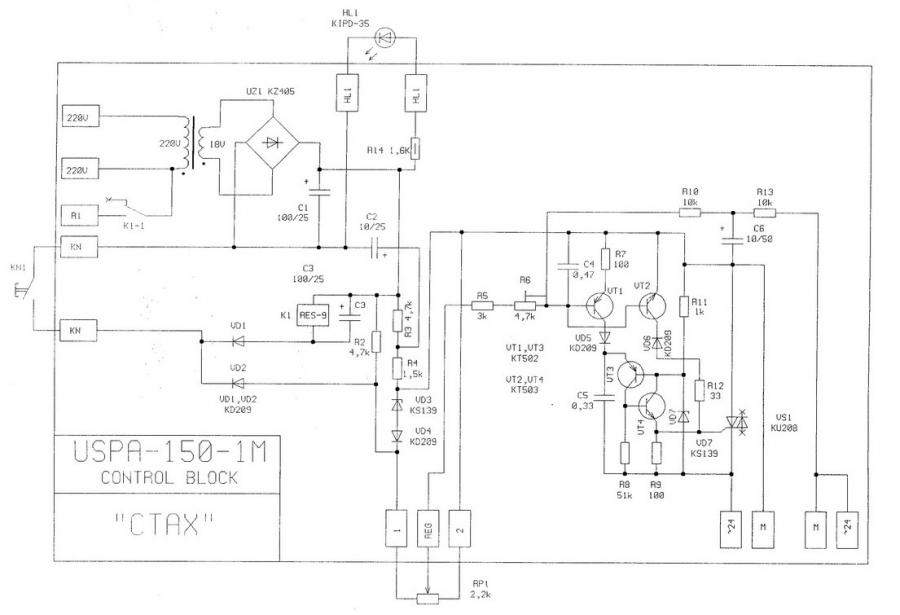
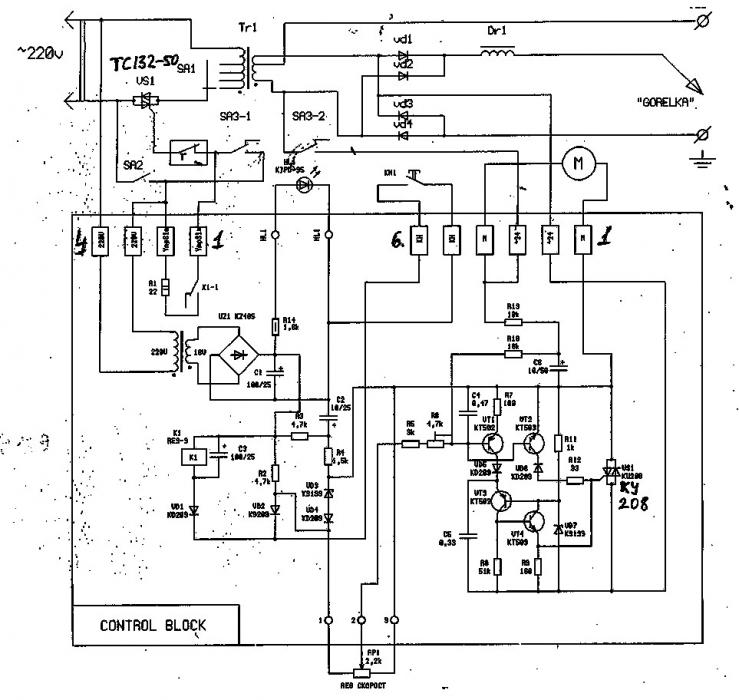
Вау! Эти динозавры ещё есть? Такие платы управления применялись ещё в 90-х годах. Даже не знаю, сохранилась ли схема? Попробую поискать в старом ноутбуке.
-
А я тебе всегда говорил, что ты весьма неплохой сварщик. А вот эксперт по оборудованию из тебя, как из говна пуля

(заметь, ты единственный потерпевшЫй от "барыги" avaks-a. Не странно-ли?..)
-
кто пользовал инвертор ssva-270 с регулировкой внешней ВАХ, раскажите плиз, а то чёто отзывов не найду. И ещё вопросик: если оно того стоит, где можно купить в России? <...> есть у меня подавалка добротная, лежит без дела и инвертор ММА умер, вот и хочу совместить <...> Ищу в России, пока безрезультатно.
Пользуют и отзывы есть на профильных форумах

С подавалкой не всё так просто. Подающее устройство SSVA - PU разработано для работы с аппаратами SSVA. Питание подавалки от сварочной дуги. Если в Вашем подающем есть свой источник питания, то задача по совмещению упрощается. Если нет, то надо прикупить и установить источник питания соответствующей мощности (чтобы потянул моторчик протяга). Если сами не обладаете знаниями, то лучше привлечь спеца, хотя сложного там ничего нет.
Странно, Яндекс находит http://yandex.ru/yan... в россии&lr=39 http://yandex.ru/yan...70 отзывы&lr=39
-
Хочу приобрести новый сварочный инвертор MIG/MAG, ни как не могу подобрать подходящую модель. Нужен на 220В, с чувствительностью 250-10А, возможность работы с вольфрамовым электродом(слышал что существуют MIG/MAG/TIG), но как таковых моделей не нашёл...
Давайте сначала определимся с напряжением и максимальным сварочным током. 220 Вольт и 250 Ампер это примерно 60 Ампер вытянуть из сети. У Вас есть такая розетка и сеть?
Что Вы собираетесь варить ТИГ-ом (вольфрамовым электродом)? Какие металлы? Какие толщины? Если алюминий и его сплавы, то нужен TIG AC/DC. Если сталь, нержавейку, медь, титан и его сплавы, то достаточно TIG DC. Только учтите, что ТИГ это другой уровень сварки и нужны определенные навыки. Если заниматься сваркой ТИГ всерьез и надолго, то потребуются немалые вложения. Если просто посверкать, типа "ну, что было", то достаточно инвертора ММА/ТИГ (ТИГ/ММА) постоянного тока.
Полуавтоматов с режимами ММА и ТИГ не так много, и стоят они недешево. Про EWM уже упомянули Из российских и украинских доступны Форсаж (ГРПЗ), SSVA-180P (с контактным поджигом), SSVA-180P TIG (с осциллятором), линейка аппаратов "Контур". Питерский ФЕБ вроде запустил в производство новую модель Норма-205 МП, но есть ли там функция ТИГ пока не знаю. Это всё аппараты DC (постоянного тока), без возможности сварки алюминия.
-
1
-
-
Я за этими самопалами давно наблюдаю, и нет там 270А. Очередной развод.
Гена, не ври! Ты этот аппарат в глаза не видел

-
Поздравляю! http://s20.rimg.info/a2672a837fc6dc2f42ca6507e2b720fa.gif Здоровья малышке и маме! А папе терпения.
-
1
-
-
Хотелось бы ещё и горелочкой ТИГ побаловаться.Может кто подскажет,какую взять именно для ВУДИ или кто-то уже освоил?
Честно - не пробовал на ВУДИ-201 варить ТИГом. Тут могут быть две "засады":
1. Минимальный ток 20 А. Для ТИГа иногда надо и меньше (но у многих ток начинается от 40 А.)
2. Anti-Stick (защита от "залипания") может мешать.
Поэтому, прежде чем приобретать причиндалы для ТИГ, лучше заранее где-нибудь попробовать.
ЗЫ. Производитель не декларирует свои аппараты для сварки ТИГ.
-
1
-
-
Полпачки четверки им сжигал подряд - в защиту не ушел,
Это, к сожалению, не показатель. Мне попадались похожие экземпляры. На максимальном токе 220 А вместо заявленных на шильде 28,8 В реально около 22 В. В итоге в защиту не уходит и даже электородом 4 мм сверкает, вот только провара нормального нет.
-
1
-
-
Сказал Льву "Спасибо", думал, что про саморегуляцию длины дуги никто и не вспомнит.
За дискуссией слежу, но не хотел вступать. "Я же не настоящий сварщик" (с) анек.

Дмитров, во втором видео изменяется ток при увеличении вылета проволоки, длина дуги не изменяется. Это так, к слову.
То, что величина тока напрямую зависит от скорости подачи - это аксиома. Правильная настройка всех параметров (напряжение, скорость подачи/ток, расход защитного газа, скорость ведения сварки, длина вылета проволоки) - залог качественного шва.
При одном и том же токе (скорости подачи) при маленьком напряжении валик (шов) узкий и высокий. При большом напряжении валик широкий и низкий. (может кто-нибудь сделает видео, а то меня радикулит вторую неделю мучает, да и баллон с газом вчера другу отдал, машину варить)
Напоследок статья о саморегуляции длины дуги:
Про саморегуляцию длины дугиЭто специфическое явление именно для полуавтоматической сварки, когда плавящийся электрод (проволока) непрерывно механически подается с какой-то скоростью в зону сварки.
Суть:
При питании дуги постоянным напряжением сама устанавливается определенная длина дуги и сама собой такой поддерживается, независимо от скорости подачи, манипуляций горелкой и прочих возмущений. И если, например, отводить горелку или приближать к детали, то будет меняться только вылет проволоки, но не длина дуги (вылет — расстояние от наконечника горелки, откуда выходит проволока, до ее плавящегося конца, где горит дуга).
При этом в системе источник — дуга устанавливается равновесие из условия скорость подачи проволоки равна скорости ее плавления.
Происходит это так. Пусть по какой-то причине чуть увеличилась длина дуги. Это тут же вызовет рост напряжения на ней. А поскольку внешняя характеристика источника жесткая, то из-за этого сразу уменьшается ток, а значит, снижается скорость плавления проволоки. Но скорость подачи остается прежней, она теперь больше скорости плавления, что приводит к уменьшению длины дуги, возвращая ее к равновесному состоянию.
При уменьшении длины дуги напряжение на ней наоборот уменьшается, что сразу приводит к увеличению тока и скорости плавления, она становится больше скорости подачи, что приводит к росту длины дуги, опять же возвращаясь к равенству между скоростями плавления и подачи проволоки.
Обязательным условием для саморегуляции длины дуги является постоянство напряжения, которым источник питает дугу, собственно этим напряжением и определяется, на какой своей длине «самоотрегулируется» дуга. Именно этим и вызвано известное требование к источнику питания для MAG/MIG, что он должен иметь жесткую внешнюю характеристику, т. е. он должен быть по своим свойствам как можно ближе к источнику напряжения, а не тока, как например в ММА. Отсюда же следует, что любая нестабильность выходного напряжения источника (просадки под нагрузкой, скачки из-за колебаний сети и т. п. ) тут же «аукнется» на длине дуги с пагубными последствиями для процесса и результата сварки.
В полуавтоматической сварке без выполнения условий для саморегуляции дуги невозможно получение качественного процесса.
-
7
-
-
@Kost_Ric, а Вы в Украине что-ли?
-
@Kost_Ric, вот статья про трансформаторные и инверторные ПА (статья не моя, поэтому обвинения в рекламе мною не принимаются
)ПА: инверторный vs трансформаторныйЕсть много моделей обычных трансформаторных полуавтоматов с питанием от однофазной сети. Несмотря на разнообразие названий, все они устроены примерно одинаково: силовой трансформатор — выпрямитель — дроссель. Никаких систем автоматического регулирования и стабилизации напряжения в них нет, а для изменения выходного напряжения на первичной обмотке трансформатора сделаны отводы, которые коммутируются переключателем.
Благодаря примитивности устройства у этих полуавтоматов предельно простая конструкция и минимальная цена (обычно примерно от 9 до 15 тыс. руб. ), но такая простота имеет серьезные недостатки:
- На выходе такого полуавтомата не постоянное, а пульсирующее напряжение с величиной пульсаций близкой к 100% на удвоенной частоте сети 100 Гц, т. е. 100 раз в секунду оно падает почти до нуля.
- Напряжение, заданное переключателем отводов первичной обмотки, никак не стабилизировано, просаживается под нагрузкой и меняется вместе с колебаниями сетевого напряжения.
- Переключатель отводов обычно имеет всего 4-5 положений, что явно мало для точного задания напряжения. (Впрочем, пагубные последствия от п. 1 и 2 вряд ли исправили бы и 20 положений. )
Все это хорошо известно производителям таких полуавтоматов. Но эти аппараты в основном рассчитаны на применения, где требования к качеству сварки почти никакие, и на пользователей с низкой квалификацией, которые зачастую даже уверены, что полуавтомат так и должен варить, пыхая дугой, жутко брызгаясь и оглашая округу громким треском. Или на пользователей, прекрасно понимающих, что покупают, но таки покупающих из соображений «и так сойдет для такой цены». Ну а кому важно качество сварки, до недавних пор считалось, что им поможет только «взрослый» трехфазный полуавтомат, а без него можно только помечтать.
С таким положением дел все настолько свыклись, что, в общем-то, никому особо и не приходит в голову требовать от недорогого однофазного полуавтомата качества сварки не хуже, чем у трехфазного, а чтобы лучше — и подавно.
Но именно этого позволяют достигать инверторные технологии. Инверторные источники последнее время интенсивно вытесняют обычные во всех видах сварки. В сварках ММА и TIG это по сути уже произошло, но в MAG/MIG это пока коснулось в основном только дорогого профессионального оборудования.
Возможно, это вызвано тем, что именитые сварочные брэнды традиционно не очень-то интересуются сектором самого дешевого оборудования для мелких фирм и хоббийных применений, для них представляют гораздо больший промысловый интерес крупные корпоративные клиенты с высокотехнологичными производствами. А также широко распространенным за рубежом мнением, что если уж кто-то зарабатывает деньги сваркой, то даже мелкая фирма вполне может себе позволить выложить за оборудование какие-то жалкие $2000-3000, начиная от, что обычно далеко не так для постсоветского пространства.
С другой стороны сыграло свою роль то, что «научить» инверторный источник варить MAG/MIG — это весьма сложная техническая задача, для этого нужно решить ряд непростых проблем, специфических именно для этого вида сварки. И для большинства мелких производителей оборудования решение такой задачи просто не по зубам.
Именно поэтому, несмотря на кажущееся обилие предложений, в диапазоне цен до 30-35 тыс. руб. вы найдете всего лишь 4-5 моделей инверторных полуавтоматов с однофазным питанием, а по цене до 20 тыс. и того меньше.
Инверторный полуавтомат содержит систему автоматического регулирования с обратными связями, которая позволяет плавно регулировать выходное напряжение в очень широком диапазоне, причем выставленное напряжение стабилизировано и не зависит от колебаний сети и почти не просаживается под нагрузкой. Благодаря чему упомянутые выше недостатки обычных однофазных полуавтоматов в принципе отсутствуют как явление, от чего качество сварки как минимум не хуже, чем у трехфазных, а, например, по разбрызгиванию металла даже лучше.
Возможно, это касается не всех инверторных полуавтоматов. Разумеется, в погоне за удешевлением можно и инверторный «упростить до безобразия». Но, по крайней мере, такие аппараты как Контур-150, SSVA-180-P чаша сия миновала, в основном благодаря опыту и квалификации конструкторов и разработчиков.
И еще один серьезный плюс инверторных аппаратов — гораздо меньший вес. Хотя полуавтоматическая сварка не считается особо мобильным видом сварки, поэтому часто при разработке инверторных полуавтоматов не очень-то стремятся получить минимальный вес, и многие из них весят 15-20 кг, например ФЕБ Норма-200 — 18 кг, SSVA-180P - 15 кг, что для инверторного немало. Но когда нужна мобильность, инверторные технологии позволяют сделать полуавтомат и гораздо меньшего веса, например Kemppi MinarcMig Adaptive 150 — 9,4 кг. При кузовном ремонте, хотя вроде работа и на одном месте, но за смену может понадобиться изрядно потаскать аппарат вокруг кузова, что при весе трансформаторного ПА около 40 кг не очень комфортно, а длинный рукав горелки (более 3-х метров) тоже не всегда добавляет удобств.
Для аппарата типа Контура-150 небольшой вес особо важен, потому что в отличии от многих других это универсальный аппарат, и предполагается, что без горелки и проволоки его можно использовать точно так же, как и любой другой инверторный аппарат для ручной сварки штучным электродом (ММА), и его вес всего 8,5 кг вполне соответствует такому применению.
-
2
- На выходе такого полуавтомата не постоянное, а пульсирующее напряжение с величиной пульсаций близкой к 100% на удвоенной частоте сети 100 Гц, т. е. 100 раз в секунду оно падает почти до нуля.
-
моя партия выпущено 27 августа чё тоже бяка
Вряд-ли. Баг отловили в середине июля.
-
Ни чего вы не понимаете.На холяву и уксус сладкий.да и еще момент:у нас в городе не заправляют маленькие углекислотные баллоны по этому все равно надо брать большой баллон и через трубочку заправлять самому
Конечно, не понимаю. Мне есть что терять в этой жизни. Это - как езда на красный свет - пару раз проскочишь.... Только потом уксус совсем не сладкий будет

-
1
-

Отзывы о сварочных инверторах SSVA (часть 2)
в Советы в выборе
Опубликовано
Нет, не прикол. Это "безграмотность". 35% у него при +40 С. При +25 будет процентов 60.
PS. Это не в защиту "бренда", и уж тем более morgmail-а :P , а справедливости для.