

jaan
-
Постов
134 -
Зарегистрирован
-
Посещение
Тип контента
Профили
Форумы
Блоги
Загрузки
События
Сообщения, опубликованные jaan
-
-
С этим согласен полностью....
-
..это уже простите фигня...я спросил за технологию...так вот..она одна для всех..этому еще учат в ПТУ,но мало кто на это обращает внимание..к сожалению.
-
А чем же отличается технология сварки водопроводной трубы от газовой или другой..??
-
Но ведь шлак у Вас со шва осыпался после "остывания" ванны... выполнив свое предназначение .., если бы было всё иначе.. то на месте сварного шва была бы сплошная "ж.....а". Я не буду лезть в "недра" металлургических процессов происходящих при сварке,но я верю профессорам которые нам читали теорию на аттестации ... Не знаю кто и как варит трубы на других производствах ,у нас в "отрыв" не варят, можете мне тоже не верить..)))
-
Добрый вечер.Когда меняешь электрод "ванна" ведь покрыта шлаком,( а в состав покрытия электрода входят в-ва "раскисляющие ванну убирающие водород.кислород.и т.д.) который и призван защитить её от проникновения вредных в-в.. в металл шва и уберегающих её от энтих самых трещин не так ли? )).Заварите "допускной стык" и сами уже точно узнаете можно ли варить в "отрыв" под "просвет",пленка покажет "...кто и что курит в стороне..)) Без обид.С уважением.Какие ещё микро трещины, если на форуме далеко не один человек утверждают, что и в отрыв заваренные швы проходят контроль ?
А когда электрод меняете воздух и микротрещины значит в сторонке курят и не мешают ?
-
Добрый день.У вас проблема с "замком",..так понимаю из выше сказанного.Решить ее можно двумя способами 1) "срезать" 3-часовую " прихватку" и варить дальше спокойно(что многие делают) или 2)электрод "засовываешь" прямо в разделку трубы приостановившись на 2-3 сек.( звук горения электрода изменится и как произойдет сплавление кромок электрод сам "выйдет"из разделки) и вот Вам "замок" в нижней части 3 и 9 часовых "прихваток"... оговорюсь, сразу это не оч.хорошо получается,возможен "прожег". Надеюсь поможет.я обычно делаю 3 прихватки(не большие диаметры),с 6 начинаю варить,после прохода одной стороны зачищаю ,то место от куда начал варить и провариваю вторую сторону,дело то не в этом,проблема проварить,3 и 9 ч. низ прихваток
-
 2
2
-
-
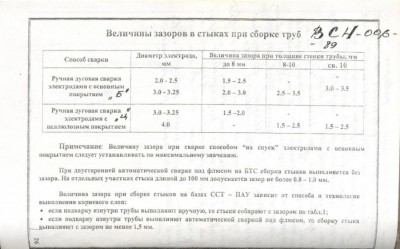
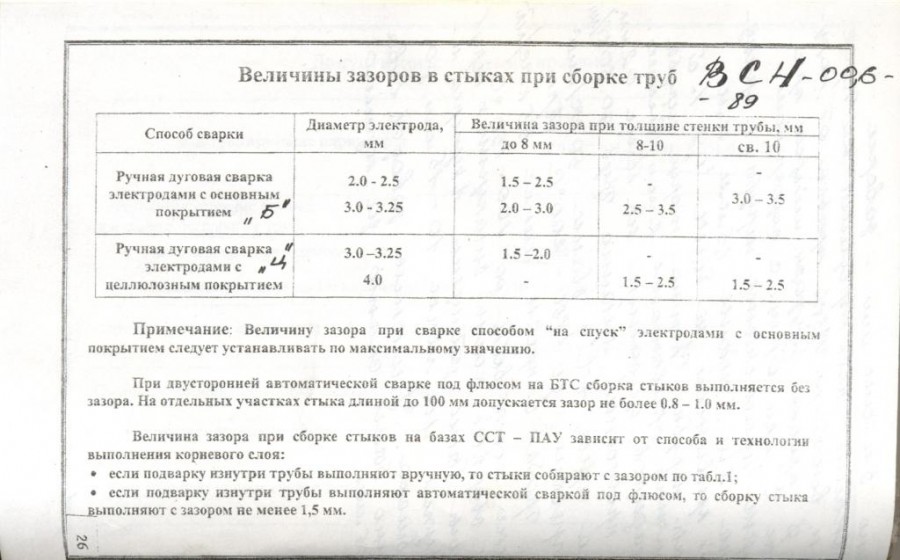
. Позвольте коллега с Вами не согласиться,это как, чем больше труба тем больше зазор??Если на тр.Ф 57 мм поставить зазор 2мм то какой тогда на "тысячной" ставить?? Страшно подумать.. Большая она или "маленькая" разница в зазоре 1 или1,5мм . ведь для этого и придумана "разделка" кромок.в 30град.tak i est !! eto standart chem bolshe tryba tem bolshe zazor ,i esho na provar vnytri trybi kotoraya bydet proveryatsya rengenom na vkrapleniya pod visokae davlenie ,lytshe varit elektrodom nee meneshe 3.25 ! potomy kak v bolshenstve slychaev rengen ne prohodit kogda varish menshimi !! da i vse polychitsya terpenie i tryd i zavarish kak polojenno !
-
3
-
-
Доброго дня. Если "обратный валик" вровень с внутренней стенкой,то это СПЛАВЛЕНИЕ КРОМОК,но ни как не "валик". Последний считается нормальным,если его усиление 1-3 мм, 5 уже брак .И" утяжина" не более 2мм хотя это тоже не везде разрешено. Прихватки не обязательно вырезать достаточно их "запиливать"(убрать "стартовые" поры),но бывает и вырезаем. С уважением.Уважаемые коллеги, а что сообствено я написал не так то. Лично я написал именно так как делаю я и как меня учили. У нас в конторе за каждым сварщиком закреплён свой сварочный и всё остальное оборудование. У меня сварочный марки Selco точно написать сейчас не смогу так как я в отпуске. Конечно может кто то может и простой Вдшкой заварить на просвет. Но к примеру когда сваривали трубы на просвет на молоко заводе труба нержавочная по технологии как вы знаете обратный валик должен быть в ровень с внутреней стенкой. Варили электродами "Бёллер" диаметр 2,5 так же делались 4 прихватки и начинали варить от отдной прихватки не доходишь до второй срезаешь её болгаркой и провариваешь до следующей прихватки. Я написал так как работают у нас и так как я делаю может кто то делает по другому.
-
Удачи!!)Ребята! Такая у нас в Сибири в г.Иркутске сварка...
 Такое ощущение, что нашему народу ваще пофиг на технологии. В фирмочках трубы варят МР-ми и считают, что это это круто т.к. шов более красивее выглядит даже у начинающих. Такое процветает даже в нашем ВодкоКанале. Вспоминая завод ИЗСЖБ можно сказать и такое - пошли к технологам и спросили: а почему ТАК??? Дык ответ был таков - варите тем, что дают и умных вопросов задавать не надо((((
Такое ощущение, что нашему народу ваще пофиг на технологии. В фирмочках трубы варят МР-ми и считают, что это это круто т.к. шов более красивее выглядит даже у начинающих. Такое процветает даже в нашем ВодкоКанале. Вспоминая завод ИЗСЖБ можно сказать и такое - пошли к технологам и спросили: а почему ТАК??? Дык ответ был таков - варите тем, что дают и умных вопросов задавать не надо((((Jaan, все дело в том, что ими варить труднее начинающим сварщикам, а не мне))) Тем более я с понедельника только ими и буду варить - смена работы в поисках большей зряплаты. Кирпичный завод свое исчерпал, капремонт кончился...

-
Доброго вечера. Если они на вертикале "текут" как вода то простите что ж делается на "потолке" ???))) Всё упирается в регулировку тока (!) УОНИИ хорошие ОСНОВНЫЕ электроды из отечественных,(производитель иногда вот только подводит), МР - совсем другой класс электродов.Вот ей Бог не помню что там еще по свойствам. Нам тогда просто чертежи раздавали с технологиями как и чем варить, а остальное все за нас решалось
Когда на пятый разряд в 2009 сдавал, то помню что че-то я еще точно знал, но память вещь такая что... Из практики по УОНИ точно запомнил что на вертикале они текут как вода  Текучие они сильно, варить ими трудней, но шов у них гораздо более крепкий чем у тех же МуРзилок!
Текучие они сильно, варить ими трудней, но шов у них гораздо более крепкий чем у тех же МуРзилок! -
Мой инвертор тоже даёт помеху на радиоприемник причём на СВ...Напряжение "мигает" только при включении его в сеть, при работе "скачков"нет.(специально включали лампочку ) Если "напруга" слабая то вообще отказывается варить.Я заметил за своим инвертором (про который ремонтировал) одну особенность . вот люблю слушать во время работы к примеру Радио Ваня . включаю Вельд и приёмник сразу теряет громкость . причём зависит от растояния до аппаратов . Второй Айкен на другой работе точно так же себя ведёт . почему ? на других инверторах такого не замечал .
-
Доброго вечера. Зачем Вам все эти замороки с конденсаторами? Сварочный инвертор не влияет на работу сетевых потребителей. Во время проведения сварочных работ, не нужно отключать телевизор, холодильник и другие бытовые приборы, поскольку при потреблении энергии отсутствует потребляемая и отдаваемая реактивная мощность.!!!Приветствую форумчан.
Если был ответ на данный вопрос, прошу дать ссылку.
Многие, наверное, сталкивались с мерцанием света при проведении сварочных работ самим или соседями.
Отдаленно слышал, что этого можно избежать, подсоединив конденсатор 100-200мкФ непосредственно перед трансформатором.Прошу просветить,
с уважением.
-
Все эти "напряги" с "болгаркой" это чтобы не держать рабочую единицу(слесаря) и такое встречается уже довольно часто.. А что.... сварщик-слесарь!..Не так давно видел объявление требуется (!) токарь-сварщик...! хоть стой ,хоть падай..
-
2
-
-
Если Вы работаете в паре со слесарем(звено) то слесарь и работает "болгаркой" ...но сварному иногда тоже приходится брать её в руки ..не без этого.А так это инструмент слесаря(монтажника.) у вас то есть "держак")))Безспорно болгарка, неоценимый помощник для сварщика. Но кто должен сней работать?
Начальство - "... ты сващик,обязан работать болгаркой."
Я - " ... это работа слесаря."
Кто прав ?
-
Возможно всё же брак самой трубы...17 из 17...что-то уж с лишком...
-
Перед "замком" меняю электрод..хотя надеешься что хватит..но не всегда угадываешь...если не уверен в "замке", то слесарь его вырежет ))) "джойстик" (пульт) всегда в руке...без него ни как...На помощь в борьбе с потенциальным браком приходит пульт, либо монтажник
 которому приходится кричать в процессе, чтобы добавлял ток на замках. На одном токе вероятность появления пор в замке выше и приходится делать заходы болгаркой более тщательней, чем с пультом. Вспомнился закон подлости потенциального брака-когда не хватает одного сантиметрика электрода чтобы сделать замок в корне. Потом приходится пропиливать этот участок и делать уже 2 замка
которому приходится кричать в процессе, чтобы добавлял ток на замках. На одном токе вероятность появления пор в замке выше и приходится делать заходы болгаркой более тщательней, чем с пультом. Вспомнился закон подлости потенциального брака-когда не хватает одного сантиметрика электрода чтобы сделать замок в корне. Потом приходится пропиливать этот участок и делать уже 2 замка -
День добрый.За "замки " я к тому что они есть потенциальный брак,чем их меньше тем лучше..вот я за что. А что касаемо норм это важно при аттестации,(возможно у Вас по другому) ,вот и приходится иногда позаморачиваться..С уважением.@jaan, доброго времени суток,порой госты снипы и рд противоречат друг другу, сварным как бы заморачиваться и не нужно на этом, так как есть технологическая карта в которой все указано. Когда в первый раз попал на четырехсотую в т.к. было указано о сварке 60% корня шва в центраторе, тоесть корень варили между роликами либо между прижимными частями (если центратор двух секционный), это сводит к минимуму возникновения смещения или эллипсности. На количестве замков сварка в центраторе как бы не отражается-электрод от ролика до ролика(или прижимной частью), затем по электроду в каждый промежуток, после снятия. Также делали и на 325й и 273й
-
Пользуюсь маской Jacson (не Китай) Нареканий нет,удобная.легкая.Исправно работает при -25С,(хотя производителем заявленно -5С )

-
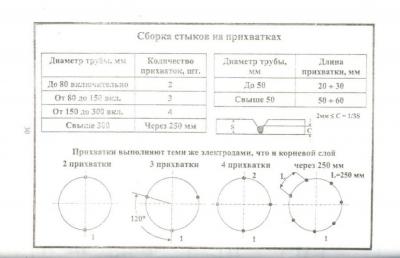
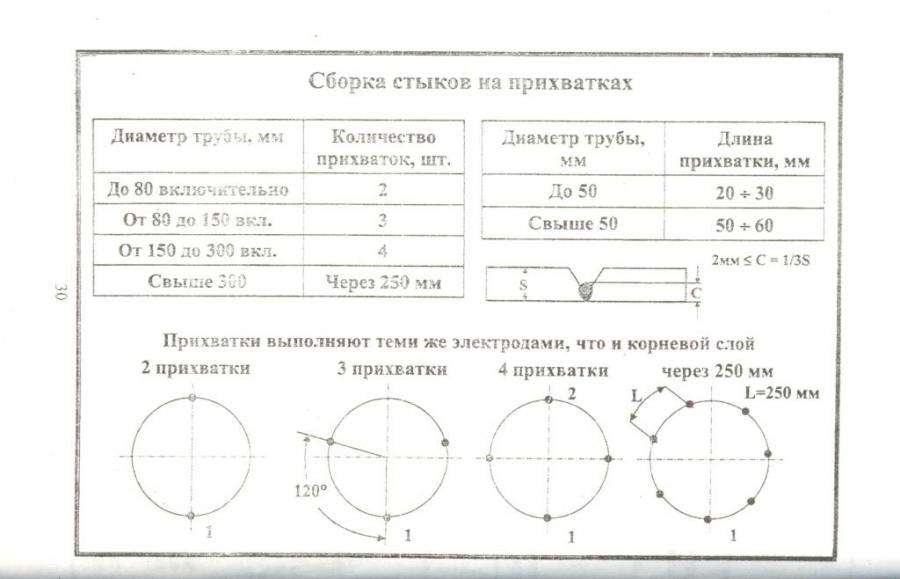
Добого дня.Количество " прихваток" в ГО и НГДО разное т.к. СНиП и ВСН немного разные.Что проходит в ГО не проходит на " нефтянке" На 530-й ставил четыре прихватки две с боков ,в "зените" и на"потолке"..меньше "замков" оно как то лучше..) На таблице данные по ГО. Может кому и пригодится.
Прихватки ГО.
-
1
-
-
Спешишь, отсюда и проблемы. "Дугу" не растягивай и всё будет нормально,тем более у тебя инвертор,и есть возможность плавной регулировки тока,а это главное условие в РД.Счас варю мангал, и у меня возникли трудности при сварке горизонтального таврового соединения, получаеться редко, в основном шов раздваивается либо срёт по одной из сторон, повернул мангал что бы варить в "лодочку" эффект тот же, хотя иногда получаеться (электроды elgrand 200р за пачку 2.5 мм, зажигаються.
-
вот сегодня столкнулся с одной проблемой. раньше была у нас труба квадратная сотка (100 мм), увы она кончилась. пришлось варить из двух швеллеров, для канты ванны. так вот проблема возникла при сварке. варил переменном токе ( в наличие больше нету), электродами ОЗС -18 d-3 мм шов делал по 5 см. варил через 20 см, на обратной стороне делал аналогично ( два шва на одной стороне, поворот швеллера и другие два шва, и опять повтор) . Так вот при сварке на обратной стороне услышал такой звонкий стук, шов лопнул (варил для интереса, 8 швов, из них лопнули 5). Пришлось варить МР- 3с d-4 (пришлось делать зачистка шва) мэрэвские швы не лопнули, вопрос что не так я делал?.
в МК не спец ,но мне тоже случалось такое варить ,прихватки делал в "шахматном" порядке ни чего не лопалось,электроды "рутил"АНО-21.
-
Я тоже пробовал так, одну сторону 76-ой почти доверху и прожег...
А диаметр электрода 2 или 2,5 ?
Я 3-кой пробовать задолбался, хотя знаю, что можно...
Получается, что при уходе вперед подогреваю металл, и к верху уже фатит(доигрался). Это значит, что току чуть меньше и еще быстрее надо, я правильно понял?
И еще, основная моя проблема - негде калить электроды (пенал просто подогревает, и тот забрали). Слышал резаком можно. А на каком пламени и как долго?
Под контроль трубы не варил, есть желание научиться, скоро пойду накс штурмовать)
Добрый вечер.электрод ф3 для 76-трубы слишком большой,даже для "облицовки"не говоря уже о "корне ,".2-2,5,самое то.При сварке трубы ток на каждом участке шва разный..!
-
Всем привет.Хочу узнать,что означает "100% фаска" на трубе, мне объяснили ,что "надо сточить трубу на всю толщину трубы", интересно ,это как???
сорри за вопрос,если кому-то покажется нелепым.
Выше на рисунке показана ФАСКА,это она и есть.Труба торцуется под нужным углом(30*)обычным резаком или "Орбитой" и получается ФАСКА.Можно и "болгарином" сделать, но это смотря какой диаметр и "стенка".
-
Эти разговоры ни о чем, так из пустого в порожнее переливаете! Что в нефтегазовой варят безотрывно это и в нормативной документации прописано "В процессе сварки необходимо как можно реже обрывать дугу. Перед гашением дуги сварщик должен заполнить кратер путем постепенного отвода электрода и вывода дуги назад на 10-15мм на только что наложенный шов"(РД 01-001-06). В сантехнике совсем другая тема и условия. Вы-бы, Уважаемые спецы, лучше-бы поделились, здесь, своим опытом сварки корня. Ваши советы, мне лично, будут очень интересны. А бесполезный спор отрывно или безотрывно никакой пользы не дает, а только ссоры, обиды, зависти и т.д.
При сварке "корня"большую роль играет подготовка кромок трубы (зачистка от ржавчины с наружи и внутри)угол разделки 30 градусов и "притупление" кромок до 2-2.5мм.(в противном случае если кромки не притуплены будете просто жечь их и все) Зазор 2.5-3мм.Электроды 2, 2.5, 2.6(смотря какая"стенка")Подбор тока...тут уж сугубо индивидуально(меньше "зазор" больше ток и наооборот).Ну и особое внимание на "замки"(обычно брак там, не ленитесь "запиливать" после окончания электрода шов УШМ) после сварки "проточите" шов УШМ и Вы увидите что наварили.
-
2
-
Какая разница между сваркой трубы с отрывом и без?
в Сварка в сантехнике
Опубликовано