ARGONIUS
-
Постов
2 788 -
Зарегистрирован
-
Посещение
-
Победитель дней
35
Тип контента
Профили
Форумы
Блоги
Загрузки
События
Весь контент ARGONIUS
-
Классный шов, Макс.
-
И я присоединяюсь! Наконец то добрались и до меня мои линзы...Теперь новый гемор-колечки из фторопласта точить, стандартные не подходят.
-
DeSado, Ето не оно ето? Там в самой теме про какие то алюминиевые шины немножко пишут. Второй и девятый пост. Если не оно- извиняйте. http://www.chipmaker.ru/topic/69090/page__view__findpost__p__985351__fromsearch__1
-
copich, я вообще то не о личных экспериментах.. У меня тоже знакомый из Д15 столик сварил присадкой 4043 и не жалуется.. какие нагрузки только этот шов выдержит-не ведаю.. Я думал появились регламентированная и научно обоснованная технология сварки дюралей. С какими то особыми присадками и режимами, дающими гарантированно качественный шов.
-
Родился и вырос в Северной Осетии. Живу в Нижнем Новгороде.
-
я либо что то похожее, либо то же самое на ЧИПе видел.. Там Сахалинский Кот кажется эту проблему разжевал.
-
Лепило, Надо Вам "сарафанное радио" задействовать, можно свою дражайшую половину попросить Вас пропиарить у соседок, и пару соседских ковшиков-половников заварить для раскрутки бесплатно... Бабы свои любимые кастрюльки-мастрюльки и прочий кухонный хлам иначе чем мы воспринимают...я сам не раз удивлялся.. Ну, скажем треснул любимый алюминиевый стакан для свежевыжатых соков.. да купи ты новый! Нет, ей надо именно этот заварить, а то что цена ремонта немного дешевле стоимости нового ( чашки-плошки-ковшика-кастрюльки) не волнует Если ещё делать ДЕМОНСТРАТИВНО-копеечные скидки..да ещё что то ИЗРЕДКА делать бесплатно.. ну в общем постоянный контингент с мелкими но довольно выгодными заказами Вам обеспечен. Из минусов-приходится слушать их болтовню о сложной беременности любимой кошечки, и про оценки внучки, пьянку мужа, итд.. Как говорил Остап Бендер, работа денежная, но противная П. С: сам от такой работы шарахаюсь (не люблю слушать про беременность любимой кошечки), но раз Вы спросили, а я знаю, то не промолчал. Ещё один плюс что на рекламу тратиться не надо: тётки сами распространят... про мастера-золотые руки, да ещё вежливый и внимательный такой (по секрету: последняя составляющая им важнее мастерства ) Если же с умным видом и страшными терминами рассказать им как непрост процесс приварки отлетевшей ручки любимой формочки для печенья тысячу восемьсот...затёртого года выпуска..то цену можно заломить самую нереальную. Но думаю от этого нормального мужика просто блевать потянет.
-
простите, не затруднит уточнить, или дать ссылку, какие марки дюрали варятся и какой присадок при этом используется? В общем если не затруднит-поподробней. Для меня ФУНКЦИОНАЛЬНЫЙ, ПОЛНОЦЕННЫЙ ШОВ на дюрали- это нонсенс , если честно. Хотелось бы расширить свой кругозор. Про условно и плохосвариваемые дюрали я слышал. Интересует качественный и полноценный шов.
-
Насколько я знаю дюраль не варится, либо варится очень плохо, функциональный сварной шов на дюрали я не видел. Её обычно клепают. Если вы спрашиваете про силумин или АМГ, то везде по -разному. Примерно от 50-80р. за 1см шва. Но может быть и больше, в зависимости от сложности случая, или наоборот дешевле если швы очень длинные.
-
Просто подольше греть несильным пламенем не получится? Тогда олово как вариант.
-
мне кажется это кардинально разные понятия... Замечательное в смысле практического применения определение. Очень толково и доходчиво.
-
Тоха, я вообще не заморачиваюсь с градусами. До тёмновишнёвого обычно грею чугун- это уж точно больше двухсот. С чугуном мне кажется чем сильнее прогрев-тем лучше.Попробуйте найти материал с известной точкой плавления, если уж так важны градусы, не помню правда что у нас там при двухстах плавится...
-
Max77, А послегаз какой ставишь? На сопле номер 6 к примеру и расходе аргона 6-7л/мин, я обычно меньше 8-9 секунд не ставлю. И дугу стараюсь держать покороче, на минимальнои вылете электрода, и дуга и вылет миллиметра по 2. С коэффицентом участия на импульсе у тебя как? Может поставил слишком большой и просто пережигаешь металл? На нержавейке я его стараюсь больше 12% не ставить... Также если нет уплотнительной резинки между колпачком и корпусом горелки-плохо дело. Во всяком случае на моей горелке. У меня ТБИ-шная горелка, вот такая:

-
не знаю, выкладывал ли кто здесь... мож кому пригодится... (к фирме под табличкой отношения не имею!)
-
На "ЧИПе" выдвигалось предположение что если неизвестен химсостав свариваемого ал-сплава можно скрутить присадки 4043 и 5356 и варить такой скруткой. Кто нибудь так пробовал делать? Мнения и предположения есть?
-
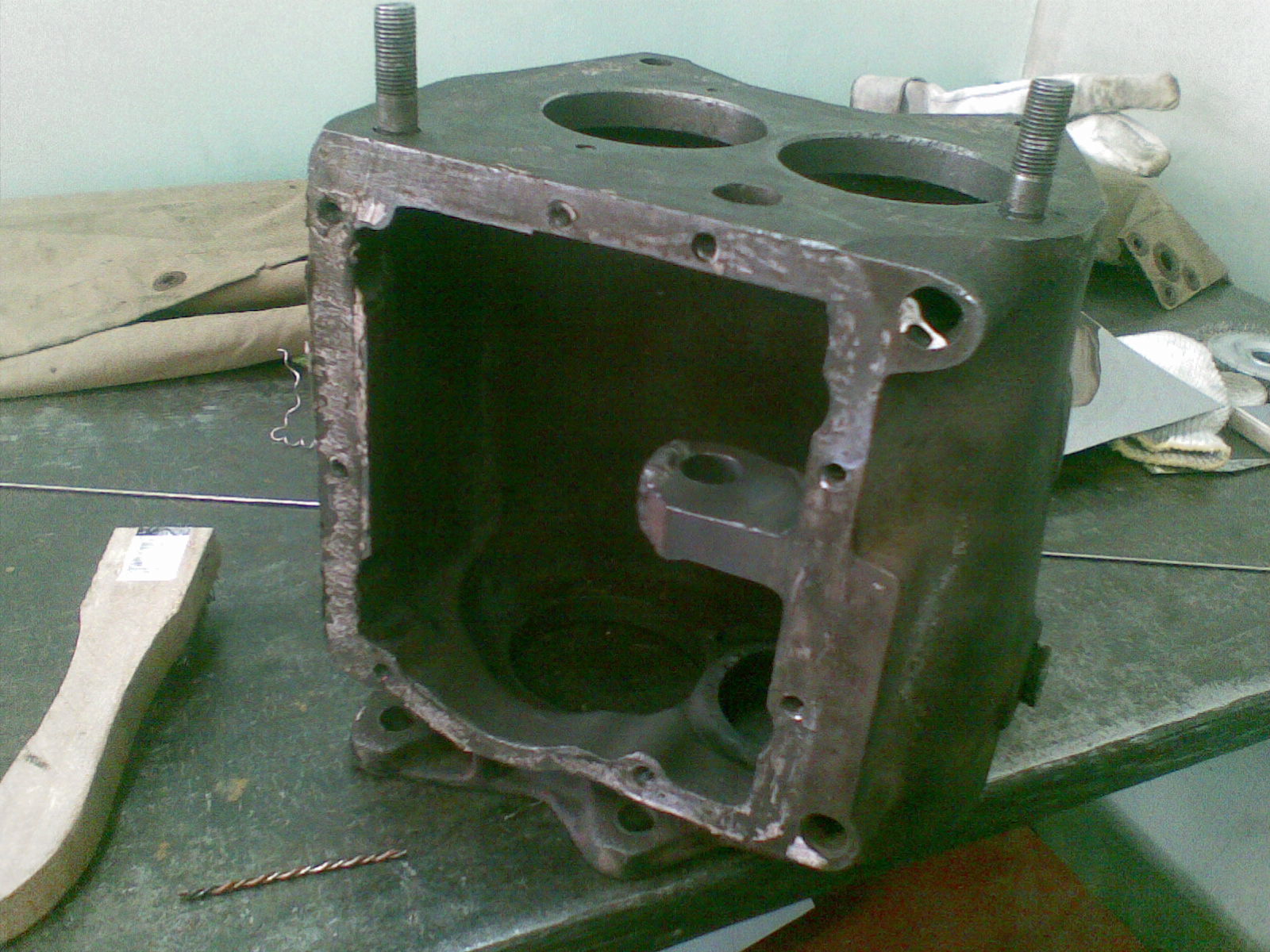
Коробка УАЗика. Сварка ТИГ. Импульсный режим 1гц,, ток базовый-15 А, пиковый 78 А, коэфф участия 50%. Аргон 9 л/мин, электрод 2,4 мм (в иглу), сопло номер 6, послегаз 5 сек. Разделка сквозная U-образная с закруглением всех острых граней.Подогрев до вишнёвокрасного цвета пропановокислородной горелкой. Быстрая зачистка ручной щёткой. Проварка корня и 2/3 толщины шва пройдены 1мм нихромом. Проковка шва."Заливка" поверхности и наплавленный валик- скрутка из 1мм нержавеющей проволоки для полуавтомата и 1мм медного эл провода. Проковка. Прогрев после сварки околошовных зон до вишнёвокрасного цвета, медленное остужание в минвате. ИМХО-результат в лучшем случае на троечку.
-
а также изводить от переточек вольфрам, и отскребать от нагара и брызг керамические сопла... ничего плохого про ТИГ- сварку чугуна сказать не могу... А хорошего ещё меньше. Удачи в начинаниях, в принципе за отсутствием электродов по чугуну или аппаратуры для ГПН, можно и ТИГом...
-
хорошо сказано.
-
Я так понимаю излишек легирующих добавок в металле шва вредить не должен. Или слишком много "хорошо"- тоже нехорошо? Просветите по данному вопросу.
-
Да, согласен если позволяют возможности монель-металл или чистый никель... А я по бедности или нержавеечную проволоку от полуавтомата с медной жилой очень плотно скручиваю, либо просто нержавеечным прутком ER 308 LSi. Думаю без подогрева, очень медленного остужания(минвата, сухой песок) ничего хорошего у вас не получится... Да, и советовал бы вам заглянуть сюда: http://www.chipmaker.ru/topic/64549/page__view__findpost__p__907483__fromsearch__1 PS: "болел" я в одно время аргонной сваркой чугуна, и сейчас по необходимости иногда занимаюсь... но в итоге разочаровался. Чувствую-нужно осваивать ММА и газопламенную наплавку. Это куда как качественнее и серьёзнее.
-
блоки от БМВ,как и все остальные -силумин. Правильно говорят, нужна присадка 4043. Если есть 4047- ещё лучше.
-
Это куда ж столько то?? Да и у меня аргонник, инвертер, а вы мне кажется говорите про полуавтомат.
-
ага. хорошо.
-
Дим, сколько такой наборчик стоит? АВН, мрачновато...
-
Как начал с TBi, так ничего другое и не легло в руку... Пробовал и китайцев и наши, и бинзелевские..шведа правда не держал в руках. лучший для меня вариант TBi-SR 18 сейчас ещё одну такую же привезут, но с водяным охлаждением.