

папаша
-
Постов
820 -
Зарегистрирован
-
Посещение
-
Победитель дней
6
Тип контента
Профили
Форумы
Блоги
Загрузки
События
Сообщения, опубликованные папаша
-
-
Собирал без зазора.С небольшим выпуском стенки ,типа присадки,для заплавки.Не могу вести шов прямо,рука автоматически начинает колебания как на ручнике.Импульс пробовал от 30 почти до 200.Примерно 30-50 получше будет.и собирать изделие под сварку без зазоров,с тщательной подгонкой. -
Вдохновился видео и попробовал из полосок нержавейки -1.0мм сварить чего то типа коробочки .Получилась такая "профильная"штука.Зачистишь швы-даже красиво)) Наверное стану сварщиком...







-
 3
3
-
-
Сварка для новичков Американкой в аргоне TIG!!!Наполнение + Облицовка,все нюансы и техника
Очень красиво.Как у него так просто получается.Тык-прихватка.И вкруговую обвел-шовчик.
-
Можно ещё посмотреть станочные поворотные столы( сам подумываю,на шихте один лежит да глаза мозолит).Привод приделать к нему не трудно.Стол сразу с т- образными пазами,можно любую оснастку крепить,а если есть комплект УСП вообще сгородить на нем что угодно можно
Вся эта станочная оснастка стоит немереных денег,как обычно.А уж УСП-отдельная ценовая категория,особенно советское издание.От сварки всему этому добру придет капец ,
Жалко.(Если ,конечно ,это не Гомель-Могилев производство-те не жалко)
-
1
-
-
закройте дверь (ворота) в гараж и подогрейте его .
Страшно))И нечем греть.Придется аппараты-баллоны в мастерскую тащить,и так места мало
.


-
5
-
-
Да и с присадкой на такой толщине не к чему крутить горелкой и только вперед равномерно и ритмично. шАРИК скорее всего вы перегрели и "взрыв - плевок" такое бывает на черном , и по сему равномерно и не каких крутящих движений . Попробуйте начать тренироваться на чем то потолще от 2 до 5мм , за одно проверите что "шарика" не будет .
Попробовал сегодня металл потолще.Полоса 50х4 мм.Зачищена,Электродов наготовил.Шарика не было.Скорее всего влезал в ванну электродом.С присадкой дело вроде идет получше,но все еще руки-крюки.Побаловался с частотой и током.Фигово,что холодно и стекло на маске приходится вытирать часто-запотевает.Результат немного обнадеживает,что не все со мной потеряно.))








-
8
-
-
Ну такой же эффект есть с присадкой?( Искры)
Пока не могу сказать, как с присадкой.В основном телом пробую.Присадку подаю лишь когда прожиг получается,а потом разгоняю.Искры происходят когда вращаю горелку в углу и перехожу на следующий виток
-
Искры как от бенгальского огня.Вольфрам оплавляется.Предгаз-0.3 постгаз1.5Искры с шарика отличаются от искр с вольфрама? Или именно вольфрам оплавляется? Сколько стоит предгаз и постгаз?А с присадкой как?С присадкой пока трудно.Капаю по мере подачи,а подача пока...тяжелая.Пальцы забыли ,когда играли на рояле))Еще и руки мерзнут-варю в гараже с открытой дверью.
-
Затачиваю электрод как иглу (хотя у Vnuka-с усилением ),начинаю варит телом.Вроде идет нормально,потом "бац" искры -шарик на конце электрода и сварка закончилась.Меняю электрод,опять ,пока острый,варит-бац-искры и шарик.Сталь черная,1.7мм.Электрод 2.4 синий китаец.Аргон от 5-7 л.Чего ему надобно?




-
Старые советские метчики,сломанные сверла,быстрореза обломки
-
3
-
-
Ну отстегнут маленько Куваеву или подарят один))
-
2
-
-
Нету в нем морского шику.
-
1
-
-
Чего то из мелкой серии-
))Шалун
Мизинец
Сверкун
Баловство или баловень
Стыкун - не путать с похожим
Масяня
-
3
-
-
Объясните ,пожалуйстано избегать жесткого контура.
-
Надо думать... На ПАНЧ денег пока нет... Ещё вариант снести все огрызки, и выточить кольцо с Т-пазом из стали, и на болты его к ВФГ.
Покупать кило ПАНЧа -это большие расходы.Еще и фиг его по кило высылают.
Я бы затарился хорошими электродами по чугуну от ЕСАБ,судя по выгрызам их нужно минимум 10-15 шт.Зачистить все УШМ и наварить.Я так делал на своих фрезерных тисах,уже 3 й год жесткие нагрузки-все нормально работает.
-
4
-
-
@ХмурыйЕнот, Выглядит лучше чем старый))

-
1
-
-
Часто ГОСТ и реалии-это разные вещи.Извиняйте,что влез.Есть требования госта,их должны соблюдать,а рассуждения-это в курилке. -
Schlosser,нет понятия «грязный»,есть так называемый технический-1 сорт.
Вот нашел интересную статейку про получение аргона
Вполне сырой аргон возможен
Обзвонил сегодня все донецкие станции-хорошего аргона нет нигде,предлагают лишь "технический" за 2000руб
-
кроме никеля,остальные-вышеТемпература плавления большинства лигирующих элементов ниже температуры плавления железа и имеют меньшую плотность,-
2
-
-
вести и держать горелку нужно так, чтобы кончик электрода был направлен вам на глаза (маску), чтобы вы видели где не сплавленный материал, куда дальше вести. Тогда будет видно и материал и перспективу дальнейшего ведения горелки и присадок, который попадает и растекается в ванне расплавленного метала. Поэтому вытаскивать электрод надо на дистанцию, когда газовое сопло на горелке лежит на изделии, а кончиком электрода вы касаетесь детали. Угол положения горелки в данном случае не должен быть меньше 45 градусов, а то слишком далеко придется вытаскивать электрод. Наверное градусов в 60, для меня более чем комфортно. Это личное и на глаз ...
Все я читаю и проникаюсь.Сахалинский кот вроде уже разжевал в своих подробных экскурсах все что можно. Уже весь ТИГовский раздел многократно прочитал и умом постиг.Но мозг не дает правильную команду рукам))Как говорил гн.А.Н.Крылов-"Теория без практики мертва..."Насчет углов я уже вроде озаботился-надо просто чтобы пнул кто то под зад в нужный момент.Ну ничего-я все равно научусь..на старости лет
-
4
-
-
-
1
-
-
@copich, С поджигом я разобрался.Уже получается нормально.
Пока не могу попасть в вылет электрода.Задвигаю как по инструкции и держу минимум 2-3 мм от металла (сопло 4 или 5)-не вижу шва.Сопло закрывает.Вытащу побольше -вижу шов,но электрод начинает плавится-ток увеличивается.Безобразие.Играюсь.Просто никогда не варил горелкой а уж ТИГом тем более.Подача присадки тоже пока ...мягко говоря ,не в дугу))
-
2
-
-
@G_Kar, Понял.Это так,для справки.
Helper= assistante -помощник-подай-принеси -пошел на...
Fitter=слесарь-чувак (dude) ,занятый токаркой ,подгонкой ,зачисткой,прихватками перед сваркой
-
2
-
-
@G_Kar, Слесарь-fitter



















Вопросы новичка по п/а сварке.
в Полуавтоматическая сварка — MIG/MAG
Опубликовано
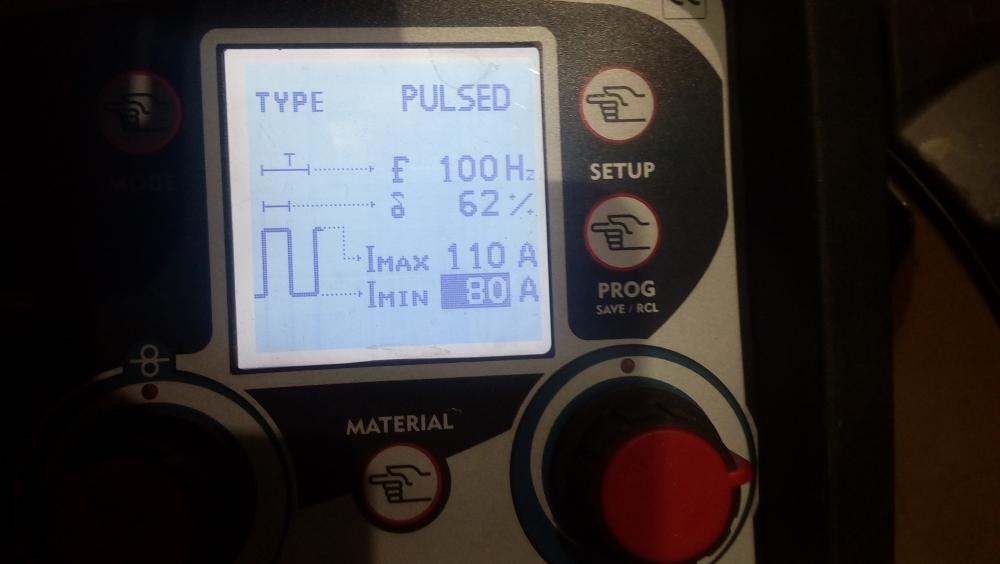
На Хелви не получится -с 20 начинается и до 200