mishchenko1978
-
Постов
3 -
Зарегистрирован
-
Посещение
Достижения mishchenko1978
")
Новичок (1/14)
0
Репутация
-
Спасибо за совет!!! Будем прижимать, поставим больше прихваток, варить короткими швами равномерно по всему объему заготовки, + низкотемпературный отпуск. Наверно нужно дать вылежаться детали недельку (на стальных конструкциях советовали 72 часа). Спасибо!
-
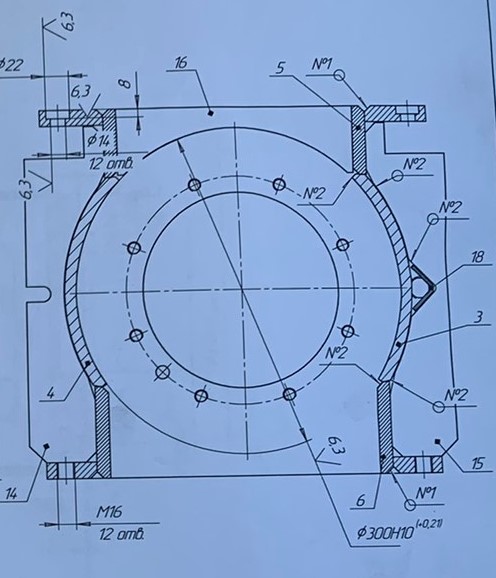
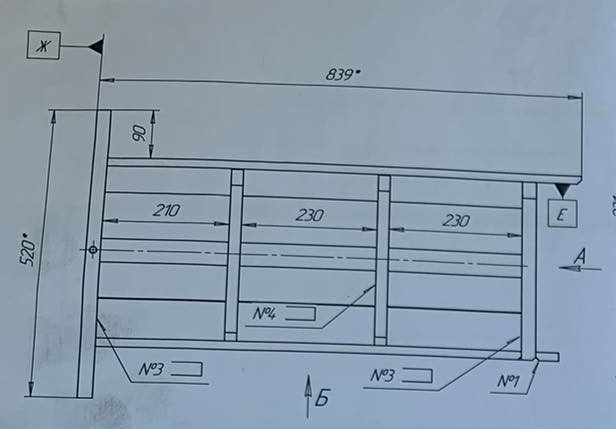
Пока только пристреливаемся. Незнаем как подойти к нему. Внутри будет производится расточка под ротор (Д300Н10) на всю длину корпуса. Припуск 2-2,5мм. на сторону. Думаю, что когда прижмем к плите для сварки, то его не особо поведет, Проблемы будут при расточке, могут внутренние напряжение вылезти в деформацию, и припуска не хватит для расточки. Советуют после сварки провести низкотемпературный отжиг, читаем справочники, какую температуру выдержать для 08Х18Н10. Директор хочет на роботе, типа КРАСИВО.
-
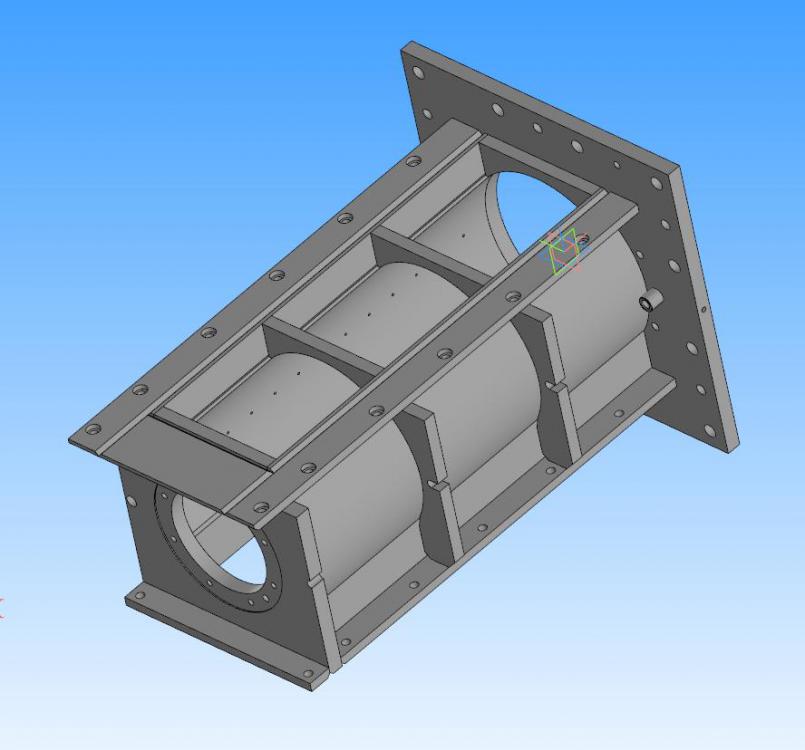
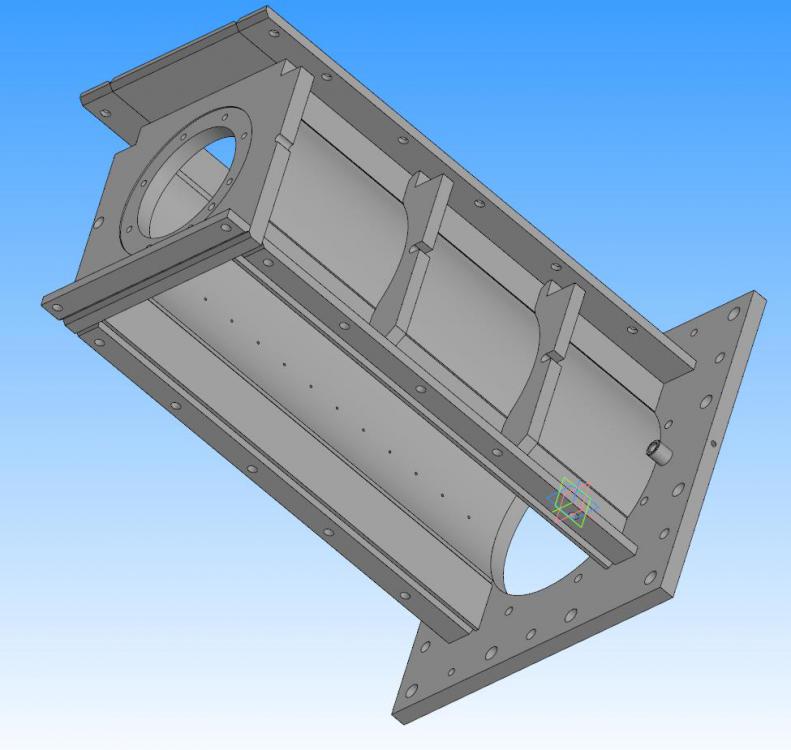
Корпус из толстой нержавейки. Деформация
mishchenko1978 опубликовал тема в Ручная дуговая сварка — ММA
Здравствуйте, Срочно нужна помощь!!! Нужно сварить корпус из Материал: 08Х18Н10 (AISI 304). Толщина матриала: 25мм, 16мм, 14мм, Проволка: SUPERMIG-308 LSi 1.2мм + Аргон 98% / 2% Сварочный источник Kemppi KempArc Pulse 350 + робот Fanuc Технолога нормального нет. Как избежать деформаций после сварки? Какие режимы использовать? Какая последовательность сварки?