crvnsk
-
Постов
62 -
Зарегистрирован
-
Посещение
Тип контента
Профили
Форумы
Блоги
Загрузки
События
Весь контент crvnsk
-
Я и не говорил, что я потом по свежему "дезинфицирую" Убираю основную грязь растворителем, потом зачистным диском, потом полировальным. Нет там растворителя уже.
-
Решил все таки проверить, все делал также, как и раньше.
-
Видимо вазелин действительно универсальное народное средство. Два часа полет нормальный

-
Спасибо, Алексей. Принял к сведению
-
Хотел у Вас попросить подсказки, как в этом случае искать упор, и на что опирать кисти? На какую плоскость опирать правую кисть с горелкой? Допустимо ли, левой рукой опираться на присадочный пруток для координации руки в момент отсутствия необходимости подачи прутка в ванну? С внешним швом понятно для правой руки с горелкой, а для левой? IMG_20191127_130240.jpg Как быть с внутренним швом? На фланце можно яишницу жарить. IMG_20191127_130249.jpg Вот мой правый локоть, про него и говорил вам. IMG_20191127_130259.jpg
-
никак не выходит, горелка и сварочник другой. Этим сварочником не получается. Опять разобрал, достал вазелин
-
Ну во всем должна быть своя разумность, так можно и всю трубу отшомполить, чтобы край заварить )) Ну если даже и есть такой кусок, его или прожечь надо (раскислить) или вырезать кусок. А вырезаю только верхнюю часть после начала появления пор, но в корень металла не ухожу. Потом беру другую горелку и спокойно прохожу этот кусок - логично?
-
Возможно, но при увеличении расхода аргона, при поднятии расхода на ротаметре, горелка не по детски шипеть начинает и ванну сдувает, пробовал расход от 10 и выше. Нет, но считается, что трасса герметичная, и расход он что в начале, что в конце линии один и тот же. На режиме 2T может и маловато, на режиме 4Т, пока осиляция пройдет, пока стартовый ток, пока выход на рабочий режим.....там уже основной поток газа идет. Вот это меня тоже смущает - с чем это связано - понять не могу. Такие разводы на металле, чернота сразу на прихватке...... Буду завтра на вентильной горелке пробовать
-
Ну нет у меня нержавейки, у меня только тот металл, который купил. Надо, значит буду искать нержавейку - еще тот квест. У меня напарник в зеркало смотрит на меня самого, жену только если попросить, или камеру на штативе поставить, а потом еще видео нарезать. Я же говорю, вел ванну, вел, присадку подавал, потом раз и бац и все. После этого электрод меняю, в другом месте пробую - все - не варит.
-
Приму к сведению, попробую ацетоном место сварки Найти фасовку не в стекле проблематично, в леруа вообще нет. Стекло последнее время не уважаю, не собирают его. Много места занимает, мусор то теперь платный. Дык это уже после "взрыва". На оригинальном фото до сварки - так нормально? http://websvarka.ru/talk/uploads/monthly_11_2019/blogentry-27393-0-19902800-1574842594.jpg http://websvarka.ru/talk/uploads/monthly_11_2019/blogentry-27393-0-90359100-1574843457_thumb.jpg Или еще чище и глубже надо?
-
О спасибо, дремелей в виде фрез мне еще не хватало ).
-
Проверял аналогично - все ок. Не могу я местами горелки поменять, надо покупать силовой разъем на sr-9 вентильную, ей дай бог уже 10 лет, чтобы в jasic воткнуть можно было Ёрш понадобился, когда срань полетела Прошу Вас указать словами, стрелочкой на месте фото, по последнему отчёту в каком месте какашки - не понимаю
-
Предгаз 1,5 секунды надуть и сбросить расширение шланга.5-7 с линзой, без линзы 7-8 дальше сдувает. По поводу растворителя - трубы простите все в масле и грязи. Я протираю их прежде чем на козлы кладу - уделаешься весь. Также как и фланцы. По поводу вазелина - замазать место соединения силовых разъемов с платой инвертора для уменьшения доступа кислорода и уменьшения окисления. Неужели мне надо ещё аудиозапись разговора с сервисом выкладывать?
-
Какой абразив на 89 трубу можете предложить? Диск или что то другое? Так недостаточно?
-
Ну слава богу хоть с цангой порядок По поводу переключить горелки не судьба, у них силовые разъемы совсем разные. А ради этого переделывать, лениво совсем. Я пробовал горелку от jasic напрямую на ротаметр подсоединять, различий не увидел
-
Ну как так то?
-
Вот объясните, как можно цангу в цангодержатель вставить не той стороной? У Сварога своя горелка, у блю своя. Полярность и там и там прямая. На электроде минус, на крокодиле +. Ротаметр, что на той и на той показывает один и тот же расход. У jasic горелка подключена через клапан, трассу смотрел, претензий внутри аппарата нет. У блю напрямую к ротаметру. Есть горелка sr-9 на блю. Ей и доваривал. По зачистке какие вопросы? Ацетон только в бутылках, в Леруа его нет, чем плох 646, обезжиривает достойно. По поводу зачистки каких мест, можно конкретно. При внутреннем шве внутри трубы? Насколько надо зачищать? Одного см не достаточно?
-
Пушка ни при чем. Не работает она, пока в помещении работы идут. Сквозняков нет, иначе я бы там дуба дал, у нас -20 по ночам. У меня нет объяснений, почему на другом аппарате все получается закончить? Мне жалко своего времени, а чужого и подавно. Сидеть, разбирать аппарат - не моя стезя. Итог - это не кипения металла с индексом КП - с этим то Вы согласны?
-
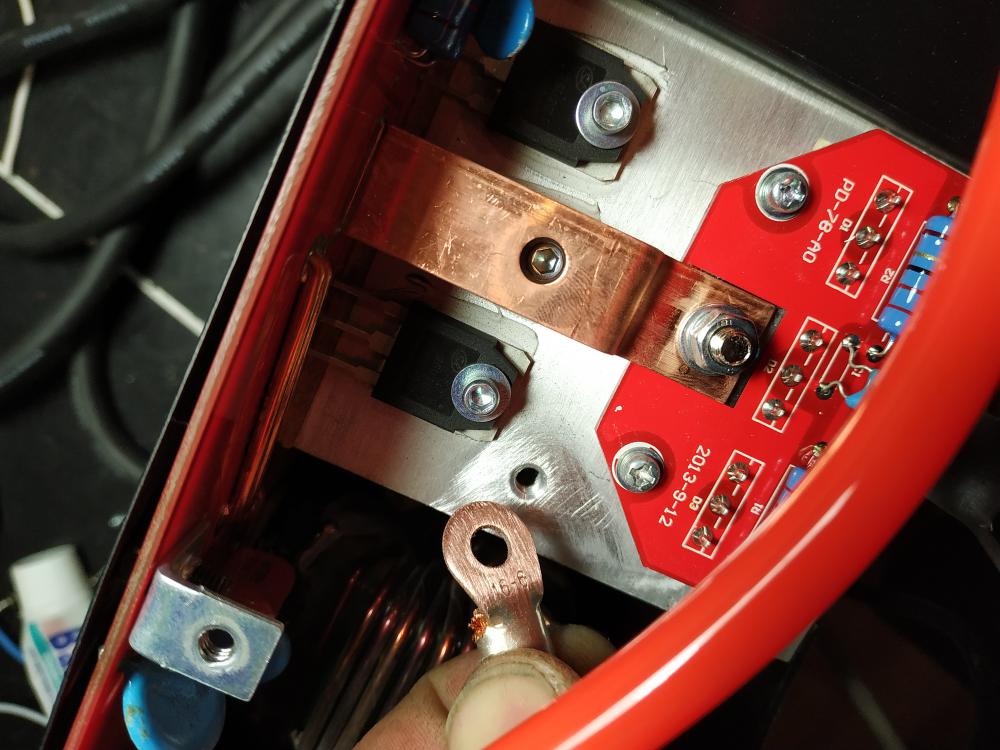
Окончательный мой результат. Нет никакого кипения металла в моем случае. Детали и процесс выполнения работ описан в отчете http://websvarka.ru/talk/blog/104/entry-354-otchet-po-voprosam-v-vetke-tig-kipenie-chernogo-meta/ Попробовал после пор и линзы, и без них, ни при чем здесь ни горелка, ни сопла. Виноват 100% аппарат со стабилизацией тока. Попробую вазелин, как посоветовали в сервисе и менеджеры по продажам, потом кардинально буду ставить вопрос о замене аппарата.
-
Отчет по вопросам в ветке TIG кипение черного металла
crvnsk опубликовал запись в блоге в crvnsk's блог
Так дело надо доводить всегда до победного или отрицательного конца - сделаю отчет, балаболом никогда не был. Начальные вводные, Апарат Сварог он же Jasic 200 Pro ММА/TIG. Две недели работал нормально, потом начались чудеса. Залез в ветку про кипение черного металла при Tig сварке http://websvarka.ru/talk/topic/1740-«kipenie»-pri-svarke-v-srede-argona/?p=403740 Читал, потому что при сварке через некоторое время начало получаться нечто невообразимое. Потратил три дня, пока выяснил, что кипение металла в моем случае ни при чем. Спасибо форумчанам, помогли в ветке. Начнем с того, где сей процесс происходит. Гаражное помещение - не утепленное, половина гаража завешана брезентовой завесой, в качестве обогревателей используется для поддержания плюсовой +1+4 градуса инфракрасные обогреватели. Для быстрого старта работа используется тепловая дизельная пушка на 20кВт для первоначального утреннего прогрева помещения, затем три четыре раза набор температуры до 10-5 градусов Цельсия. Итак - задача, обрезать и приварить TIG сваркой фланец к электросварной трубе 89*4, хлыст ~3 метра. Как и учили, берем листик, мел, отмечаем предполагаемый рез. Готовим друзей TIG сварки Думаю, пояснения тут лишние. Не хватает только щетки, я использую с деревянной ручкой, из нержавейки. Чтобы не забивать инструмент и материалы грязью, маслом, предполагаемые поверхности я сначала прохожу ветошью, смоченной в растворителе 646. Делаю первую грубую обработку поверхностей зачистным диском, снимаем где надо фаски. Затем, шлифовальным диском, зачищаем поверхности до зеркального блеска. Поскольку у меня глаз алмаз только за рулем и на дороге (плоскости я хреново отстреливаю, также как и уровни), мой удел лазерный уровень. Выставляю фланец в соответствии с горизонтальной осью. Все готово для прихватки фланца. Настраиваю аппарат. Электрод стоит 2.0, ток выставляю для прихваток 110А, режим 2Т (предгаз 1,5сек, постгаз 8сек, расход от 5 до 7 л/м). Вылет электрода и его заточка может и не фонтан, набиваю пока руку и опыт. Достаем присадочную проволоку из упаковки. Делаю первую прихватку Поскольку первый опыт соосности выставления фланцев по внешней кромке показал плохие результаты, теперь фланец выставляю по стыковочной плоскости. После корректировки одной плоскости, делаю прихватку через 180 градусов. Операцию повторяю с плоскостью на 90 градусов. Поскольку я не умею еще соблюдать возможно температурные режимы, чтобы фланец во время сварки не повело никуда, ставлю прихватки через 45 градусов. Ставлю прихватки с внутренней стороны Очень не нравятся разводы на металле, явно от высокой температуры. После прихваток и проверки соосности фланца, зачищаю щеточным диском все по кругу. Все готово к сварке фланца к трубе. Надеюсь, здесь никаких явных ошибок нет. Смотрим, что с электродом, готовим горелку. Проверяем настройки аппарата: 1. предгаз - 1,7сек 2. ток старта - 10А 3. время нарастания тока до рабочего - 1 сек 4. рабочий ток -120А 5. время спада тока - 1,5 сек 6. ток заварки кратера - 5А 7. постгаз 8 сек Прохожу первым швом, где то получается, где то есть косяки, их высматриваю. Остальные промежуточные фото доступны в хронологическом порядке в Google, больно муторно по одной выкладывать. https://photos.app.goo.gl/j64RqXJz3wX4nVqBA Смотрим, что происходит с электродом Какая то ерунда на нем появляется. Касаний в ванну не было 100% Зачищаем первый шов щеточным диском. Видим косяк. Для себя отмечаю на трубе. Прохожу вторым швом. Смотрим, что опять происходит с электродом. Ошметков становится больше. Сам шов Цвет фланца после второго шва. Зачищаем щеточным диском шов. Видим опять косяк. Заглаживаю горелкой Свариваю внутренний шов И вот тебе..... Поры. Электроду приходит привет. Вырезаю поры, зачищаю повторно внутреннюю кромку трубы и сам шов. Меняю электрод, пробую еще раз. Тут же включаю другой сварочник со своей горелкой и заканчиваю шов, коряво конечно, но герметично. Выпиливаю поры Ну и конечный "результат" В сервисе и компании поставщике оборудования посоветовали использовать вазелин. Я не шучу. ВАЗЕЛИН. Для того, чтобы контакты силовые внтури сварочника не окислялись. -
Стиль пьяного мастера Ответил в личку. На трубы и не грешу уже. Уже выяснилось все. Видимо судьба свела меня с этим форумом, слава богу остались люди с руками, с головой, знаниями и душой, готовые делиться своим опытом со страждущими. Ну и немного в оправдание. В папке фото выложено все, и промежуточные результаты, и окончательные. Пока все шло нормально, фланцы получались более менее, правда подрезка кое где проскакивала. По отводам, резка плазмой, потом зачистным диском на 2-4 см вокруг отверстия, фаска, потом лепестковым кругом до блеска полировалось. Как только начались проблемы с порами, так приходилось вырезать у отводов. Потом переваривать. В итоге, в ветку я залез, чтобы кто-нибудь не наступил на такие же грабли, с плохим контактом и гулянием тока.
-
Спасибо, доходчиво объяснили. Прямо запало в память.Нервы успокаивает очень хорошо тихое шуршание аргона, пение дуги, есть время подумать
-
Согласен с Вами полностью, я всего лишь констатировал факт.Было интересно посмотреть в лицо менеджеру, который этот аппарат продал, при этом я ему говорил, что пользуюсь blueweld 228 pro уже 8 с гаком лет. Так вот он ни разу не подводил. Только два раза продувался от пыли и все. Но это отдельная тема, видимо не в этой ветке, чтобы не разбавлять так сказать.
-
Меньше чего? Ценник совсем не копеешный.А так да Вы правы, инженерная мысль покидает маркетологов этой планеты, лишь бы был бы спрос.
-
Ответил выше по поводу аппарата. Проблема может еще существовать в стабилизации тока при хреновом контакте и цепи измерения самого тока. Визуально на тиге этого не видно, дуга стабильно горит, а вот на ММА появилось прерывание дуги - вот и закрался вопрос по поводу аппарата. Проверю изменения - отпишусь.