

Dmitry_BY
-
Постов
261 -
Зарегистрирован
-
Посещение
-
Победитель дней
3
Тип контента
Профили
Форумы
Блоги
Загрузки
События
Сообщения, опубликованные Dmitry_BY
-
-
-
Хмелион
")
-
 1
1
-
 2
2
-
-
В этом аппарате переход с больших токов на малые осуществляется при переходе с последовательного подключения обмоток на параллельное. Возможно у вас просто от времени отгорел провод. Просто посмотрите - прозвоните провода между обмотками, они могут сохранить изоляцию,но внутри будет обрыв.
Во вторник буду на заводе могу сфотать подключение у ребят есть такой
-
В 18.12.2023 в 10:30, copich сказал:
а обратный поддув не? И по верхней защите то же в целом вопрос. Толщина достаточно большая, охлаждать надо в среде защитного газа.
Поддув не вариант, в моих условиях легче покрытым электродом сварить, что в принципе при монтаже и буду делать. Приобрели мне нж-13 ф3 (жаль наш Оливер меньше диаметр не выпускает).
Бункера приехали с установкой вообще в углекислоте вареные ;))
-
Скорее всего так и есть. Стараюсь варить максимально быстро. Чтобы минимально перегревать шов, если варю медленнее, то шов черный и обратная сторона вся в "ежах".
Попробую меньше ток и медленнее идти.
-
Здравствуйте, сейчас появилась необходимость в сварке 430 и 308 стали. Так вот на 430й при сварке шва внахлёст (Н1 вроде бы) толщина металла 2 мм и ф прутка 2 мм, пруток 308й, иногда проявляется вот такой эффект

Скажите что может быть. Пока склоняюсь к недостаточно толстой присадочной проволоке. Но проверить не могу в наличии только 2 мм.
Спасибо.
-
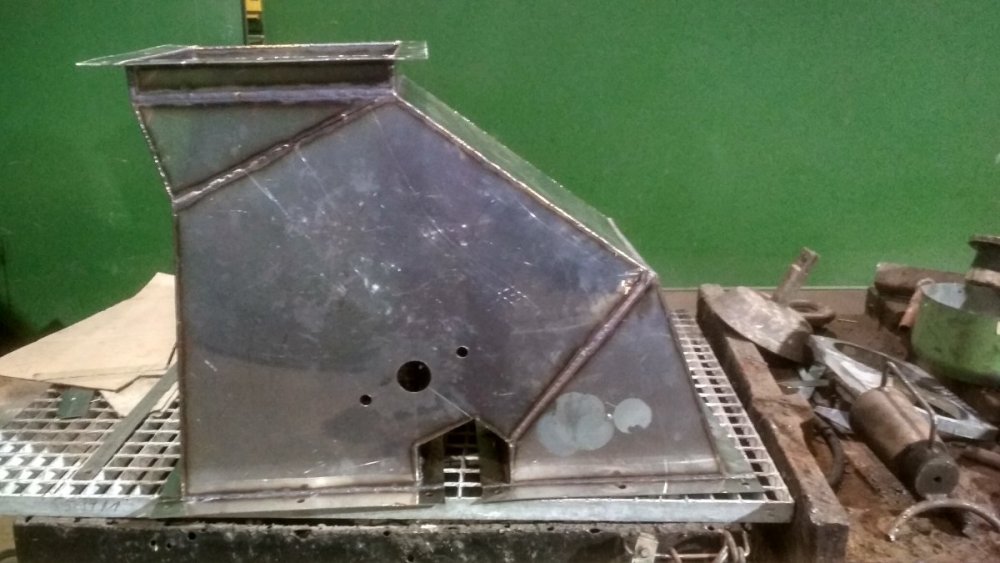
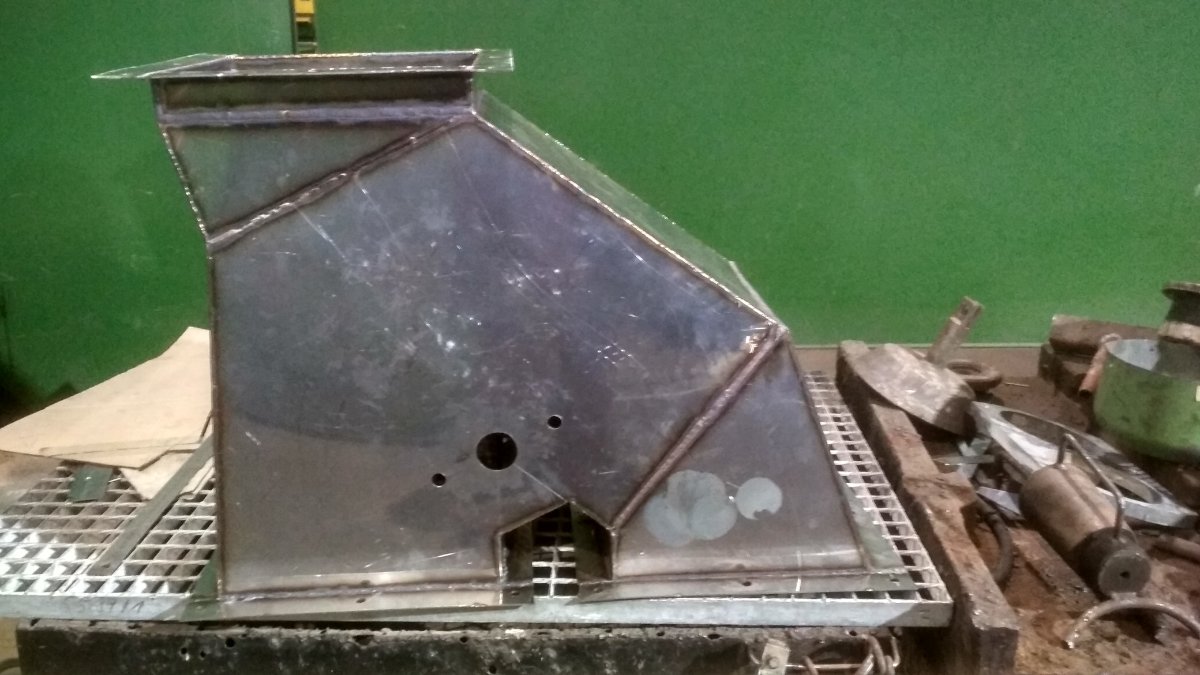
Немного сварочных и сборочных работ. Подающий конвейер и перекидной клапан.








-
1
-
3
-
-
Светлая память, хорошему человеку.
-
3
-
-
43 минуты назад, Струня сказал:
Если сварщик или слесарь имеют большой опыт работы с тем и с другим, надо шлифануть болгаркой и посмотреть на искры. Опытный слесарь сразу отличит чернягу от нержавейки. Чёрная сталь даёт яркие желтые искры широким пучком, которые на излёте могут распадаться, как бенгальский огонь. Высокохромистые стали дают тёмные искры плотным пучком и гаснут быстро.
И режется по другому, как бы тянется и остаётся заусенец, больше чем на черной.
-
Возможно капнуть каплю хлорного железа, на углеродистой стали будет темно-серое пятно.
-
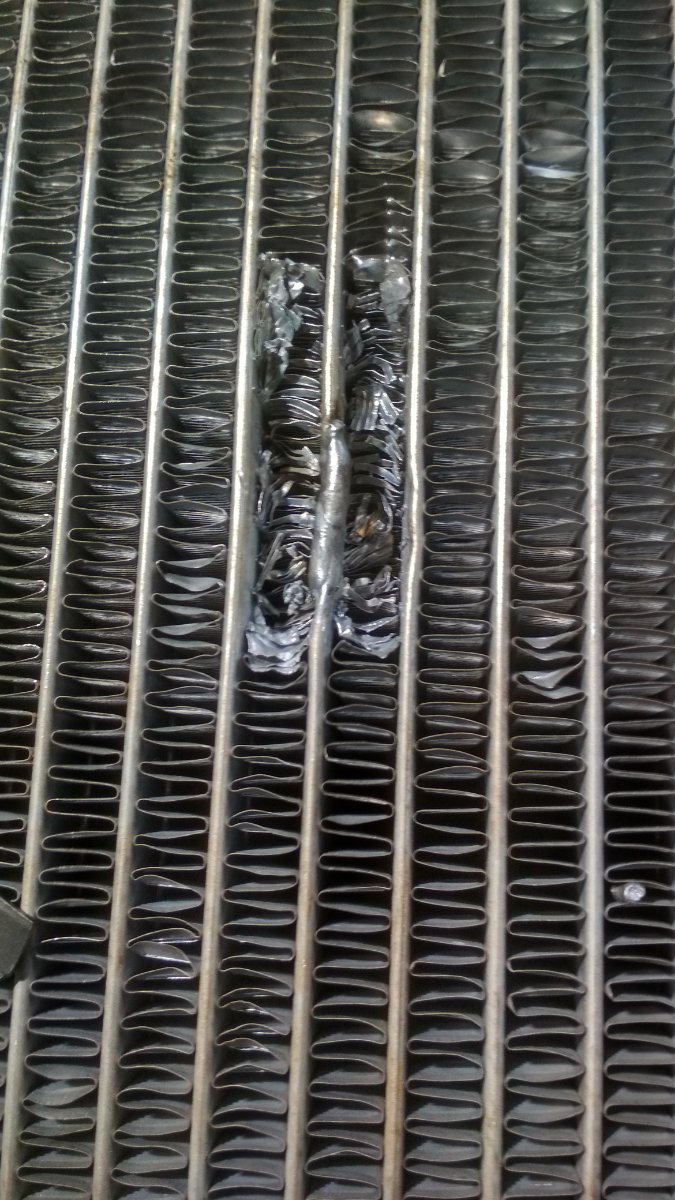
Радиатор охлаждения МТЗ, что-то случилось с муфтой виска




-
6
-
-
Butcher, скажите на капот присадок 4043? Или что-то другое. У меня 5356 могло порвать через неделю после сварки. Перешёл на 4043.
Спасибо.
-
Здравия всем.
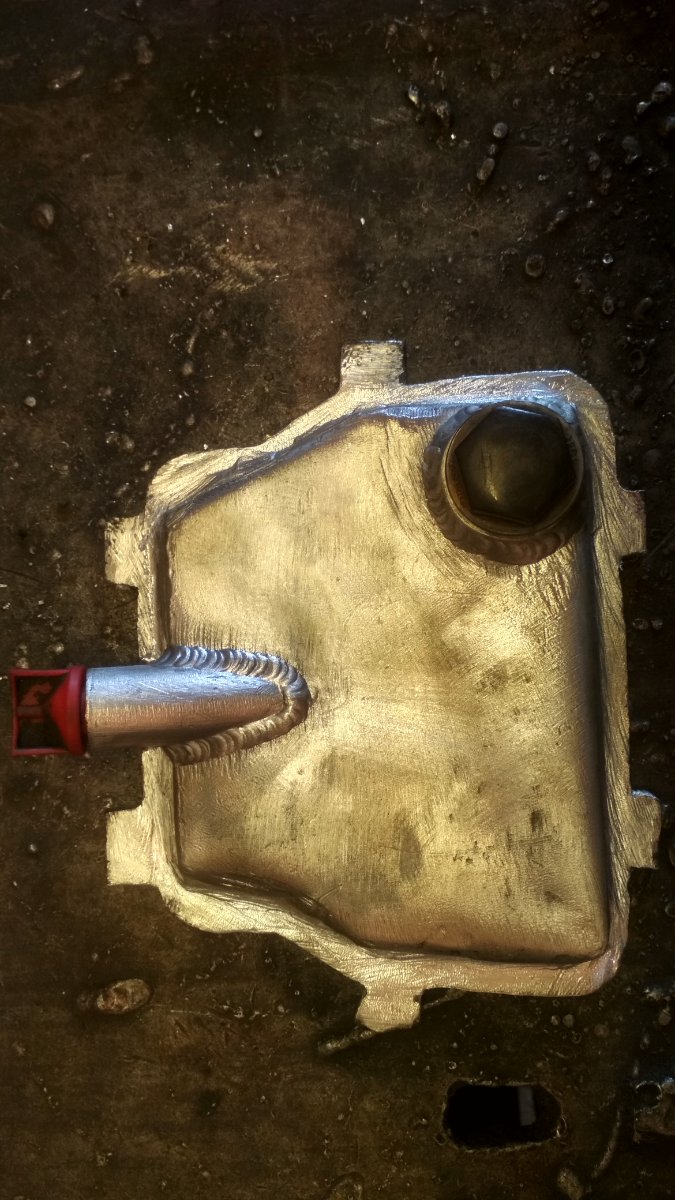
И так принес начальник поддон от компрессора, ничем не примечателен.

Уши обломаны, пару трещин. Беру присадок er4043 начинаю варить и вижу светящиюся зелёным оттенком дугу, меняю присадок на er5356 и дуга вообще привращается в изумрудную. Понимаю что поддон из магниевого сплава, но маркировки так и не нашёл. Кусачиками отламываются наплавленного, а там очень крупное зерно.

Присадок для сварки магниевых сплавов мне не купили, решено изготовить из алюминиевого сплава, отверстия будут просверлены по месту.

-
1
-
7
-
-
- Популярный пост
- Популярный пост
Очередная посылка из США.


-
2
-
13
-
Mercedes Vario
Неудачно установленный домкрат
Помогли, подлечили

-
4
-
-
Думаю, всё что к wp-26
-
13 минут назад, gonta сказал:
Да лучше бы проволокой.Электродами долго.
Не норм за 2 рабочих дня, 15 кг электродов. Правда снабжение только ф3 привезли, хотя заказывали на пробу 4ку. Сейчас лежат 5ка и для мелочи 3ка - ждут своего часа, ещё как минимум 3 колеса наплавлять. На проволоку нужна горелка водяная, воздушная, думаю не вытянет.
-
Мне такие не нашли, направлял колеса на мостовой кран озн-300, что бы не было пор каждый проход чистил болгаркой до металлического блеска, просто корд щётка не позволяла получить наплавленный металл без пор. Колесо отработало месяц в суточном режиме без видимого износа и хорошо обрабатывалось на токарном станке. Для гусянок думаю лучше подойдёт оливер-600 он твёрже и держит ударную нагрузку. А так озн-400 даёт в наплавленном металле до 12% марганца и наплавленный слой склонен к наклепу.
-
У Соляриса в инструкции к полуавтомату в таблице указано, что для порошковой проволоки ф 0,8 толщина металла от3 мм. Поэтому, как сказали выше - возьмите кислоту и проволоку сплошного сечения.
-
Этот элемент называется "волюта"
-
1
-
-
Думаю, прогрейте газовой горелкой и прихватками от центра влево-вправо с зачисткой каждой прихватки корд-щеткой проварите. Проволока 4043 и всё получится.
-
Или перебраться в тень, сделать к примеру зонт.склоняюсь к тому что засвет, со стороны затылка.
нужно что то такое

-
2
-
-
Поздравляем!
-
Спасибо, мира и здоровья всем
-
2
-

















Советы начинающему аргонщику, часть 3
в Аргонодуговая сварка — TIG
Опубликовано
Я для себя и неответственных работ использовал, почему бы и нет?