

Alina
-
Постов
109 -
Зарегистрирован
-
Посещение
-
Победитель дней
1
Тип контента
Профили
Форумы
Блоги
Загрузки
События
Сообщения, опубликованные Alina
-
-
Изготовление муфты на буровую установку




-
 5
5
-
-
Покраска рамы мотобуксировщика
Кажется, ничего необычного.
Но цвет отменный



-
5
-
-
-
4
-
-
Изготовление фланца гидронасоса
Фланец был изготовлен из двух деталей и соединен с помощью аргона.
Шлицевая была нарезана на эрозионном станке, а крепежный фланец, после изготовления заготовки, просверлен с использованием делительной головки на фрезерном станке.
Далее обе детали соединили в единое целое.
ООО "Центр Технической Помощи", г. Южно-Сахалинск.






-
5
-
-
Дробеструйная очистка автомобильного подрамника.


Порошковая покраска.

ООО "Центр Технической Помощи", г.Южно-Сахалинск.
-
6
-
-
Дробеструйная очистка и порошковая покраска дисков.


До очистки.


После


Работа выполнена. Клиент доволен.
-
5
-
-
Пайка латунной горловины медно-фосфорным припоем




-
7
-
-
-
4
-
-
Пескоструйная очистка и порошковая покраска суппортов.
Есть только фотки до и после. Во время самой работы я побоялась подходить.
Да и одежду жалко как-то)))
Надеюсь в следующий раз поборю свой страх



Вымутила еле как у нашего мастера фото "ДО"


И конечно же, конечно же... Я ухватила фотки и после очистки. А как показывает практика, это сделать довольно-таки трудно. Тем более если ты просто офисный планктон




Ну и в завершении фото после всех моих "побегушек" и соответственно, работы нашего мастера.
А самое главное качественно и быстро
Ну а по-другому и быть не должно

ООО "Центр Технической Помощи", г.Южно-Сахалинск.
-
9
-
-
Топор «Масакари»
Обратился к нам клиент с вопросом жизни и смерти, иначе как еще объяснить то, что он яро рассказывал нам о поиске этого «сокровища».
Небольшая история происхождения «топорика»
Знаменитый японский топор Масакари, полностью кован вручную, конец 19-начало 20 века. В современном японском термине «масакари» могут назвать вообще любой боевой топор. Но в период Камакура масараки – это оружие вроде датской секиры.

Таким его нашли. Даже не хочется думать, как он долго его искал и что ему это стоило.
Очистили от грязи и принесли к нам.

Была задача очистить от ржавчины. Назрел вопрос, долго ли он лежал закопанный? Но, к сожалению, это останется для всех нас загадкой.

Произвели пескоструйную очистку.
Идем приставать к сварщикам, чтобы залатать трещину. А приставать, потому что они не очень-то и привыкли заниматься этой мелкой работёнкой)

Спустя долгие уговоры, наш сварщик всё-таки взялся за это дело…
Были разделаны кромки трещины. Затем было принято решение заполнить разделку аргонодуговой сваркой.

-
8
-
-
Изготовление зубчатой конической шестерни.
Материал изготовления - сталь 40х.
Для изготовления шестерни были задействованы:Токарный, фрезерный, электроэрозионный станки, Закалка детали производилась ТВЧ.
На токарном станке была произведена предварительная обработка заготовки и передана в последующую обработку фрезерному цеху.
Затем на фрезерном станке были нарезаны зубья конической шестерни. После окончания нарезки зубьев готовую шестерню (изделие) установили на эрозионный станок для нарезки паза для шпонки.
Завершающим этапом изготовления стала закалка изделия с последующим контролем(измерением) твердости полученной детали с помощью цифрового твердомера.
После всех контрольных измерений деталь была признана годной к эксплуатации и выдана счастливому клиенту.

-
8
-
-
Изготовление вала-шестерни.
Детали изготавливались в несколько этапов.
Сначала обрабатывались на токарном станке. Затем, на фрезерном станке были просверлены крепежные отверстия. И третьим этапом на эрозионном станке нарезаны зубья, после токарных работ на фрезере прорезан шпоночный паз и нарезаны зубья шестерни.


-
7
-
-
Всем привет!

Я тут по команде босса. И вроде как начинаю познавать "мир железа"
На первом фото шкив и палец, видимо, уже совсем негоден, раз клиент к нам обратился.
На втором, работа выполнена.
Автор: Александр Клещёв (токарь)
P.S. Не судите строго, пжлст



-
7
-
-
- Популярный пост
- Популярный пост
Весна не приходит по календарю,холодный сезон пока в разгаре.Вот и к нам продолжают обращаться постоянные "зимние" клиенты.
Проблема достаточно распространенная-выходит из строя снегоуборочная техника. Одна из самых частых поломок-износ червячного колеса редуктора.
Изношенная деталь, конечно же подлежит замене. В токарно-фрезерном цехе мы изготовили новые колеса.
-
12
-
Дробеструйная очистка+порошковая покраска впускного коллектора авто
-
8
-
-
- Популярный пост
- Популярный пост
За помощью к нам обратилось одно из рыбоперерабатывающих предприятий. Требовалась срочная замена набора шестерней для закаточного станка (станок для закатки крышки консервной банки).
В результате естественного износа в течение длительного времени данные детали пришли в негодность - износились.
http://www.argon.pw/IMG_OUT/003_Frezer/small/IMG_8278.jpg
Купить новые детали невозможно, оборудование для которого они предназначены, уже не выпускается.
Нами был оперативно изготовлен полный комплект деталей для ремонта этого оборудования. Бронзовый прокат был нарезан в размер ленточной пилой, полученные заготовки обработаны на токарном станке, После чего на зуборезном станке были нарезаны зубья шестерен.Шпоночный паз был вырезан на электроэрозионном станке.
-
12
-
Как-то подозрительно вот это выглядит
Показалось?
Нет, просто невнимательность.
http://www.argon.pw/IMG_OUT/006_Svarka/small/IMG_7998.jpg
-
2
-
-
- Популярный пост
- Популярный пост
Очередной случай замены масла помог нашему клиенту вовремя обнаружить проблему и
спасти жизнь переднему редуктору своего авто. На станции замены масла была замечена
трещина на корпусе механизма. Так владелец Сузуки Гранд Витара и попал к нам.
Первым делом осматриваем зону поражения как можно тщательнее:большая трещина видна
невооруженным глазом.
Редуктор сняли, вытащили из него полуось.
http://www.argon.pw/IMG_OUT/006_Svarka/small/IMG_7926.jpg
http://www.argon.pw/IMG_OUT/006_Svarka/small/IMG_7935.jpg
Тут же обнаруживаем еще одну проблему: разорванный пыльник шруса.
http://www.argon.pw/IMG_OUT/006_Svarka/small/IMG_7951.jpg
Редуктор разобран и отмыт. Теперь степень поломки видна еще отчетливее.
Чулок практически полностью отломился от корпуса.
http://www.argon.pw/IMG_OUT/006_Svarka/small/IMG_7959.jpg
Подготавливаем деталь к сварке:делаем разделку кромок (полностью вырубаем трещину).
http://www.argon.pw/IMG_OUT/006_Svarka/small/IMG_7971.jpg
Трещину решили сварить аргоном с внутренней и внешней стороны.
http://www.argon.pw/IMG_OUT/006_Svarka/small/IMG_7981.jpg
Также, пришлось полностью заварить и одно из отверстий для болта на корпусе редуктора.
По этой зоне тоже прошлась трещина.
http://www.argon.pw/IMG_OUT/006_Svarka/small/IMG_7985.jpg
Просверлили новое отверстие глубиной 37 мм. С помощью метчиков номер 1и 2
нарезали нужную резьбу. Редуктор с корпусом уже собрали и установили на место.
Поставили новый пыльник и хомуты, набили новой смазкой шрусы.
http://www.argon.pw/IMG_OUT/006_Svarka/small/IMG_7991.jpg
http://www.argon.pw/IMG_OUT/006_Svarka/small/IMG_7998.jpg
Напоследок, проверяем ,все ли в порядке.
http://www.argon.pw/IMG_OUT/006_Svarka/small/IMG_8000.jpg
-
10
-
-
Начали сбор люльки для крана-манипулятора. Пока варим кронштейн.Работа идет полным ходом!




-
9
-
-
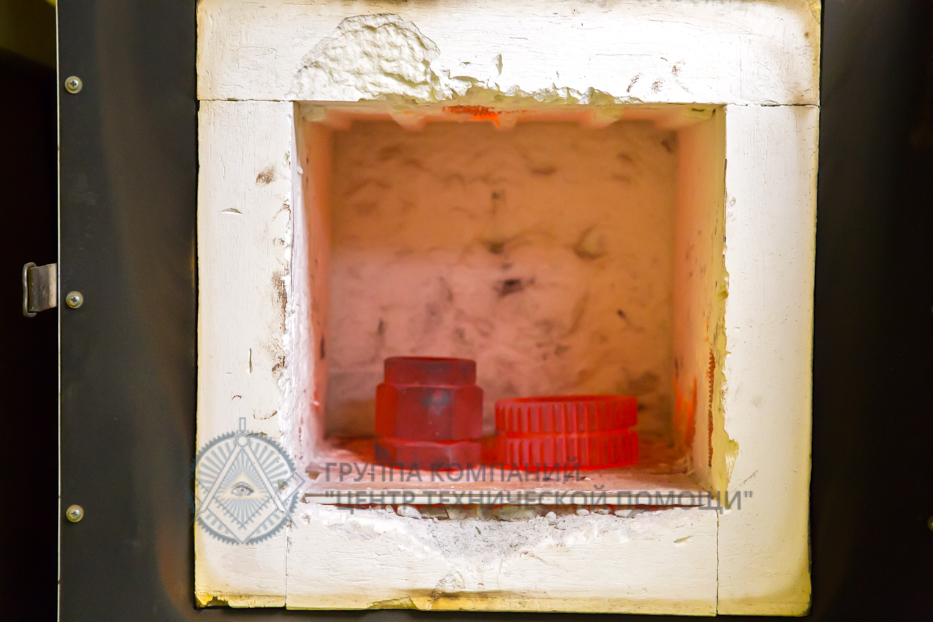
Термическая обработка металла
http://www.argon.pw/IMG_OUT/005_Tokar/term.obrabotka/small/IMG_8077.jpg
http://www.argon.pw/IMG_OUT/005_Tokar/term.obrabotka/small/IMG_8078.jpg
http://www.argon.pw/IMG_OUT/005_Tokar/term.obrabotka/small/IMG_8091.jpg
http://www.argon.pw/IMG_OUT/005_Tokar/term.obrabotka/small/IMG_8092.jpg
http://www.argon.pw/IMG_OUT/005_Tokar/term.obrabotka/small/IMG_8097.jpg
-
5
-
-
Термическая обработка металла.




-
7
-
-
Усиление отвала ратрака для горнолыжного курорта

-
6
-
























































{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
Моя Мастерская
в Наши мастерские
Опубликовано
Изготовление декоративных крышек
Материал: нержавеющая сталь, капролон.
Образец
Готовые
ООО "Центр Технической Помощи", г.Южно-Сахалинск.