Ganimed
-
Постов
690 -
Зарегистрирован
-
Посещение
-
Победитель дней
9
Тип контента
Профили
Форумы
Блоги
Загрузки
События
Весь контент Ganimed
-
Микс аднака ))
-
Можно отбить линию одним слоем наметив срез . Потом вдоль него прихватить катанку 4-6 мм и резать по ней . Так то делали
-
Можно , но замахаешься наматывать делая упор
-
Весь фокус в ширине ленты . Чем она шире тем точнее будет рез . Т.е. можно и проволокой и изолентой (условно наметить линию , но плоскости у реза не получится
-
Резали плазмой 830 мм . Сначала лист плотного широкого картона по диаметру . Зафиксировали . Потом плазмой с роликом в упор этого картона и дела в шляпе )
-
Развлекаюсь с новой цацкой ) Швеллер , толщина полки 8 мм , проволока 0.8 мм , газ СО2 . правый ещё подбор режима , левый врозь ничего так или будут другие мнения ?

-
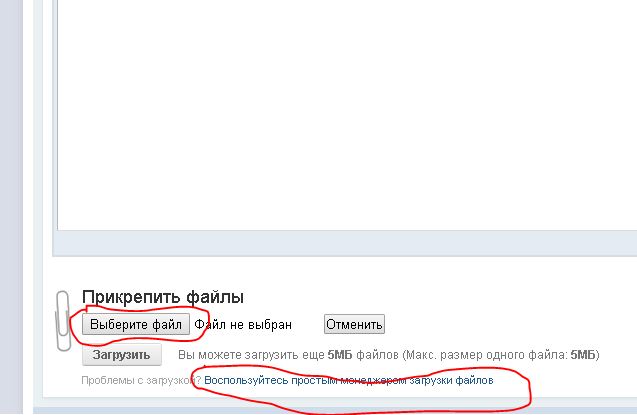
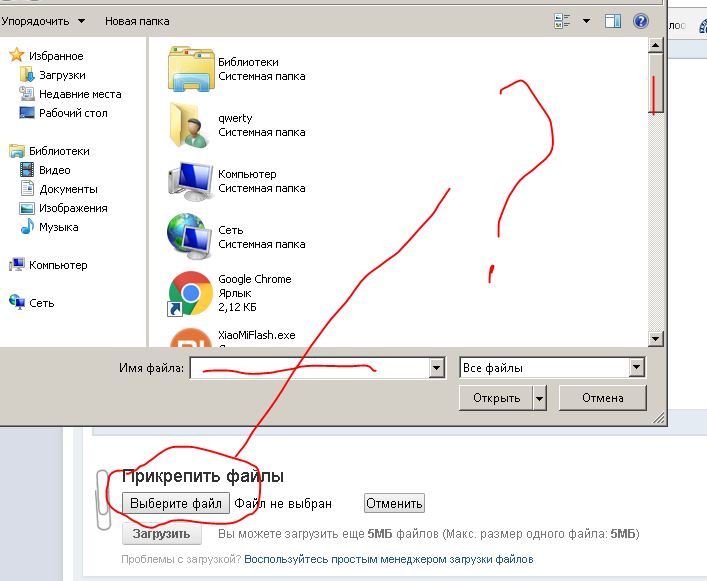
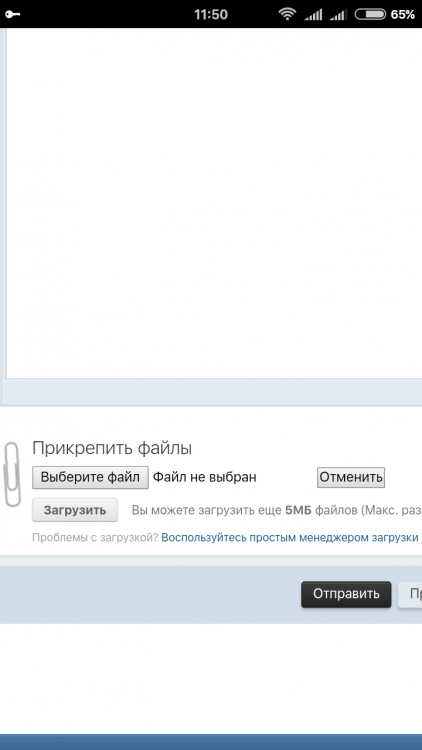
Вообщем поставил лису на ведроид ради интереса , теж Фаберже только в профиль да ещё тормознутые )) Лан , бог с ней этой пакетной загрузкой . Может хром и фтопку , но оперой тож самое и только тут )
-
ноут . WIN 7 / Crome ========================= UPD редактирую с оперы . тож самое . нет пакетной загрузки
-
Администратор и супермодератор по-моему по умолчанию в этом движке в админах со всеми правами , а модеру права назначаются как и пользователям Он супермодератор , поэтому у него этот номер прлходит
-
Пробовал по разному и через разные приложения и на вин7 тоже через шифт не даёт выбрать пачку . Переключается и расширенный режим и упрощённый , но выбрать только один файл даёт
-
Для ламерафф повторяю есть статус админа , супермодера и т.д , а есть статус пользователя . Как слышно , прием )))) Вот вы богом избранные и можете грузить пакетом , а у простых смертных это отключено в админке сайта ))
-
Возможно в админке отключена пакетная загрузка файлов для пользователей
-
Ниже пишется для загрузки оптом нужен современный браузер . Куда уже современней ? Обновлять некуда . Проверяйте в админке сайта права на загрузку админов и пользователей ) У вас кнопка : выберите файлы , а у нас выберите файл ))
-
На Андроиде и Win7 тож самое . По одному надо загружать
-
только что ради интереса на своем аппарате в ноль выкрутил форсаж и горячий старт , ток 20А , электрод ESAB 00.46 2 мм . два листа 1мм металла в стык , без зазора , без подложки . стежки по 5-7 мм с отрывом аж бегом ) другое дело где это применить на практике ) но заморачиваться с пульсом нет ни какого желания при таком раскладе )
-
Имею ПА с регулировкой индуктивности . При повышенной индуктивности и быстром нарастании тока меньше брызг потому как все происходит быстро и на поверхности сварочной ванны . При медленном нарастании тока проволока успевает проткнуть сварочную ванну , а потом уже возникает всплеск рабочего тока и металл разлетается фейерверком . На высоких режимах отчётливо виден кратер во втором случае и все заляпано вокруг брызгами . Не знаю применимо-ли это к ММА . Сори за офтоп . Но на счёт фрониуса вопрос : что Soft start у него в настройках ?)
-
Спор ни о чем , есть блага которые облегчают жизнь . Ведь мало кто щас использует дисковый телефон и переключает каналы телевизора галетником . А вот пользоваться возможностями смартфона или современного телевизора и его пультом решает каждый сам для себя и это не повод говорить , что это все фигня ) С УВ.
-
Атом I-180D , например , ручник в чистом виде с честными амперами и этими регулировками 210$ . Вроде наша Атом-сварка их поставляет в Россию
-
Я не понимаю в рублях цены ) У нас с таким набором функций и ТТХ 200-300$ , в зависимости от мощности и прочего фарша )
-
Аппарат с регулируемым форсажем и горячим стартом решит этот вопрос .
-
Для тонкого металла и ММА нужен регулируемый форсаж и горячий старт , при этом аппарат должен держать дугу на минимально возможном токе . И что значит безотрывно ?) Это какая длина шва ?) Одно дело конструкция из профильных труб 1,2-1,5 мм , другое дело два листа такой толщины и шов длинной 20-30см которые скрутит в бараний рог сплошняком . Пульс хорош на сплошном вертикале при правильном подборе , на тонком металле ничего толком не даёт или пока подберешь режим пропадет желание им варить . Имею аппарат с пульсом ) Но помимо пульса он уони 2 мм варит на токе 33-35 А . С рутилом даже не заморачиваюсь на таких сборках
-
Бусик Хендай Н100 . Несущая рама . При попытке его поднять на домкрате вминается порог и потом все сгнивает . Пришлось вырезать гнилье и сварить усиленную конструкцию из двух уголков 35 мм и зашить заново борт )
-
Вообщем после всего безобразия по желанию клиента получился бронепоезд ))
-
Археологические раскопки в бусике Хендай )))
-
Я себе сделал кисть с латунным пустотелым корпусом куда наливается электролит для локальной гальванической обработки. Подключаемся к самому аппарату. Два раза провел, протер тряпкой чистой с этилацетатом и в бой. Годится даже для чернухи. Отваривается и краска и ржавчина до голого металла