

Yuriy82
-
Постов
80 -
Зарегистрирован
-
Посещение
Тип контента
Профили
Форумы
Блоги
Загрузки
События
Сообщения, опубликованные Yuriy82
-
-
Всем привет. Начинающий аргонщик просит советов и разбора ошибок.
Итак, первая и главная
решил с этим связатьсясэкономил на баллоне.Взял 10л, вроде бы новый и с документами.
На вентиле О2, ну в общем все понятно.
Потом отдал в ближайшей заправке, ничего не сказав. Ну мне его и заправили. До 130 атмосфер.
Судя по всему одна из этих атмосфер чисто атмосферная.
Отсюда
мораль не надо торопиться.И не надо вестись на рекламу, купил редуктор АР-50, не проверив, у него стрелка расходомера вместо 0 показывает 10 литров. Варил соответственно на 20.
результаты - заточенный электрод 2.4 почти сразу чернеет и становится шарообразным. Шар матовый, электрод черный. Сопло N4, электрод спрятан полностью, горелка почти вертикально. Дуга максимально короткая.
Шов вел по пластине АМГ 8 мм, шов получается сероватый, пористый. Металлического блеска нет. В зоне действия дуги металл почти расплавляется, начинает блестеть, но сварочная ванна толком не образуется.
Пластина зачищена напильником и бормашинкой с корщеткой, обезжирена изопропилом. Электрод, цангу, сопло не обезжиривал.
Присадка 4043 2 мм толщиной рядом с дугой, миллиметрах в 5 сразу превращается в шарик и ее сдувает. Причем сдувает даже если зажечь дугу на присадке, положенной на пластину. Или упавших туда сдутых шариках присадки.
Никакого сплавления вообще.
Параметры на аппарате: предгаз 0.5, стартовый ток 15, основной ток 30, частота 50, баланс 30%, время спада 2 сек, продувка 4 сек.
На щеку дует ощутимо, причем с каким-то паскудным химически-кисловатым запахом. Горелка новая, шла с аппаратом,шланг ничем не промывал.
Горелку и весь газовый тракт проверил, заткнул сопло, выставил показометром расход 30 л и накачал в шланг газа. Через 5 минут давление сохранилось и нигде ничего не шипело, то есть как минимум сильных утечек нет.
Надо ли фото-видео или все и так понятно?
Собственно основной вопрос стоит ли дальше жечь электроды или сразу надо ехать на дегазацию-вакуумирование вместе со сменой газа?
Или может хоть в каких-то щадящих режимах, при очистке детали горячей щелочью(?), потренироваться с этим аргоном получится?
Никаких силовых швов, только декоративная наплавка?
-
кедрtig-200PN AC\DC
инфа по этому аппарату здесь https://www.chipmaker.ru/topic/203786/
и здесь http://www.alfa-industry.ru/forum/forum6/topic240/
есть и фотки, и примеры швов, и замеры мощности. Горелка поставляется в состоянии "сделай сам", очень мило.
-
Очень хочется увидеть первоисточник, где описана технология литья АМГ3.
На японском читаете? Уже полвека литье АМГ применяют, под вакуумом с продувкой расплава аргоном. По интейкам это подтверждено результатами анализа, Al-Mg-Ti.
Никакого силумина там даже близко нет,алюминиевые интейки переживают удары от которых подпрыгивают на транце на полметра вместе с 60-70 килограммовым мотором, и не крошатся пополам, как юбки поршней от ударов об выпускные окна с неснятыми фасками.
Советские ученые про это что-то тоже подозревали, но развивать технологию литья АМГ не стали, некогда им было, заняты более важными делами.
Высоколегированный магналий АМГ, содержащий до 10 % Mg, может быть рассмотрен также как высокопрочный и высококоррозионностойкий литейный сплав. Однако трудность технологии отливки и плавки вследствие большой окисляемости этого сплава при высокой температуре и худших литейных свойств делает невозможным применение его для сложного литья. [7]
Литой магналий АЛ 8 содержит 9 5 - 11 5 % Mg. Сплав обладает высокой коррозионной стойкостью, сочетающейся с прекрасными механическими свойствами, высокой прочностью и очень высокой пластичностью. Необходимо, однако, отметить, что фасонное литье этого сплава затруднительно, а поэтому его можно применять только для отливки деталей несложной конфигурации. Все сплавы типа магналия проявляют в определенных условиях склонность к межкристаллитной коррозии, особенно при работе деталей под напряжением. Огжиг деформированного магналия в интервале температур 150 - 200 резко повышает склонность его к межкристаллитнсй коррозии. [8]
Сплавы типа магналий, содержащие от 6 до 12 % Mg и до 1 % Мп и иногда 0 1 % Ti, обладают хорошей коррозионной устойчивостью и механическими свойствами, близкими к дуралюмину.-
 1
1
-
-
Мне вот показалось (крестится надо) что у него дисковая фреза мелкая , но скорее всего алмазный диск для дремеля и у нас дорогие они.
В начале он разделывает трещину абразивным диском для дремеля, меняет толщину по мере глубины. Диски эти 30 мм по 5 р, хватает такого на десяток-два отрезов по 16 прутку 30ХГСА. Или на очень долго при шлифовке боковой стороной, как в самом начале краска снималась. Диски эти еще и безопаснее чем болгарочный, даже если лопнет вес осколков очень небольшой, маску не пробьет.
Абразивом разделывает потому что твердосплавная конусная фреза на этой детали дробит, об этом есть в видео. Финальную разделку кромок делает фрезой, на видео это момент 3.46, фреза убирает остатки абразива. При шлифовке абразив не шаржируется так что так много про него можно было бы и не говорить. Достаточно после разделки протереть тряпкой из микрофибры пропитанной растворителем.
Горелкой в интейке выжигает остатки спецсредства для поиска трещин. Думаю это что-то на основе керосина, как и WD-40.
Еще шутит "Это хороший пример зачем нужен огнетушитель в каждой сварочной мастерской."
Сама деталь по фланцам толщиной в дюйм, литая из АМГ-3, расточена под посадку фланца обечайки, именно для этого он накладывает струбцины и первые прихватки делает крупными каплями. Чтобы вся геометрия не уехала псу под хвост.
Для такого же поиска трещин из широкодоступных средств можно использовать мел + керосин, вместо мела можно что-то более подходящее, например берлинскую лазурь или краплак красный. То и другое есть в магазинах для художников, оба средства дают отличную укрывистость и очень тонкий, до микрона, прозрачный слой.
Баланс переменки 35% очистка, максимальный ток выставлен в 200А, но использовал, как говорит, по ощущениям от 140А и выше, но не выше 170А, частота 80. Присадка 4043.
Когда чистит ванну от грязи и делает вертикальный шов, советует плавить каждую из стенок по очереди и ждать пока заполнится ванна, потом постепенно двигаться выше.
-
2
-
-
Я рад , что Вы нашли себе более достойного "учителя" на просторах ютуба
Я был бы рад, если бы на этом форуме было поменьше пустозвонства и болтовни криворуких "мастеров", а побольше полезной инфы, как в видеороликах данного человека.
Намек ясен?
-
1
-
 1
1
-
-
Озадачили так озадачили))) Тогда какой вариант бы Вы посоветовали?
посмотрите Аврора Sun-9 Max Expert Professional, большое стекло, вроде неплохой фильтр, не хуже чем у Текменов и делается вроде на том же заводе.
Много маски за небольшие деньги.
-
1
-
-
У меня прорез. Мм 1,5-2. Я должен его оплавить до жижи?
Вот здесь это хорошо показано.
https://www.youtube.com/watch?v=dyFo-JP4fDQ
Видос длинный но содержит немало ценного(ну, лично для меня так показалось).Как искать трещину, как разделывать кромки, как греть ванну до полного выхода черноты. Чернота это грязь в порах металла, также ее частично поможет удалить растворитель типа изопропанол, применяется для промывки плат в радиоэлектронике.Для обработки присадки тоже поможет, присадку рекомендуют всегда в чистоте держать, многое от этого зависит.
Кстати там же в комментах есть и про цену работы. Чувак делал для друга и взял "по-божески, втрое дешевле чем обычному клиенту с улицы", 200 баксов. А тот сэкономил 800 за новый корпус.
-
5
-
-
это скорей термех. они закладывают крепче, слабже или для конструкции.
Мне кажется учебник все же по сварке нужен. Мехсвойства шва это же одна из основных характеристик?
По идее, если в этом шве вместо аустенита образуется близкая к мартенситной фаза и крупное зерно, то его прочность резко упадет.
Чтобы такого не было, какую присадку надо применять? специально легированную?
Размер зерна и состав фаз шва от присадки как-то зависят?
Или для указанного материала по барабану, хоть чем варить?
-
таких нюансов я не знаю, но думаю, особо никак не повлияет. А что, какая то сильно нагруженная конструкция?
Нагруженная, это угловой шов, который крепит на ступице d=70 мм лопасть гребного винта толщиной 3 мм, длиной 55 мм и шириной 90 мм, мощность на винте 18.4 кВт, делится между тремя лопастями. То есть сила сопротивления воды будет действовать на всю лопасть перпендикулярно шву и хочется получить его максимально прочным.
321, которую Вы упоминали, это 08Х18Н10Т. То есть если ее использовать то в шве углерода будет в полтора раза меньше, чем в самом материале.
Т.е. логичнее будет в качестве присадки использовать сам материал 12Х... правильно рассуждаю?
Или это надо учебники по РАДС курить?
-
А в указанных Вами условиях это значения не имеет, нет требований по стойкости к МКК. И 321 для данного случая избыточна, там и 304 выше крыши.
12Х принята по условиям механической прочности, 0.12% углерода.
Если использовать тот же материал как присадку, на механические свойства углового шва это как повлияет? Или прочность шва зависит не от присадки, а от ширины(высоты катета) шва?
-
Для 12Х18Н10Т, какую присадку использовать? Обязательно ER 347, или можно попроще, с самого материала полосок нарезать?
Изделие будет эксплуатироваться в пресной среде при атмосферном давлении.
-
А что там комментировать? Кромка лопасти тоненькая, теплоотвод небольшой.
Я сейчас держу в руках аналогичный винт, дядя подогнал, попросил починить. Тоненькая кромка лопасти - 5 мм. Те самые, про которые пишу уже не первое сообщение. Те самые 5 мм плавника редуктора. Гидродинамика.
Из чего этот винт не понятно, судя по копоти, какая-то дрянь, а не амг.Он же поясняет про копоть. Варит по старому шву, причем без зачистки и обезжиривания, вообще без обработки. "Неамг" это быть не может. В любом случае это должен быть литьевой алюминиевый сплав, а алюминиевое литье с добавлением кремния становится хрупким. Иными словами, будь этот винт из силумина, при первом ударе он бы отломался по корню лопасти, а не ограничился бы небольшими коцками на кромке.
Видимо мгновенно закипает, есть такие сплавы, потому ток минимален.И тем не менее, тока 34А достаточно чтобы нанести металл на лопасть! Не так ли? Ему же удалось наплавить, и потом обработал все, и без пор, лопасть как новенькая!
Как-то странно тут уже звучат заявления про необходимость 200 или даже 300А, верно? Если вернуться от Ваших изделий к тем самым 5 мм, про которые я изначально спрашивал.
В общем, надеюсь данная дискуссия станет для кого-то, выбирающего аппарат для алюминия и конкретных задач, полезной.
Хотел бы только дописать про "пионерские линейки".
"Проверка" плоскости ГБЦ лекальной линейкой - это залипуха для развода клиентов. ГБЦ бензинового двигателя проверяется на допуски по плоскостности по краске на поверочной плите 2 класса.
ГБЦ дизельного требует плиту минимум 1 класса. Потому что давление в камере сгорания современного бенз двигателя достигает 150 Атм. И достаточно небольшой ямки в десятую миллиметра, куда эти 150 Атм будут бить с частотой 50-100 раз в секунду, чтобы через месяц-полтора счастливый клиент еще раз приехал в какой-нибудь автосервис с прогоревшей прокладкой.
Ну к тому времени конечно же гарантия на ремонт ГБЦ уже пройдет, красота!
Одного моего знакомого так пытались "отремонтировать". Мастер там сперва зорким глазом определил что перегрев мотора и клин для ГБЦ прошли без последствий! Когда я на него чутка надавил, вытащил ШП и начал кричать - да тут все ровно!
А вот когда все-таки положил на плиту и воспользовался моей берлинской лазурью, тут и выяснился перекос в 4 десятки.
Зачем он так делал? А все очень просто. Замена прокладки ГБЦ в том сервисе стоит 3 тыщи, и сама прокладка на Ямаху еще 4. И "гарантия" на ремонт в неделю. Очень выгодный бизнес, согласитесь.
Надеюсь, тут никто таким выгодным бизнесом не занимается.
-
@Yuriy82,прогресс в области маркетинга гораздо быстрее не стоит на месте. Сундуки, в отличии от этого чуда новых технологий, проверены, работоспособны, достаточно надежны и ремонтопригодны. А если за современным аппаратом, с продвинутыми технологиями, то это не к кедру. И не за эти деньги.
Так сундуки и кедры делаются в одном и том же месте.По соседству тот же Кедр продается как jasic, и что это в нем существенно изменило? Насчет ремонтопригодности хорошо было бы услышать специалистов.
С точки зрения паяльной станции мосфет от игбт это одного поля ягоды, ни то ни другое не SMD.
Мне вот только непонятно, Вы сами все прекрасно знаете, зачем интересуетесь?

Про сварку алюминия знаю только теоретически, вот отсюда и вопрос в первом сообщении. К практикам-специалистам.
Хватит ли 150( 150, а не 160. Перечитал сейчас тему на чипе, ошибся с цифрой. 150А предел того аппарата) ампер для наплавки вышеуказанных деталей из АМГ 5 мм?
В моем понимании для наплавки достаточно расплавить только присадку и верхний наплавляемый слой металла детали. И много мощности для этого не надо. Верно?
Да ну с емкостью не надо, ограничит ваши движения и эффект к нулю приблизится.
Нерж , не даст включений в швы , можно наверно и чернуху но я не когда не пробовал , цветной типа бронза ,латунь и медь не пойдет будет мешать дуге так как дуга будет и на них частично оксид "снимать" и т.д . и по сему нерж и еще раз нерж.
Газовая защита с подложкой будет растекаться равномерно по подложке и защита на высоте , если без нее то завихрения обеспечены и нужно будет газ линзу четкий настрой расхода и т.д.
Газовая линза и сопло под нее есть, даже 4 шт, от 1.6 до 3.2 мм, приехала посылка от китайского деда мороза.
Нержа нужна с титаном, или любая, типа 430й?
-
то подложка все равно в помощь
По поводу улучшения газовой защиты понял, спасибо. Вообще была мысль положить винт в металлическую емкость подходящего размера и напустить туда аргона...
А почему подложка именно нерж? Нужна малая теплопроводность? удержать тепло дуги?
-
1
-
-
И ведь покупают, интересно почему?
Люди не в курсах, что прогресс не стоит на месте и появляются новые аппараты с новой элементной базой и более продвинутым функционалом? Читал тут тему от 2004 года про сварку АМГ, там обсуждался порядок цен. Сколько тогда стоил аппарат, способный варить на AC с регулировкой частоты и сколько он стоит сейчас?
Насчет элементной базы. Вот есть у меня точило Томск, 350 советских ватт, 15 кг, и большая часть веса это медь в обмотках. Вот в случае этого точила я понимаю, что вес обоснованный. И какой-нибудь китайский заморыш весит 3 кг только потому что у него алюминий в обмотках, и 350 ватт нет даже близко.
А в случае сундука на мосфетах против современного аппарата на IGBT? Разница в 20 кг сундука и 9 кг Кедра она ведь не медью в дросселях обусловлена, верно? А только применением мосфетов.
Хватит вам 160А и может на чипе человек что не так намерял и аппарат то 200А заявлен , но может и верно намерил и за Кедры да и другие Китай не скажу.
Вот главное чтобы не подвел аппарат в смысле надежности и не поломался.
Ну этот же человек теперь выкладывает фото как варит уголки АМГшные в корпус, вроде получается. Хватает ему тока вроде.
В плане надежности так что этот, что б\у сундук если поломается, в любом случае нести в ремонт? А там уже починят все что надо, крупноузловым методом? Т.е. вроде как и нет разницы, подход один.
Что касается поводок , не поведет да и не грейте и так начинайте сварку , плавник сам прогреется до нужного . Ну и подложите из нерж. 3мм иначе потечет ваш плавник. Вообще такие вещи опыту надо на "кошках" набраться и потом уже за это браться.А зачем подложку? Я думал взять присадку 5356 и просто валик за валиком наплавить металл поверх примерно нужной формы, а потом уже вывести как надо. Ну сперва естественно зачистить, фрезой снять верхний пористый слой с грязью, обезжирить изопропанолом.
Зачем в таком случае подложка? Или без прогрева плавника не получится?
На кошках потренироваться не получится, другого редуктора от хонды в наличии нет. Думал сперва с краю детали посмотреть, как присадок ложится, как ванна себя ведет, на малом токе.
-
1
-
-
После сварки линейкой проверил привалочную плоскость - поводок не обнаружил. И таки да - при массе ГБЦ киллограмм 15 пользовался током не более 165 ампер.
плоскость линейкой?
 Я много Ваших постов на чипе читал, много полезного прочел. Про допуски на плоскостность даже упоминать как-то неловко.
Я много Ваших постов на чипе читал, много полезного прочел. Про допуски на плоскостность даже упоминать как-то неловко.Ну может масса и спасла, нагреться не успело.
При общем нагреве алюминиевой детали происходит снятие напряжений....и уходит геометрия детали. Да, именно это и имелось в виду.
Как там у Пушкина - "Не гонялся бы ты поп за дешевизной" А так - можно под такую работу Б/У сундук присмотреть. Будет и дёшево и сердито.Думаете, Пушкин посоветовал бы брать сундук на мосфетах, производства той же фабрики Джасик, но неизвестно насколько уже перегретый? Насчет дешево и сердито, пока что по объявлениям видно сундуки бу дороже, чем новый кедр в магазине.
Остается неизвестным только хватит ли этому Кедру мощи для такой наплавки, холодной детали.
Кто-то здесь такую технику сварки применял? С охлаждением?
Vanguard, Вы когда редуктор без разборки варили, какая мощность использовалась?
Вы сами себя накрутили с такими вопросами,за это время,что стучали пальцами по клаве,можно было сделать и отдать заказчику."Заказчик" я сам, это мои моторы и винты, а сейчас выбираю оборудование под задачу. "Такие вопросы" интересуют, потому что не хочется сделать как попало и получить вместо надежной японской мототехники советский мотор.
Надежная эта мототехника совсем не потому что япошки такие волшебники, а именно благодаря всем этим моментам, точности до соток.
-
Yuriy82,Поводки, не от температуры как таковой. При сварке, поводки от усадки металла при кристаллизации в основном. Я думаю, в данном случае, без проблем заварите. Поводки ГБЦ в работе, это совсем из другой оперы.
От кристаллизации, да. Солидус-ликвидус, эвтектика сплава алюминий-магний и все такое. Я больше чем уверен что если взять АМГшную деталь, промерить ее миникатором, потом без всякой сварки просто бросить в духовку на 100 градусов и после остывания (вместе с духовкой) промерить еще раз, то все размеры уйдут.
Шаг регулировки редуктора 3 сотки, именно это позволяет собрать надежный и долговечный редуктор. Японцы еще лазером корпуса измеряют и на каждом ставится пометка размерной группы, чтобы шайбы подбирать было быстрее.
Плавники реставрировал даже не разбирая, но мощным аппаратом.Вот тоже бродит такая мысль. Но конечно с разборкой, все-таки там масло. Если масло слить и заменить на воду, залитую в корпус зажатого в тисках редуктора, то плавник наплавить получится? Или в этом случае мощность нужна больше, чтобы получить достаточный локальный прогрев металла в наплавляемой области? 150А не хватит?
ПыСы Зачем Вам кедр? Купите что-нибудь проверенное, на 200А варианты есть.Самый дешевый. Если он эту работу осилит, то ничего другого и не надо. Лодки из АМГ варить не собираюсь, да и вообще со сваркой люминя связываться неохота, дышать им очень не рекомендуют.
Но тут подвалил десяток деталей.
Встречный вопрос: почему квадратную или прямоугольную печку ведёт так как ей захочется, и какой бы толщины там не был металл, а круглую по типа буржуйка-нет ?
Это, конечно, к теме не относится - но Вы буржуйки как давно видели? Я вот в лесу насмотрелся. Трубу все ставят кто какую, видел один раз буровую на 120, стенка 5 мм. Все эллипсные, потому что сухая елка эту трубу греет до малинового свечения, и после такого поведет любой металл, даже ст.3. Поэтому стыки приходится глиной замазывать каждый сезон.
А у алюминия ТКЛР в 7 раз больше, чем у Ст.3, поэтому деформация при нагреве вообще неизбежна. Да это уже проверено, на мотолодке не раз писали что варили корпуса редукторов и их вело, отсюда же и эта техника с опусканием в воду.
Вопрос в том какая при этом мощность понадобится, чтобы все-таки наплавить такую холодную деталь?
-
Равномерно подогрейте эти детали до 100 - 150, можно и до 200 градусов по цельсию и ток 160 ампер может показаться Вам избыточным. Греть можно в печи, можно резаком, можно и строительным феном.
Корпус редуктора расточен под посадку внешних обойм подшипников гребного вала, радиально-упорный конический в дальнем конце, радиальный ближе к винту. Хуже того, на горизонтальном и вертикальном валах набран пакет регулировочных шайб, которыми выставляется пятно контакта редуктора, и делается это под конкретный корпус, поскольку они все литые и соответственно уникальные по размерам. Шаг регулировки у BF20 0.03 мм.
При какой температуре на корпусе из АМГ пойдут поводки? До скольки его можно греть?
По гбц тех же моторов типа Ветерок знаю что предельная температура в районе 100, если нагреется выше, до шипения, то головку ведет 100%. А редуктор?
Удастся и ни куда этот корпус редуктора не поведёт,ему его форма не позволит.
А ГБЦ тогда почему ведет? Там форма еще посложнее будет.
При небольшом перегреве, эти моторы с водяным охлаждением и 2т, зазор цилиндр-поршень минимальный. Сильно перегреть не получится, глохнут из-за клина поршней. Стоит на пару минут перегреть из-за отказа помпы, даже краска и резина еще не горят, а ГБЦ уже поведенная, прокладку начинает пробивать.
-
@Yuriy82,200А на такие вещи, мне хватает, насчет 160А не уверен. А аппарат какой?
Плавники восстанавливал не раз, вы бы фото показали, было бы проще.
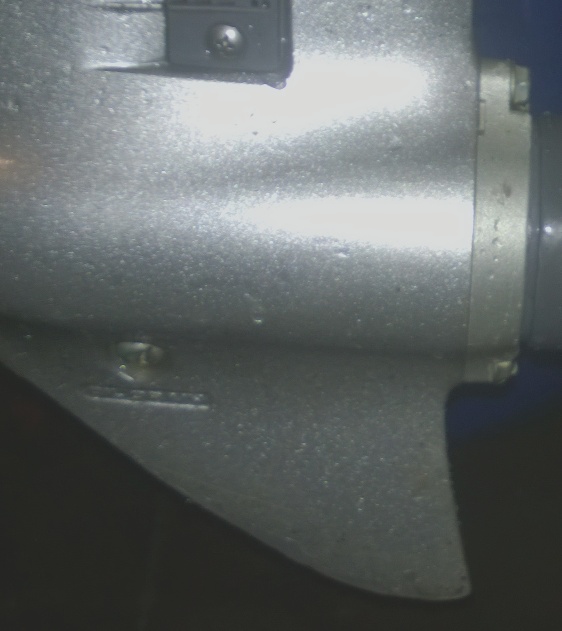
Отломан нижний правый угол. Толщина 5 мм, мотор Honda BF 20. Предполагаю АМГ, что же там еще может быть? У Ямахи редуктор и винты из АМГ, это люди уже проверяли.


А должен быть вот такой.

Аппарат на который смотрю Кедр TIG 200 PN AC /DC, который новый, 9 кг, вроде бы похож на малыша Гроверса, частоту на AC умеет менять вплоть до 250 Гц.
Но тут на чипе человек его купил, токовыми клещами проверил и максимум 160 А.
А по трещине, тоже на Хондовском винте, но уже от BF30. Фотки к сожалению нет.
Трещина пара сантиметров длиной примерно посередине лопасти, там где лопасть примерно 5 мм толщиной.
С подогревом удастся такое заплавить, хватит 160А?
Если саму трещину сперва разделать на фрезерном, миллиметра 3 я так понимаю надо канал сделать?
Профильные трубы с толщиной стенки 2 мм в собранной конструкции свариваю током 140-150А..Сварка двух массивных деталей и наплавка с края одной детали требуют одинакового тока?
Имеется в виду вот такая наплавка
https://www.youtube.com/watch?v=aNKN7MlHVBc
В комментарии к видео написано "с помощью tig сварки .Горелка abicor binzel 26 v Ток естесственно переменный, електрод 2.0 , сопло номер 5, напряжение 50-60 Ампер, расход газа 10-12 л.м."
Я прям не знаю что и думать

-
Всех с Рождеством.
Аппарата с максимальным током 160А хватит для наплавки детали из АМГ-5 толщиной 5 мм? Общая масса детали порядка килограмма, корпус редуктора, перегревать его нежелательно. На этом корпусе есть плавник(киль), часть его(кусок примерно 2-3*2 см) отломана. Отсюда вопрос, удастся ли восстановить наплавкой и уберечь корпус от поводок?
И второй вопрос, тех же 160 А хватит, чтобы заплавить сквозную трещину в 5 мм АМГ-5 ?
Читал что для алюминия такой толщины надо большие токи, но это наверное для сварки массивных листов встык. А вот для наплавки и ремонта трещин? Бытовым однофазным аппаратом 160А обойтись удастся?
-
1
-
-
Не совсем так, не в те магазины ходите. Посмотрите - http://www.donmet.com.ua/У них представительство в Белгороде есть. Контакты на сайте. (не сочтите за рекламу)
Я смотрю питерские сварочные магазины, продукция ДонМет там тоже есть. Думал что это, как и почти все остальное сейчас, просто перемаркированный китай.
В наличии есть Донмет БКО-50ДМ. как понимаю, это малый.
Лучше будет найти ДКП-1-65 и восстановить? Тогда можно обойтись одним редуктором?
-
Поищите по форуму по запросу "два редуктора" (кавычки обязательно)
прочитал несколько тем, в том числе и ту самую про два редуктора. Со всеми доводами сторонников двух редукторов согласен, насчет натекания и нестабильности расхода одного одноступенчатого редуктора на малых давлениях.
Вопрос только в том, как эти редукторы соединить с минимальным количеством стыков. Идеально, как по мне, резьба в резьбу, тем более она там коническая(?) и можно уплотнить фторопластом.
В том и вопрос, есть ли какие-то, чтобы резьба на выходе одного была совместима с входом другого?
По редукторам я вижу 3 варианта -
1. Редуктор с жиклёром на выходе и проградуированным в расходе манометром с низкой стороны. расход регулируется изменением давления после редуктора. При этом с низкой стороны выставляется достаточно высокое давление и при закрытом газовом клапане на аппарате в шланге набирается давление редуктора. При начале работы - пшик.
2. Редуктор с ротаметром на выходе. Давление на редукторе выставляется единожды и больше не крутится. Расход регулируется вентилем на ротаметре. Пшик возможен при высоком давлении с низкой стороны.
3. Просто редуктор. расход регулируется давлением на редукторе, которое при том достаточно низкое. Расход выставляется органолептическим способом или ротаметром, приставляемым к горелке. Пшика нет.
При том, сами редукторы бывают 2 разновидностей, отличающихся друг от друга размером - большие и малые. Принципиальное различие в том, что малые редуктора из за малого размера мембраны плохо держат малые давления на выходе, потому их используют в ситуациях 1 и 2. И пшик при том неизбежен. Большие редукторы можно использовать во всех случаях, но оптимальнее для третьей ситуации. Пример - большого редуктора - старосовейский кислородный редуктор. Малые редуктора - современные редуктора Донмета.
Я нашел еще и У30/АР40-Р2, с двумя ротаметрами на выходе. Но что-то думаю что расходомер на сопле он не заменит.
Насчет больших советских редукторов, возможно. Но в магазинах новым продается только маленький китай, а покупать древний агрегат бу и подключать его к ВД желания нет совсем.
-
Редукторов на баллон я так понял лучше всего ставить два, причем необязательно аргоновые, а расходометр есабовский ручной на сопло.
Подскажите, есть ли редукторы которые стыкуются между собой и с баллоном без переходников и шлангов, родными резьбами?
-
Выбираю баллон. Хотелось бы естественно 20л.
Но вроде как с заправкой, именно заправкой 20л баллонов есть проблемы?
Интересны отзывы от питерских аргонщиков.
Также нашел какие-то баллоны Евроцилиндр, на 200 и даже на 300 Атм.
на 200 атм
"Объем, л - 20
Рабочее давление, Атм - 200
Габаритные размеры:
Высота, мм - 785
Диаметр, мм - 204
Материалы - сталь
Масса баллона, кг - 20,5
Газа в баллоне, м3 - 4,12
Масса газа, кг - 7,35"Что скажете? пользовался кто-нибудь?


Советы начинающему аргонщику, часть 3
в Аргонодуговая сварка — TIG
Опубликовано
могу видео снять, из шлема, т.е. с под-маски. Сдувает реально, моментом плавит и сдувает. Как пенопласт на спичке. Сам понять не могу, что за фигня.
На пластине дуга вроде горит как надо, гудит ровно, пламя зеленое, зону газового факела видно.