

МИХА75
-
Постов
863 -
Зарегистрирован
-
Посещение
-
Победитель дней
40
Тип контента
Профили
Форумы
Блоги
Загрузки
События
Сообщения, опубликованные МИХА75
-
-
Telwin Tiger сколько стОит?
-
походит,по ней и ориентируйся..........
-
Насколько сильно отличаются режимы для 1.2 и 1.0, можно ли мне настраивать по данной таблице (у меня то проволока 1.0 и данных для нее нет)?
Отличаются не совсем,что бы очень.Таблица вещь примерная,но приблежённые режимы узнать можно.
для таких деталей не обязательно использовать всю МосЧь вашего "агрегата".Можно пройти и в несколько слоёв,и валиками,на более мягких режимах и той проволокой какая у вас в ходу...........Вот те самые "толстые детали" -
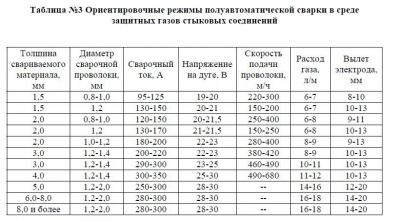
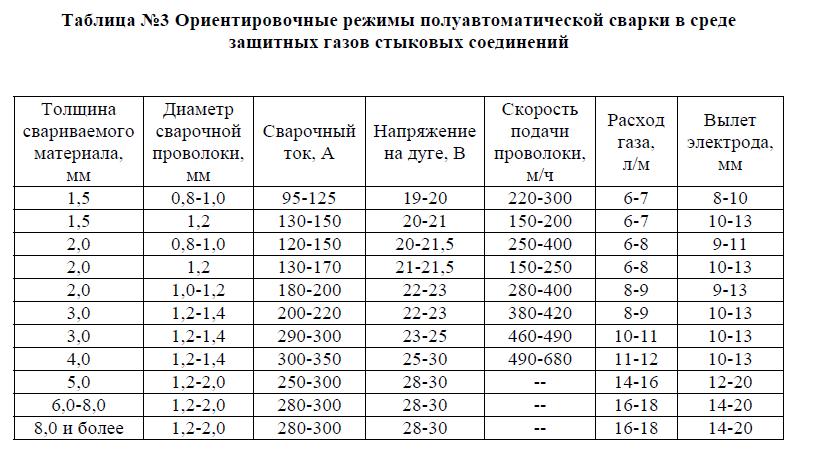
в Инструкции по полуавтоматической сварке сталей.
№1.1-58-00 имеется ориентировачная таблица режимов
@sonyk912 а Вы влупили 17.5м/мин.То есть согласно таблице 17.5х60=1050м/ч.(скорость робота-больно круто
 )
)Вам бы другой режим поставить 25-27В,и 6-8м/мин.при том,что проволока 1.2мм....
-
типа ТмутараканьЭнергоМонтаж,...ТмутараканьЭнергоРемонт,по разному они называются,но в большинстве в названии присутствует Энерго или ТеплоЭнерго....
Зато какой кайф испытываешь,выходя из турбинного цеха: На улице 30-35 градусов давит,а ты выходя из цеха,снимая мокрую сварочную куртку,радуешься ,лёгкому ветерку,и "уличной прохладе".Зато зимой всегда тепло.......
Сварка с подогревом и без,во всех мыслимых сранственных положениях,да и стыки всегда кто то,да контролирует:хочешь УЗК-без проблем,хочешь ренген-да пожалуста,а ВИК-это вообще-все кому не лень,да с понимающим видом.....В такой сфере,как ТеплоЭнергетика,развития в профессии предостаточно.........
-
 8
8
-
-
как потом этот стык будет проходить ультразвуковую диагностику?
точно так же ,как стык с переходом.....
-
В общем-то, довольно удобный резак, да и надёжностью не обделён, хоть в цене не дёшев-но наших стоит 2, или поболее.
Рекомендую

-
1
-
-
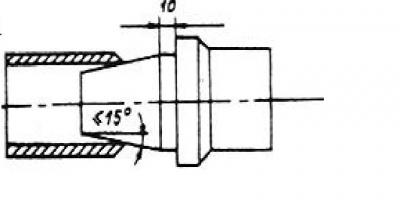
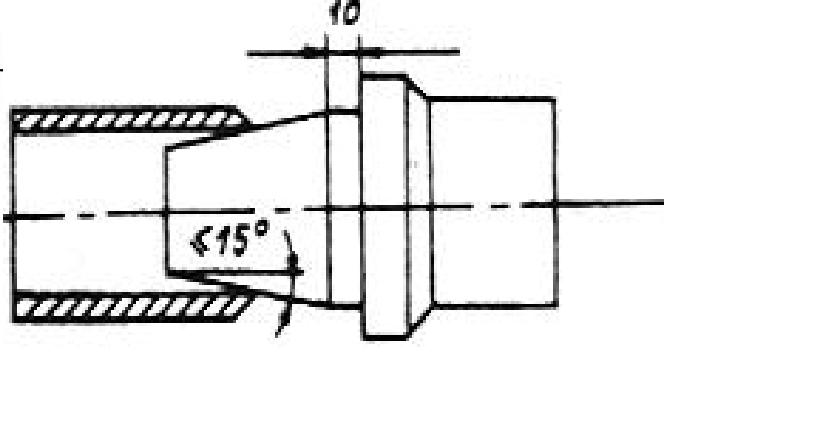
-вопрос из 1поста.Имеем разность диаметров,а не толщин.Что бы сделать внутренний диаметр одинаковым(при сохранённой толщине стенки) необходима раздача меньшего диаметра.Исходя из данных,всего 3мм на диаметр.При навыке 1раз "тюкнуть кувалдочкой" на холодную.И сварка без проблем........РУКОВОДЯЩИЙ ДОКУМЕНТ РД 34.15.027-93(Нужно сварить две трубы 22х3 и 25х3. По ГОСТ 16037-80 при сварке деталей разных толщин необходимо сделать скос до толщины тонкой у детали с большей толщиной.СВАРКА, ТЕРМООБРАБОТКА И КОНТРОЛЬ ТРУБНЫХ СИСТЕМ КОТЛОВИ ТРУБОПРОВОДОВ ПРИ МОНТАЖЕ И РЕМОНТЕ ОБОРУДОВАНИЯ ЭЛЕКТРОСТАНЦИЙ (РТМ-1с-93)
http://files.stroyinf.ru/Data1/8/8089/
Из пункта 4.1.6. Если разность внутренних диаметров стыкуемых труб превышает допустимую*, для обеспечения плавного перехода в месте стыка может быть применен один из следующих способов:
а) раздача (без нагрева или с нагревом) конца труб с меньшим внутренним диаметром (рис. 4.3, а). Области применения этого способа и допустимое значение раздачи приведены в табл. 4.1. После раздачи необходимо проверить соответствие толщины стенки трубы минимально допустимому расчетному значению:
Приваривать переход-сделать для себя ещё один стык.А оно надо........
-
4
-
-
косынка.П/а смесь 80/20. 1.2мм Св-08г2с

-
7
-
-
Просто я с этим не сталкивался,варил тупой выпрямитель рб и горелка
На форуме есть Фотогалерея и "Кто есть кто"в курилке.Милости просим...........
-
Может сможете,а может нет( я с вашими талантами не знаком)
Транс---РБ306---ВСД-02------------и вперёд покорять Ал ........
-
Нужно сварить две трубы 22х3 и 25х3
Проблема решается просто,
 +кувалдочка(даже греть не надо)
+кувалдочка(даже греть не надо)-
1
-
-
ВД306с1---РБ 306---ВСД-02(последовательность подключения)
380В как то уж...... 36В или 220В вполне хватит.
-
Будет.Под крышкой схема подключения питания(36В,220В,380В) не попутайте.........
-
ВСД-02,это есть Возбудитель Сварочной Дуги (без контактный)http://aip-tech.ru/vsd-02.html
-
подающий механизм ВАХ не меняет.Приобретайте полуавтомат(комплектный)и не "парьтесь".......
-
можно ......
-
если "светилы" не видят ванадия в наплавленном металле.
"светилы"-это вводит в заблуждение многих.(Светилы-просвет-рентген)...
ОК 13.12 аналог Св-08хмфа.МежГосМетиз Св-08ХМФА http://www.mezhgosme...on/wire/?id=218 Ванадий в хим составе присутствует...
-
Ну тогда надеюсь вы в курсе,что при зазоре более 1 мм, между кольцом и стенкой трубы (сварка РД) происходит затекание шлака в зазор (при УЗК показывает наличие дефекта).И вот для избежания таких казусов применяется РАДС(и слесаря с болгаркой курят в далеке).Гораздо менее трудоёмкая подгонка кольца.
В условиях монтажа котлов и техн.трубопроводов комбинация РАДС+РД используется давно и успешно.
325х50 сварка 2 сварщиками (РАДС+РД),почти то же самое что (РАДС+П/а),в не поворотном.А вот сколько добираться к стыку с этим не лёгким "ящиком"-вот это вопрос.........
-
1
-
-
Корень РАДС,проволока Св-08 ХГСМФА.
Для не поворотного желательно П/а с импульсным режимом.+Проволока OK AristoRod 13. 12 подойдет в самый раз.+Смесь 80/20.+2 хороших грамотных сварщиков.
Сварка П/а валиками(ширина 8-10мм).
Подогрев и последующая термообработка + соблюдение РТМ 1с(РД 34.15.027)
-
так что вы там говорите про п/а сварку например стыка диаметром так 325 стенка 50 из 12Х1МФ?
а вращатель то есть,или не поворотно желаете........
-
и в некоторых случаях:_ высокая скорость сварки на повышенных режимах (бывает даже очень жарко)....
-
ПОЗДРАВЛЯЕМ!!!!!!!!!!!!!!!!!!!!!!!!!!!!
-
Варятся и авто-. и полу-авто........http://www.cудиславл...n=content&id=49
и вот взгляните про проволоки для П/а от ESAB OK Aristo Rod 13.12 http://www.ТНД-свар.45.html?id=1599
сварка газоплотной панели труба ст.12х1мф,проволока _1.2мм. OK Aristo Rod 13.12 + смесь 80/20

-
4
-




Проблемы с работой форума/сайта
в По форуму и сайту
Опубликовано
аналогичная ситуация......