Legem
-
Постов
25 -
Зарегистрирован
-
Посещение
Тип контента
Профили
Форумы
Блоги
Загрузки
События
Весь контент Legem
-
Уважаемый keria, все же у меня сложилось стойкое впечатление, что вы не поняли суть проблемы, описанной мной. В приведенной мной странице из книги вполне внятно описано решение моей проблемы, и я хотел уточнить, есть ли еще в литературе / нормативной документации / чьем-либо жизненном опыте подобные отсылки к решению проблемы. Ну да ладно. По поводу того, как срезать планку, вопроса я и не задавал, но все равно спасибо за уточнение. Мне был интересен момент именно по приварке пластины к листу.
-
Уважаемый keria, мне интересен шов, которым приваривается технологическая планка к торцам свариваемых листов - должен он быть с полным проваром или нет, и если да, то на какой документ/литературу можно сослаться. Вот, собственно, и весь вопрос. В любом случае, спасибо вам за ответ!
-
Извините, но ваша позиция вызывает недоумение. Вы утверждаете одно, но не можете подтвердить это ничем; выходит, ваши утверждения голословны. Я создал эту тему для реального решения производственной проблемы - вы же отказываетесь делиться своим опытом ("Не собираюсь ничего доказывать. Незнание закона не освобождает от ответсвенности."), в таком случае, зачем вы вообще сюда пишете? То, что мы на производстве делаем что-то не так, и ежу понятно. Если вам нечего сказать что-то конкретное по решению озвученной проблемы, не пишите, пожалуйста.
-
Уважаемый, такие вещи не прописываются в технологии сварки. Если хотите доказать обратное, приведите, пожалуйста, пример нормативного документа, где упоминалась бы технология приварки таких планок, или пример аттестованной технологии сварки, где упоминалась бы обсуждаемая тема, или хотя бы ссылку на техническую литературу / учебник, где описывалась бы указываемая проблема (за исключением той, что я уже привел в посте №3).
-
обязательно!
-
Я понял, спасибо большое=) У производителей флюса в основном идут рекомендации по температуре прокалки, у ESAB есть еще рекомендация хранить флюсы их производства при "150 +/-25°С".
-
Да, вы правы, в типовой технологическом процессе (приложении к свидетельству об аттестации технологии) действительно нет данных о возможности появления таких дефектов и о мерах по предотвращению такой ситуации. Я в этой теме хотел бы узнать о предотвращении описанной проблемы на практике. Пока все указывает на то, что данные дефекты появляются из-за плохо сваренных тех. планок. Сейчас пока собираю статистику, в ближайшее время можно будет уже сказать, приведет ли сварка с полным проваром технологических планок к предотвращению дефектов.
-
Да, насчет того, что при герметизации стянет бочку за счет остывания флюса - согласен бочку для хранения можно закрывать уже после того, как флюс остынет. Герметичность все-таки нужна, этого требует и нормативка : "флюсы после прокалки следует хранить в закрытых мешках из водонепроницаемой ткани (полиэтиленовой пленки) или в закрытой таре с крышкой с резиновым уплотнением, или в сушильных шкафах (печах) при температуре 80 ± 20 °С, или в сухих помещениях (кладовых) при температуре не ниже 15 °С и относительной влажности воздуха не более 50 %" (РД 34.10.124-94 Инструкция по подготовке и хранению сварочных материалов). Насчет производства флюса также согласен - стараемся пользоваться флюсами от ESAB, поскольку от флюса производства России (как не прискорбно) или Китая бывает много проблем.
-
Спасибо за ответ! Сложность в том, что работают 2 смены, дневная и ночная, флюса используется много, и требуется разработать процедуру прокалки и использования в цеху флюса согласно нормативно-технических документов. Ваш вариант хороший, но не учитывается, что работа идет круглосуточно без выходных. И насчет герметичного бака тоже очень хотелось бы увидеть, как он выглядит, потому что даже такой "простой" информации нет.
-
Спасибо большое! А из-под чего такие бачки? И какой у них объем?
-
Фото чего мне надо выложить? Флюса? В интернете этого добра предостаточно, наш флюс ничем не отличается от других. Ваши рассуждения вполне логичны, но извините, мне нужны вполне конкретные ссылки на нормативные документы, и интересен также обмен опытом по практической организации всего того, что я указал в своем сообщении. Если бы в инструкциях на флюс и на сварочные аппараты была вся информация, которую я здесь запрашиваю, я не стал бы поднимать такую тему. Флюс у нас идет, как правило, от фирмы ESAB. В инструкциях к нему написано буквально, что прокаливать его надо в течении 2 часов при температуре 300 °C. И больше ничего. Частично информацию по хранению и подготовке флюса я нашел в различных нормативных документах, типа РД 26-17-049-85 "Организация хранения, подготовки и контроля сварочных материалов", РД 34.10.124-94 "Инструкция по подготовке и хранению сварочных материалов", и во многих других нормативных документах кое-что прописывается. В этой теме я поднял вопросы, которые не прописываются нигде, и я хотел бы узнать, в принципе существуют ли такие документы, где все это будет указано. По сварочным аппаратам точно такая же ситуация. Если нет никаких нормативных документов, то очень хотелось бы узнать, как все это происходит на практике. Все наши сварочные аппараты аттестованы, сварочные материалы и сварщики тоже аттестованы, есть аттестованная технология и наша продукция лицензирована. Но по поводу таких "мелочей", которые на самом деле не мелочи, информации нигде нет. Если вы работали со сваркой под флюсом, то расскажите, пожалуйста, как у вас был организован процесс прокалки и очистки флюса, если нет - я не вижу смысла во всех этих рассуждениях. Извините, привык выражать свои мысли достаточно прямо, ни в коем случае не хочу обидеть или задеть. Спасибо! Это уже ближе к делу.
-
Как выглядят эти бидоны?
-
Да, это сварка кольцевых швов, у нас варят еще и продольные Регулировки есть, я писал, что температуру эти печи держат очень хорошо, и флюс не остывает в течение 4-5 часов. В цеху стоит 3 печи, объем производства большой, прокаливаем во всех печах одновременно. не понял, что вы имеете ввиду. я писал про это. сварщику нужно сделать план, надо сварить как можно больше изделий, но если он засыпет горячий флюс в сварочный трактор,то просто сожжет его. поэтому он идет на нарушение технологии и процедуры прокалки флюса и смешивает его с холодным флюсом. Либо есть второй вариант - ждать, пока остынет флюс и потерять на этом час времени. работа ведется 24 часа в сутки, 2 смены работают. И опять же, где сварщикам хранить прокаленный флюс? если бы производитель указывал такие данные, я бы не стал поднимать на этом форуме такие вопросы. мы все же говорим о флюсе, а не об электродах. с электродами ситуация несколько иная. Это регламентируется в каких-нибудь нормативных документах?
-
Приветствую всех! На производстве активно используем флюс для автоматической сварки. Флюс (в качестве примера возьмем АН-348А) прокаливаем в специально закупленных для этой цели печах. В процессе производства столкнулись со следующими проблемами: 1. Сварщики берут флюс из печки прямо после прокалки. Температура флюса в этот момент около 300-350 °C. Такой температуры не выдерживают флюсовые бункеры-бачки на сварочных аппаратах некоторых фирм-производителей и некоторые другие составные части сварочного оборудования. Чтобы уйти от этой ситуации, сварщик либо смешивает горячий флюс в ведре с холодным непрокаленным, либо ждет от 30 до 60 минут, пока температура флюса в ведре не станет приемлемой. Оба варианта, разумеется, не устраивают никого, так мы либо портим оборудование, либо слишком много теряем времени. Температура флюса в печи остается на уровне 250-300 °C в течении 4-5 часов с момента завершения прокалки (хорошая теплоизоляция у печи). Самым адекватным выходом из положения в этом случае видится создание участка подготовки сварочных материалов, на котором будет происходить прокалка флюса и последующая выдача в цех этого флюса. На этом этапе возникает вопрос: 2. В чем перемещать прокаленный флюс? Есть ли готовые решения или надо будет разрабатывать самому. Участок подготовки, если он и будет создан, будет находится в том же цеху, где происходит сварка. 3. В чем хранить прокаленный флюс? Нормативные документы предусматривают "герметичную тару". Как она выглядит, где ее можно приобрести в случае надобности? Можно ли обойтись без сушильных шкафов, где постоянно поддерживается определенная температура? 4. Регламентируется ли нормативными документами процесс прокалки флюса? Имеется ввиду, температура печи, при которой должен быть засыпан флюс, время выдержки, время остывания флюса? Как все это выглядит на практике? 5. Регламентируется ли нормативными документами температура флюса , при которой его можно вводить в работу? Имеется ввиду, условно говоря, "не менее 30 °C и не более 100 °C". 6. Регламентируется ли нормативными документами действия с отработанным флюсом - что с ним следует делать, как много раз можно повторно использовать, как очищать от загрязнений, как определить, пора флюс очищать или нет, и, самое главное, как это все выглядит на практике? потому как на бумаге все написано красиво, а на деле всю эту процедуру затруднительно привести в действие. Буду очень благодарен за ответы.
-
Здравствуйте! скиньте, пожалуйста, на yevgeniylv@mail.ru по возможности все, что имеется из этого списка
-
ок, спасибо!
-
1700 гр флюса - маловато будет...объемы производства требуют большего Спасибо!
-
У нас постоянный поток увольняющихся / новых сварщиков, действительно грамотных сварщиков практически нет. Информацию по крупицам приходится собирать. Планки делаются из листа той же марки стали и толщины, что и свариваемые листы, варятся теми же сварочными материалами, что и прихватки и технологический шов. Торцы планок и свариваемых кромок чистят после обрезки плазмой/газорезкой. Интересный момент, заострю внимание на этом, спасибо
-
Приветствую всех! На производство требуется печь для прокалки флюсов ФЦ-17 и ОФ-6. Особенность этих флюсов том, что ФЦ-17 рекомендуется прокаливать при 650 °C, а ОФ-6 - при 900 °C. У кого-нибудь есть информация, где можно раздобыть такие печки? Или только самим делать?
-
создается обечайка с одним - четырьмя (!) продольными швами, в зависимости от диаметра. и дефекты в основном идут на швах, сваренных в "плоском" состоянии. Насчет места - после входной или перед выходной планок - согласен, надо уточнять, чем и собираюсь заняться, так же как и определением, в какой момент времени появляются трещины - до вальцовки или после Трещины идут в основном на толстом металле, насчет температуры в цеху - сказать точно не могу, влияют ли она на наличие трещин, так как не застал "теплого" периода. Местные работники утверждают, что брак напрямую связан с неправильной приваркой технологических планок, и что температура мало влияет на этот процесс (разумеется, есть речь идет не о минусовых температурах) Без технологических планок варить не будем - начальные и конечные участки шва в любом случае должны быть выведены на планки (чтобы потом не исправлять кратеры, непровары и другие дефекты, свойственные для этих участков) В крайнем случае, если дело действительно не в планках, будем греть металл перед сваркой. Можно будет попробовать делать разделку кромок на указанных концевых участках, но это довольно трудозатратно и с геометрией шва проблемы будут.
-
Трещины бывают и в начале, и в конце шва. Точнее сказать пока не могу, надо выяснить. после прихватки кромок варится технологический шов по всей длине свариваемых кромок. Трещины находятся ориентировочно в 5-60 мм от торцов листов, протяженность в среднем от 20 до 120 мм прихватки и технологический шов выполняются полуавтоматом в среде активных газов (82% Ar-18% СО2), проволока - ESAB Ok Autrod 12.22 диаметром 1,2 мм или аналог проволоки Св-08Г2С (не помню точно марку, иностранный аналог) соответствует это уже пройденные вопросы, и дело даже не в режимах автоматической сварки, иначе в брак шли бы все швы по всей длине. Остается только заострить внимание на сварке технологических планок (из-за непосредственной близости трещин к ним) и на порядок наложения швов при автоматической сварки - надо ли менять направление сварки при выполнении второго слоя двустороннего шва для уменьшения сварочных деформаций, и, возможно, ухода от трещин?
-
Используем в основном флюс Esab OK Flux 10.71, в печке прокаливаем при необходимых режимах. Пластины длиной до 250 мм, ширина 120-150 мм, шов начинаем варить практически с самого начала пластины В цеху холодно, но температура не опускается ниже 8-10°C О данном вопросе прочитал в книге, приводится ее решение - приваривать планки с полным проваром. Есть еще несколько источников, где сообщается о такой проблеме и о схожем решении ее. Особенность вопроса в том, что трещины идут в основном на "картах" - то есть когда плоский лист варится к листу. На замыкающем шве, который заваривается после вальцовки (то есть когда варим продольный шов обечайки), таких проблем нет.

-
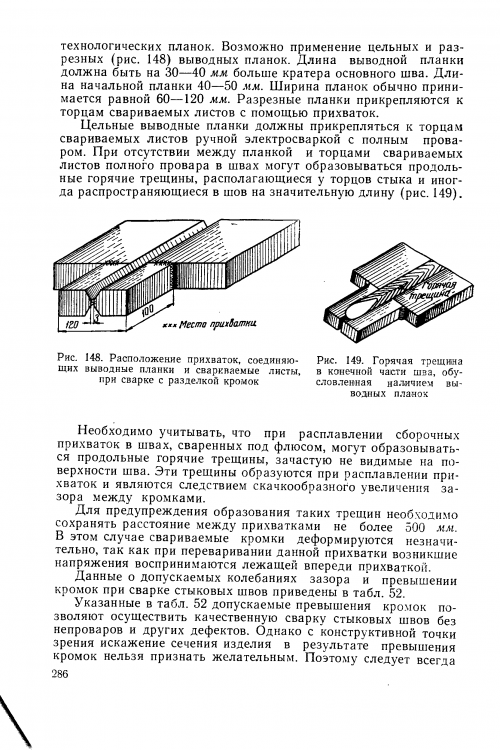
Приветствую всех! На производстве столкнулись со следующей проблемой: варим листы двусторонними швами типа С29 по ГОСТ 8713 автоматической сваркой под флюсом. Начало и конец шва выводятся на выводные технологические планки. Толщина свариваемого металла от 8 до 16 мм, материал - Ст20, Ст3сп, 09Г2С ("черный"). После сварки планки отрезаются, листы вальцуются в обечайку и варится еще один шов по той же технологии. Проводим контроль сваренных стыков УЗК - и очень часто, особенно на толщине от 14 мм, выявляются трещины на участках, недалеко находящихся от краев листа. Может ли неправильная приварка технологической планки быть причиной возникновения трещин, и если да, то как правильно приваривать эти планки (нужен ли полный провар между планками и свариваемым листом). Планки используем из той же стали, что и свариваемыми листы, и той же толщины, что и свариваемые листы; планки идут сплошные.
-
Не подскажете, где такие сварочные подшипники можно приобрести? Спасибо за ответы!
-
Приветствую всех! На производстве столкнулись с проблемой сильного нагрева струбцин, которые прикрепляют провода от источника питания сварочной дуги к свариваемому изделию ("массы"). Сами струбцины изготовлены из обычной низколегированной стали ("черной"), типа стали 20. Появилось предложение заменить эти струбцины на медные. В связи с этим вопрос: кто-нибудь сталкивался с выбором таких струбцин, и может ли кто-нибудь помочь в выборе фирмы-изготовителя, с учетом того, что на производстве используются сварочные токи вплоть до 900-1000 А и такие струбцины должны иметь возможность вращаться?