
Luckystorm
-
Постов
486 -
Зарегистрирован
-
Посещение
-
Победитель дней
7
Тип контента
Профили
Форумы
Блоги
Загрузки
События
Сообщения, опубликованные Luckystorm
-
-
1 час назад, NikOtiN сказал:
Вне зависимости от того, реальная проблема или мнимая, продавцы повысят цены. Они всегда так делают - в любой непонятной ситуации подымают цены.
Вы безусловно правы, но бывают и исключения из правил, например курс юаня проседал в этом году и производитель Аврора понижал цены, т.к закупка к курсу юаня привязаны, Сварог в феврале тоже понижал цены по этим причинам...Фоксвелд тоже понижал цены подглядев за ними, производители же мониторят цены друг у друга на аналогичные аппараты и маркетологи этих компаний делают ценообразование и в оглядке на своих конкурентов.
-
Какие-то проблемы с оплатами заказов на китайские заводы, платежи возвращают и они не проходят, некоторым отгрузки приостанавливают на фоне этих новостей, импортёры уже нашли пути как эту канитель всю обойти, но она наложит доп.расходы на закупки товаров. В связи с этим в ближайшее время начнут дорожать и сварочные аппараты, покачто точно неясно насколько сильно, в самых лучших прогнозах цифры звучат от 5-15 процентов повышение цен, если хотели закупаться аппаратом к началу сезона, сейчас самое время.
-
В 08.04.2024 в 14:04, S_S сказал:
Здесь на форуме упоминался ,виденный кем-то на выставке, аппарат Урал ТИГ 250.
Как-то не по карману поддержка отечественного производителя...а хотелось бы.
А попа у производителя не слипнется
 ? в эту цену можно купить п\а и тиг с отдельными бво каждый трехфазные на 300-350А и еще сдача на пивас останется
? в эту цену можно купить п\а и тиг с отдельными бво каждый трехфазные на 300-350А и еще сдача на пивас останется 
9 часов назад, Jakodzun сказал:Да уж, странное ценообразование. Особенно с учётом характеристик и функций. Да и выглядит он как реплика какого-то китайца...
похоже на то, что у данного производителя по тендерам такое покупают, всякие организации финансируемые с наших налогов...не свои же тратят да и ладно + возможно чьи то интересы в стоимость уже заложены... среди моих знакомых или клиентов точно бы не нашлось тех, кто этот аппарат закупил бы, ценник вообще неадекватный, при том что не похоже, что у этого аппарата есть микс-тиг.. ну хотя бы смена форм волны есть
некоторые решения как-то подозрительно похожи на решения от производителя технотрон...например податчик в корпусе противоударного кейса-чемодана, либо у них заказывают или просто подглядели
особенно радует отсутствие оборудования в наличии, даже не хочется думать о качестве сборки, если каждый аппарат изготовляется под заказ после внесения предоплаты...
Кто-нибудь из форумчан работал на этом оборудовании? Интересно послушать реальные отзывы тех, кто с ними сталкивался -
4 часа назад, Via4eslawgladishew сказал:
Спасибо
Как аппарат сдадите, скиньте в личку фотку акта приема оборудования из сц или любую другую бумажку, попробую посодействовать в том, чтобы надлежащим образом отнеслись к вашей ситуации
-
 1
1
-
-
4 часа назад, Via4eslawgladishew сказал:
Сдать данный аппарат нет возможности, приобретался в дисконте месяц назад. Проверил я только вкл и выкл соответственно обнаружить сразу не удалось. Может есть возможность вылечить путем замены платы.
заполните профиль (регион) чтобы понятнее было что советовать
https://foxweld.ru/services/ пройдите по ссылке, найдите место ближайшее к вашему местоположению, и сдайте аппарат туда -
22 часа назад, Repaircar сказал:
Всем доброго времени суток. Сегодня приобрел Аврору оверман 200 о чем уже успел пожалеть, ибо проблема выше описанная в этой теме у меня проявилась один в один. Занимаюсь кузовным ремонтом 10 лет, за плечами не один десяток переваренных порогов арок лонжеронов и тп. И понимаю что этим аппаратом с этой проблемой невозможно ( без мата и кусачек для того чтоб отрывать приварившуюся проволку к наконечнику) варить автомобильную жесть, особенно если свариваемые металлы с коррозией. Периодически ( но довольно часто при сварке точками возникает сильная дуга которая выжигает проволку до самого наконечника и приваривает ее к нему. Не помогает ни антипригарный спрей ни разные настройки. Вывод простой, если вы занимаетесь кузовным ремонтом, работаете с тонким либо железом подвергшимся коррозии этот Аппарат не для вас, есть вероятность нарваться на подобный экземпляр. Если кому-то нужно видео, могу попробовать записать, хоть и не вижу в этом смыла ТК проблема не единичная.

если 2 недели с момента покупки не прошло, верните в магазин и возьмите n2a5...он так шустренько точками сваривает, как будто создавался под кузовщину - не пожалеете, если брали аппарат в сварочной компании\сварочном магазине а не на озонах всяких - не должны послать лесом
дополню про выбор защитного газа для ваших задач. Вы же в курсе, что присутствие аргона увеличивает тепловложение в изделие? Что при тех же настройках в смеси можно получить более глубокий провар итд. Почему не в углекислоте свариваете тоненькое?
-
9 минут назад, welderman сказал:
А что удивительного в том, что машина на 350А может работать на проволоке 1,6?
Не знаю, это было мое личное предубеждение не пойми откуда взявшееся и ничем не обоснованное, раньше думал, что от такой эксплуатации сварочник кони отбросит очень быстро, а оно вон как оказывается
Каждый день что-то новое узнаешь
даже и не пытался никогда такой эксперимент проводить, думал, что так делать просто нельзя, даже разные производители сварочного оборудования дилером которых я являюсь, не указывают проволоку 1,6мм омедненную, как основную на источники 350А (кроме алюм в импульсных)
И как оно, сваривать 1,6мм на таких аппаратах? Посмотреть бы на швы и процесс)
-
Не знал, что аппараты на 350А способны сваривать этим диаметром, а какой аппарат у вас? (Любопытно)
-
1 час назад, copich сказал:
а если варить 15 мм, 20мм и более? Да хоть 6мм, тоже проволока 6мм? Странно озвучено ваше утверждение.
А с точки зрения научить уму разуму -
 . такое объяснять на пальцах ... флюс бывает разный и поэтому надо еще смотреть как себя флюс будет вести. Не только в получении шва все трудности.
. такое объяснять на пальцах ... флюс бывает разный и поэтому надо еще смотреть как себя флюс будет вести. Не только в получении шва все трудности.
вроде и не писал, что диаметр проволоки должен быть равен толщине свариваемого изделия? если криво написал и ввел в заблуждение - пардон, не хотел.
вообще может на практике выяснится, что на их оборудовании вообще нереально сварить такие тонкие детальки.
написал, что проволока 2.5мм не подходит для сварки деталек толщиной 3мм, проволоку на 3мм не предлагал рассматривать
последний трактор который отгружал в декабре, работает на проволоке 5мм, сваривают им все от 12мм до 40мм (в несколько проходов).
А вообще да, непонятно, зачем для таких тонких деталей использовать трактор, это как из пушки по воробьям фигачить.
по флюсам мои клиенты с тракторами используют всего 3 вида (esab 10.71, ан-348-А, JQ.SJ101 (китайский аналог 10.71) кстати эсабовский не стоит своей переплаты, ведет одинаково по сравнению с китайским
как буду у каких-нибудь ребят с таким оборудованием, засниму процесс, швы получаются ну просто офигенные, не побоюсь этого слова - образцовые
-
19 часов назад, Dmitrii828507 сказал:
Сколько нужно ампер и вольт при автоматической сварки под флюсом проволока диаметром 2.5 мм. На сварочном аппарате MECHTRAC c блоком управления с ESAB A2. Толщина металла 3мм

Какой у вас город?
Если в СПб - готов помочь подобрать режимы за адекватную денежку , заодно и ликбез проведу по сварке тракторами (есть опыт подобный с китайскими).
Диаметр используемой проволоки подобран неверно изначально под толщину свариваемого металла...
-
в вашем случае правильная очередность прихваток будет 1-3-2-4
раз есть стол с отверстиями под оснастку, докупите оснастку под него или сами сделайте ее, и жестко фиксируйте изделия во избежания деформаций.
и не забывайте, что мк можно погреть пропаном газовоздушной горелкой и выпрямить ударным воздействием) удачи
вам для общего образования возможно будет полезно почитать про правильные последовательности выполнения сварочных швов в различных видах МК, если не ошибаюсь в четырехтомнике "Сварка в машиностроении" затрагивается эта тема, на форуме в разделе "загрузки" данный сборник должен быть...
у меня такая книжка есть в бумажном варианте, могу в понедельник поискать и отсканировать, если потребуется
-
16 часов назад, Svarshik_odinohka сказал:
прежде чем такое написать нужно самому опробывать эти зазоры в 3.2 и 6.4 при прожоге 20 мм листа....
Вы хотите сказать, что инженеры компании гипертерм дураки, ничего не понимающие в процессах резки ? Это не так. У их компании бюджеты затраченные на испытания колоссальных размеров, как и подход серьезный.
У моих друзей 125-ая плазма и принимал участие в подборе режимов (у них плазмотрон pmx 125).
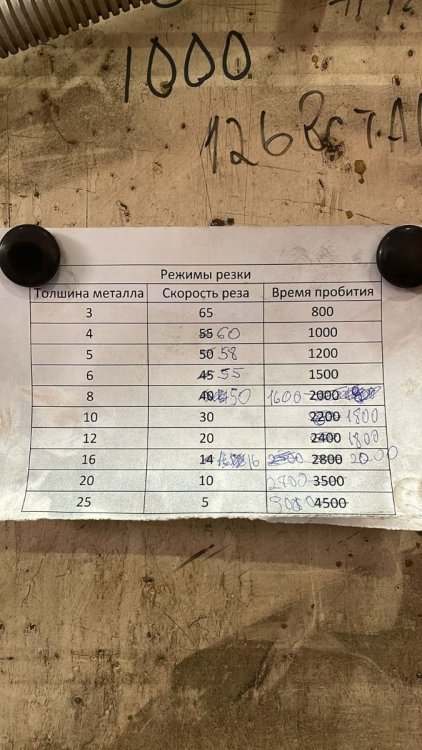
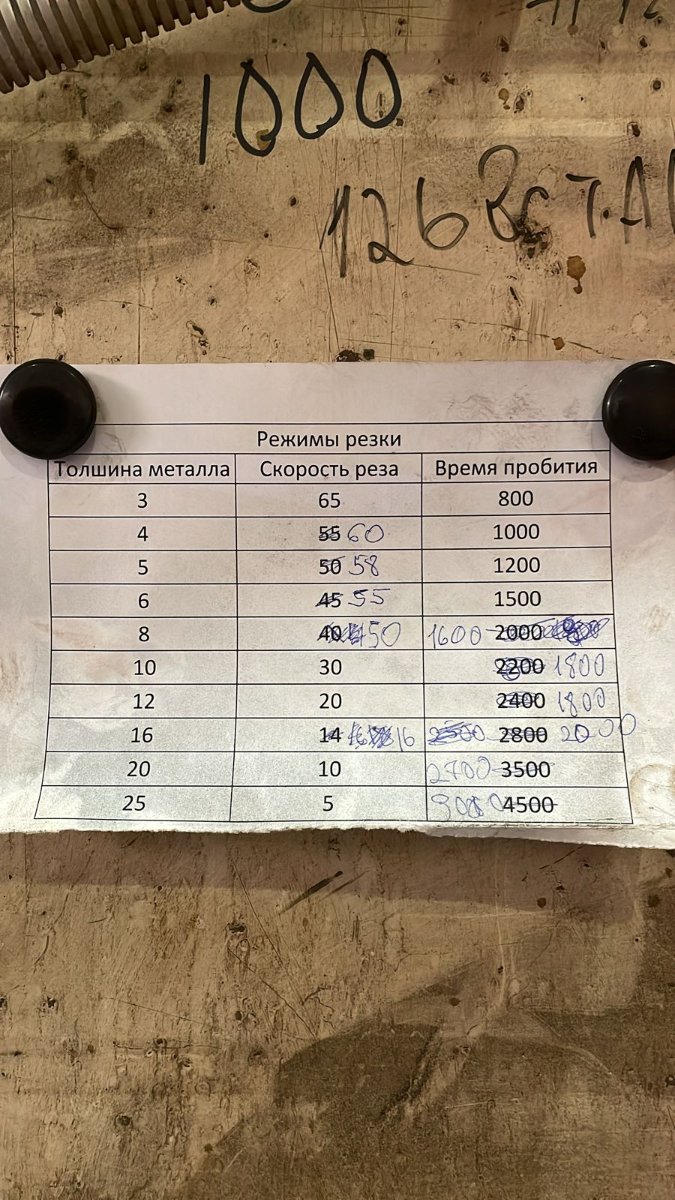
Сегодня как раз к ним ездил с коробкой расходников на месяц , для нового оператора висит такая табличка.
По настройкам за год эксплуатации остановились на таких параметрах. Цитирую их начальника производства.
Давление 0.50 мпа на любой металл у стоит.
Ампераж 125
Скорость реза на 20мм 8-10мс
Время на пробой 2700, пробой сквозной
Зазор пробоя 8мм рабочий 8мм.
Скорректировать вводные из-за разницы в 20А уверен сумеете.
.thumb.jpg.9174c69d1829609389e4fc129ea62a62.jpg)
-
 1
1
-
-
Не сочтите за наглость...а мануал открывали?
если в книжечку заглянуть, можно обнаружить следующее...
Рекомендуемые скорость потока и давление газа на входе Резка: 220 ст. л/мин при минимальном давлении 5,9 бар
длина плазмотрона 7,6 м \15,2 м \ 22,9 м - давление от 5,2 бар / 5,5 бар /5,9 бар
скорость реза для ваших условий выставляете 780 мм/мин для наилучшего реза
для автоматических резаков выставляется зазор в 3,2мм , начальный зазор 6,4 мм
п.с. такие сьемки через маски хамелеон лучше осуществлять в режиме "гринд" будет намного нагляднее, камеру не испортите
данные что я привел выше, указаны если юзать расходку на 105А с защитными экранами, от типа расходки зависят переменные для достижения наилучших результатов, в мануале очень подробно и понятно все расписано, от этих данных уже можно отталкиваться и экспериментировать, данные в табличках этих - точно не от балды написаны, а после выводов от проведений различных испытаний и экспериментов инженерами производителя-
2
-
-
10 часов назад, tehsvar сказал:
Смысл был не в этом, а в том, что типа на Сварог нет нареканий. Я ответил, что на любые марки и модели аппаратов найдутся нарекания. Даже на самые дорогие. А про Вас я сказал, что Вы не занимаетесь непосредственно ремонтом, чтобы как-то это освещать в интернете.
Нарекания и у меня есть, например к аппаратам придуманных маркетологами, один из них PRO SMART TIG 200 OXIFREE, кисточку для пассивации можно в любой аргонник запихать, выставлять как доп.функцию и фишку, преподнося этот источник как уникальный аппарат на рынке - весьма странно)) я бы ещё понял если бы в него установили помпу для нагнетания жидкости и настройку объема подаваемой жидкости...а так маркетинг да и только...про комплектные кабели у бытовых линеек популярных вы верно сказали, но удлинительные комплекты для трёхфазных п/а от источника к турели точно целиком медные или если глянуть на модель N214S, то можно сильно удивится узнав, что на аппарате не меняется полярность
За внутрянку да, рассказать что-то толком и не смогу, не сервисный инженер, ну на эту роль и не претендовал вроде никогда
-
В 19.02.2024 в 10:16, Jakodzun сказал:
Тут на форуме тоже представитель их есть из Питера:
https://websvarka.ru/talk/profile/22433-luckystorm/
Можно попробовать у него цены запросить.
Благодарю Вас за рекомендацию, только сейчас увидел, так бы пораньше сказал спасибо) Приятно
Сейчас как-то потяжелее в нашей сфере стало, если кому-нибудь потребуется сварочник на производство, обращайтесь, предоставлю весомые скидки по безналу (оценит руководство и снабжение) и персональные бонусы лично вам (на пиво в качестве благодарности). Согласно договору с этим производителем мы обязаны поддерживать определенный объем закупок в квартал, чтобы с нашего уровня скидки "не слететь". Этим вы очень поможете мне выдерживать вкусные цены для форумчан на оборудование этого бренда С отгрузок на форум я и не зарабатываю, так, на пиво чуток остается).
В 19.02.2024 в 14:00, tehsvar сказал:Да, я знаю. Но он не по ремонту этих аппаратов специализируется ))).
Ну если пользователь в г. Санкт-Петербург или ЛО легко протащу ремонт вне очереди в головном СЦ, как и поспособствую тому, чтобы аппарат купленный через меня попал к их самому толковому и опытному сервисному инженеру. Так же могу поспособствовать оперативной отправке нужной запчасти \ платы в авторизованный СЦ по РФ. Всякие доработки или улучшения по желанию заказчика (в рамках разумного) так же возможны без слета с гарантии.
В 20.03.2024 в 18:46, Алексец сказал:Вечер Добрый! Нужен совет по сварочному аппарату tig ac/dc однофазник.Бюджет 100к Пересмотрел всяких разных аппаратов .Требования ,простой в управлении,mix tig,холодная сварка и ну все остальные функции .пульс ,пост газ,пред газ и желатено без сенергетики .И надёжный как АК-47))) Что посоветуете ,Смотрел Grovers,Triton и прочим модели .Что посоветуете.
так WSME-200LCD и возьмите, как раз под ТЗ ваше подходит, тут и думать особо нечего...
-
2
-
1
-
-
2 часа назад, hvr63 сказал:
https://www.vseinstrumenti.ru/category/sistemy-modulnyh-trubok-dlya-podachi-sozh-170820/
Внимание! Если кто соберется заказывать отдельные компоненты, то разных производителей к друг другу не подходят.
Спасибо огромное, будем колхозить)
Такая трубка от эсаба в закупке 180 долларов стоила на 2021 год, вот же жадины
-
Где вы эту модульную трубку достали?)
Она насколько понимаю эсабовская и ее больше не возят, заказать невозможно) если знаете где похожее продается, маякните пж
Ищу такую для доработки китайского трактора

-
В 20.03.2024 в 13:32, welderman сказал:
Не тупой, а необразованный.Вернее, малообразованный.Надо учиться дальше, раз есть потребность.
Будем образовываться

К этому году уже к сожалению вряд-ли успеваю подготовиться к поступлению (оказывается нужно блин это дурацкое ЕГЭ сдавать, даже если есть среднее специальное, школьную программу давно забыл...ну или подписать контракт и потом вне очереди
) буду пробиваться в корабелку , сегодня общался с моим мастером Адамом Федоровичем, он кстати тоже порекомендовал именно это место в нашем городе
-
1
-
-
Спасибо за помощь) рд нашел
п.с. какой же я тупой, надо в этом всем разобраться
-
Добрый день, подскажите пожалуйста
Прописано ли где-нибудь, что в сварочных работах обязательно должна использоваться НАКСированная углекислота?
У заказчика работы не принимают, потомучто наша двуокись не имеет данного сертификата и делать НАКС мы на нее не будем ради одного двух заказчиков. Как можно аргументировать нашу точку зрения? Я все время считал что углекислота не подлежит обязательной сертификации в НАКС, где нибудь существует документальное подтверждение моей точки зрения? Заранее спасибо за помощь
-
1 час назад, Блудный химик сказал:
Да особо нигде подробностей не разглашают, коммерческая тайна же)) максимум - без цифр описание процесса
Не буду задумываться о практической стороне вашего вопроса и вообще зачем оно вам надо...У вас есть хоть какой-нибудь аппарат сварочный? Возьмите да проверьте, засуньте арматуру в держак и посмотрите что будет...
Мой z203 разжигает и поддерживает дугу даже если в держак шестерку запихать или арматуру
-
Весна, не мое, нашел на просторах интернета, но и у нас такое происходит и даже что похуже))
.thumb.jpg.14e616ba635a6201657898cd68366657.jpg)
.thumb.jpg.3806695c88a74589adbfa6c2aa0a9f12.jpg)
.thumb.jpg.4ead34b66cdd43e097221adea6c6dc2b.jpg)
.thumb.jpg.65df7b7fcb3293db4b2f4e5ef950e4a1.jpg)
.thumb.jpg.02f3a914fca5500e69e71141b9653ed5.jpg)
.thumb.jpg.5cbbefd7efd29d95900ef70253026fbc.jpg)
.thumb.jpg.521609a89cf29b192c8666efdc46886d.jpg)
.thumb.jpg.41b44ef17f2ca313b9cebcc5e7cc8423.jpg)
-
2
-
2
-
-
Могу n257-ой отгрузить за 96 300 , но для 1,2мм он прям впритык, лучше более старший взять (n258-ой)
Профики сложно рекомендовать, в ремонт часто ездят
Если турель не требуется, посмотрите в сторону skyway 330 synergic (код 14867) или invermig 351 syn (артикул 9267) в бюджет уложимся, а в случае фоксвелда ещё и "сдача" приличная останется которую можно потратить на полезности или пропить
-
1
-
-
18 минут назад, Jakodzun сказал:
Кстати, а оксидную пленку с алюминия/титана им можно чистить или только грязь/краску/ржавчину?
Да, можно снимать пленку в режиме модуляции на маленькой мощности
-
1
-
1
-

.jpg.8c563f99276a091707a7a2b472dd2f7e.jpg)

.jpg.39ab24db2a06b655f1cc1ef9753f9a18.jpg)
.jpg.1ad3fbef39ea7ad12230a60236a4c991.jpg)
.jpg.50944f3e7b0d33f8d1ed5ac369ec3c88.jpg)
.jpg.75a74f3a4adfbe22456487b53b131a4c.jpg)
.jpg.65116e6120436483a3f39cd6cd44aa15.jpg)
.jpg.2b55bf1fa208ef47846e86aabda0fbf2.jpg)
.jpg.01c727d9a5a4189566c22b1fa138a013.jpg)
.jpg.678798e5234c9deaa1b325043e3833aa.jpg)
Самодельный квадроцикл.
в Курилка
Опубликовано
Так если вы уверены в успехе своей затеи, зачем ее выкладывать на всеобщее обозрение?
") кстати генераторы на 4квт начинаются от 40кг, а квадроциклы китайские на 125см2 бензиновые от 80к, что не так уж и дорого.
кстати генераторы на 4квт начинаются от 40кг, а квадроциклы китайские на 125см2 бензиновые от 80к, что не так уж и дорого.
 так же не выйдет спрыгнуть с него при потребности в таком поступке (всякое бывает).
так же не выйдет спрыгнуть с него при потребности в таком поступке (всякое бывает).

Если изготовить не проблема, а продавать очень выгодно - дерзайте, хорошие идеи любят тишину, спустя 2-3 опытных изделия придете к более оптимальному решению, которое можно уже будет выпускать в мелкосерийное производство по предзаказам.
Расскажите (не троллю, действительно интересно) а зачем нужен генератор, разве не оптимальнее поставить накопительный аккумулятор и колеса с рекуперацией. А то ваш велосипед, похож на электромобиль с прицепом, внутри которого стоит пресловутый генератор, питающий электромобиль
И еще вопрос, а на квадроциклах ездили ? сколько раз переворачивались на них при том же резком подъеме в горку? Будет классно получить ранение в бочину острым осколком оргстекла, такой сценарий может быть очень критичен, если кататься в области и медицинскую помощь оперативно получить не выйдет
Разгоняться такой будет не больше 60 км/ч - а зачем такое чудо нужно? даже самокаты и моноколеса быстрее...а для поездок за пивом существуют мотоблоки, который к тому же несложно монетизировать помогая своим соседям в снт\деревне вспахивая участки