

Менгон
-
Постов
2 846 -
Зарегистрирован
-
Посещение
-
Победитель дней
105
Тип контента
Профили
Форумы
Блоги
Загрузки
События
Сообщения, опубликованные Менгон
-
-
-встраивают как дополнительную опцию для разминки мозгов, - типа пасьянса в компахнужен ли импульсный режим вообще

цитата:"Импульсный режим: режим, облегчающий сварку на малых токах. В течение сварочного цикла сварочный ток меняется от максимального (ток импульса) до минимального (ток паузы). Это позволяет минимизировать тепловложение, снизив коробление, нагрев детали; стабилизировать дугу. В режиме средней частоты пульсации дуга приобретает более концентрированную «кинжальную» форму, что приводит к более глубокому проплавлению при том же тепловложении. При сварке нержавеющих сталей на импульсном режиме средней частоты достигается повышенная коррозионностойкость шва, за счет образования мелкокристаллической структуры."
-
"Крым" наш тоже сварной из АМГ Крым Сам сколько АМГ варил, ни разу трещин не получал.Лодки Master имеют цельносварные корпуса АМг61.Внутренние (невидимые в эксплуатации) швы выполняются п/а (MAG), наружные выполняются РАДС.Ничего не лопается.
-
 1
1
-
-
- было дело, перед сменой принёс мастер несколько вольфрамов ?3,2, начали варить(постоянкой)с напарником -что за хрень?- вольфрам на глазах съедается... Пошли заточили, варим - опять тоже самое... Самое интересное, когда я начал пассатижами его вытаскивать из горелки, он погнулся как отожженная проволока. Мы мастеру тут вопросы начали наворачиватьначал укорачиваться, пока совсем не расплавился.
 тот: - "Не знаю чё такое", но заменил на другие. Так я и не понял, что за шутки с вольфрамом были.
тот: - "Не знаю чё такое", но заменил на другие. Так я и не понял, что за шутки с вольфрамом были.
-
2
-
-
Или наоборот.
-
moisnya, Я шарабаны и из обычной чернухи делал,-полёт нормальный.
-
moisnya, Какая есть в наличии из такой и делай, разницы нет. Если есть выбор, делай из более дешевой,- всё равно закоптится и почернеет.
-
Некоторое количество шила можно слить с торпед.Так им не хватит
блогодарствую, ранее умещался в цистернах дисциплинированной воды по ПБ и ЛБ в 4 отсеке.Эх,сколько "Рояля" сюда уместилось бы..
-
Прихватки точками, шаг?70 - удобнее будет сваривать, нерж ст сильно коробит, кромки дают "волну" особенно до 1,5. Если бак под рыбу, то защита обратной стороны шва обязательно,-иначе соль сожрёт швы через год и ёмкость потечёт.
-
Пусть будет так. Конечно, здесь можно друг-другу врать про разные марки - всё равно не проверишь, так же как и не докажешь.Ну во первых это не мои радиотехники , они просто готовят оборудование к отправки в тех центр по гарантии и больше всего у них оказалось синеньких и красненьких итальянцев.
-
1
-
-
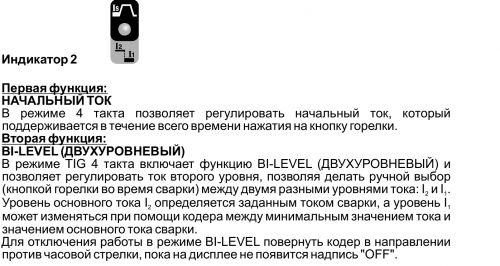
Я описываю весь программируемый цикл 4Т но можно установить и так, что бы "зажег отпустил и варишь"-все настраивается.Режим 4т как раз и нужен для продолжительной сварки чтобы сварной не удерживал кнопку на горелки , а какой вы режим описываете я не совсем понимаю для чего он нужен когда есть импульсный режим AC/DC где задаётся минимальный и максимальный ток а так же регулируется длительность пульса .
Был не так давно в сервис центре одной известной фирмы торгующей сварочным об-нием так у них на ремонт лежало в основном оборудование блювелд и телвин.
По поводу вашего сервиса...наверное ваши радиотехники имеют низкую квалификацию вот и обросли хвостами Гг


-
- возможно но 4Т это не просто "нажатием/повторнымвозможность выбора
режима включения/
выключения дуги - нажатием/отпусканием
кнопки горелки или
нажатием/повторным
нажатием,,,, разве речь не об этом режиме?
нажатием". 4т это заранее выставленные дежурный ток например 10А - зажёг и держишь кнопку, отжал-ток 1уровня напр.60А, кратко нажал ток 2уровня например 100А - кратко нажимаешь-отжимаешь ток переключается между 1и 2ым уровнем и в наконец нажал и держишь- плавное затухание дуги(тоже заранее выставляется)
-
1
-
-
skrem du, Не сомневаюсь. Просто всегда приходится делать выбор и учитывать толщину кошелька, рентабельность и наличие той или иной марки в данный отрезок времени. На начало 10года наши магазины занимались только телвинами-блювельдами, вот и пришлось мне выбирать из ихнего сортимента самый оптимальный вариант. Отдавать по интернету 70тыс за другие марки тогда я не решился боясь кидалова. Купил свой аппарат и пока не жалею,-весь функционал в наличии. Хотя образцом и мечтой для меня служит Кемппи.
-
Alihan, Понятно. Смотрим:Инвертор аргонодуговой сварки InvertTouch 200 TIG ac/dc имеет:
* 60% продолжительность включения нагрузки при токах 200 А(режим TIG) и 160А(режим ММА)
* встроенный осциллятор для бесконтактного зажигания дуги,
* встроенный регулятор баланса переменного тока,
* цифровой вольтметр/амперметр,
* возможность выбора режима включения/выключения дуги - нажатием/отпусканием кнопки горелки или нажатием/повторным нажатием,
* предварительную и заключительную подачу защитного газа с регулировкой длительности заключительной подачи,
* плавное уменьшение сварочного тока с регулировкой длительности.
Инвертор аргонодуговой сварки InvertTouch 200 TIG ac/dc укомплектован:
* клеммой заземления с кабелем и токосъемником,
* горелкой с 4-х метровым шлангом,
* комплектом сменных элементов для горелки,
* шлангом для подвода аргона от баллона.
Характеристики аппарата для аргоннодуговой сварки Zwarg InvertTouch 200 TIG ac/dc:
Род тока: =/~/импульсный
Ток, А: 200
ПН, %: 60
Диам.электрода, мм: 1-4
Напряжение, В: 1/220
Габариты, см: 51,5х22х39,5
Масса, кг: 25"
----------------------------------------------------
Частота АС меняется?-неизвестно. Также непонятны характеристики импульсного режима. Вес-25кг - неслабо.Режимы 2Т -4Т - отсутствуют.
-
Alihan, Нормальное ПВ для такого класса, главное реальное а не "дутое", есть у мировых марок ПВ 35% но за 130 тысяч - оно вам надо?
У меня при 150А розетки горят если включаться на продолжительную сварку.
-
tig, Тогда просьба: объединить в одну тему: Telwin TECHNOLOGY TIG 222 AC/DC - HF/LIFT и BlueWeld Prestige TIG 222 AC/DC HF/Lift, потому, что они даже не клоны а аппараты с одного конвеера Telwin только с разными верхними крышками-брендами. Выкладываю фото шильдика своего BlueWeld Prestige.

-
tig, Мы земляки и по телефону делиться опытом по проще будет. Но если создадут тему по этой модели то обязательно внесу свою лепту на страницах форума.
-
moisnya, Поделюсь опытом, проверь личку.
-
Видели бы вы эту печь после того как слесаря её турбинкой с резиновым кругом отдраили - сказка! Но хотел бы я видеть её после первой хорошей протопки, чёрная и с раздутыми боками стала по любому.Но не только дело в аппарате
-
Да, так и есть от 1 до 3 были толщины: баки, коптилки, мойки для столовых и пр. Но... один раз был заказ на печку для бани, чудак привёз свой лист 12х18н10т 5мм. Раскроили, собрал-сварил аргоном, тоже швы были неплохие - розовые цветом, думаю: сталь толстая, быстро тепло забирала. Аппарат был Кемппи "Марк-500"-хааароший агрегат я вам скажу.Видимо все равно толщины изделия у вас были не большими, т.е. милиметровка ну двушечка. Если 3- и выше, то все равно не получается

-
Да, всё это верно - и сапожки и прижимы...а народ хочет получать "золото" без прибамбасовВ противном случае применяют "САПОЖОК", медные прижимы. А если очень быстро охлаждать шов, то будет получаться хрупкий шов (крупный мартенсит). Или околошовная зона будет страдать. Высокая скорость охлаждения может сыграть отрицательную роль.
вот и выложил я кое, что из личного опыта.Просто вспомнилось как я работал в одном ООО у частника, зима, в помещении не выше +10 ноги стынут - зато швы на изделиях из НЖ красивые, чуть ли не белые
-
1
-
-
-- Вставлю свои 5коп: Для золотистого цвета шва зашита(расход) газа важен но не только, так же большое значение имеет и быстрое охлаждение шва. Для этого я применяю намеренно заниженный диаметр присадки относительно толщины свариваемого металла, соответственно выставляю ток меньших значений. Вылет вольфрама минимальный. Всё это в комплексе:Повышенный расход аргона, заниженный ток и присадка, вылет вольфрама, даёт очень неплохой результат в плане эстетики, но стоит отметить, что скорость сварки несколько падает.валик навариваю и он черный.На твоих фотках у тебя даже валики шедевры на пластинах золотистого цвета
-
1
-
-
Мы про "образец" или про "отрыв-безотрыв"?шов должен выглядеть как образец. Если стык не ответственный, наверно все зависит от натуры человека
Уверяю вас что с отрывом шов тоже выглядет как образец и это доказанно не мной а большой армией сварщиков-судостроителей, ОТК, военпредов за долгие годы сварочного производства в нашей стране - Атомные ледоколы, подводные лодки, надводные корабли. Ну положено варить трубу на газ, нефть безотрыва - и хорошо и правильно это, но это не значит, что такой техникой сварки нужно варить всё и вся-не получится. Взять хотя бы пример: изделия мы варили для сталеплавильного цеха из 12х18н10т s10 электроды ЦТ15- да они через треть длины раскаляются до красна и начинают липнуть и ср..ть - вот и "чирикаешь" потихоньку с отрывом даже в нижнем положении шва. А по вашему как?
-
2
-
-
-Как-то по рыбацки звучитОчень большим плюсом трезубца является то, что его можно бросить с высоты.
Хороший держатель пассатижного типа в стеклопластиковой рубашке, тоже выдерживает падения с высоты, хотя запрещается это конечно - метание инвентаря с по наземным целям.
-
- Ну, как проще? В полевых условиях,- когда кромки у трубы "зубасто"и косо обрезаны бензорезом; - когда стоишь на шатком ящике-подставке и тебя болтает от ветра а тянуться к стыку нужно выше головы... А стекло на морозе инеем затянуло?.. А току у тебя с запасом накручено, ибо мороз на улице и мудрить с точным подбором не получится. Какой уж там безотрывТак может все таки проще сделать это без отрыва?
 (воспоминания о командировке в п. Чумикан )
(воспоминания о командировке в п. Чумикан )
-
2
-



Почему расплавился вольфрамовый электрод?
в Ручная дуговая сварка — ММA
Опубликовано