

panzer
-
Постов
21 -
Зарегистрирован
-
Посещение
Тип контента
Профили
Форумы
Блоги
Загрузки
События
Сообщения, опубликованные panzer
-
-
Добрый день!
Для испытания нового компактного трансформатора для РДС нужны электроды диаметром 7-8 мм. Ток ожидается в районе 500 А.
Не подскажете, где такие можно приобрести? И насколько востребована такая сварка?
-
@Vanguard, радиатор сварен - загляденье! Ровненько, заподлицо. У меня была похожая задача, и что-то примерно похожее получилось, мягко говоря, не сразу)
-
@Antony31, в всех положениях кроме нижнего, не рельно получить шов как на уони. учитесь на уони
Рутилом еще горизонт симпатичный получается
-
@selco, а из чего подкладка? На второй фотке блестит, как алюминиевая, я уж подумал, что плавящаяся.
-
 1
1
-
-
Всем привет!
Хочу поделиться результатами сегодняшней работы.
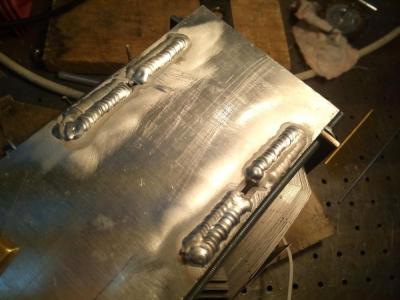
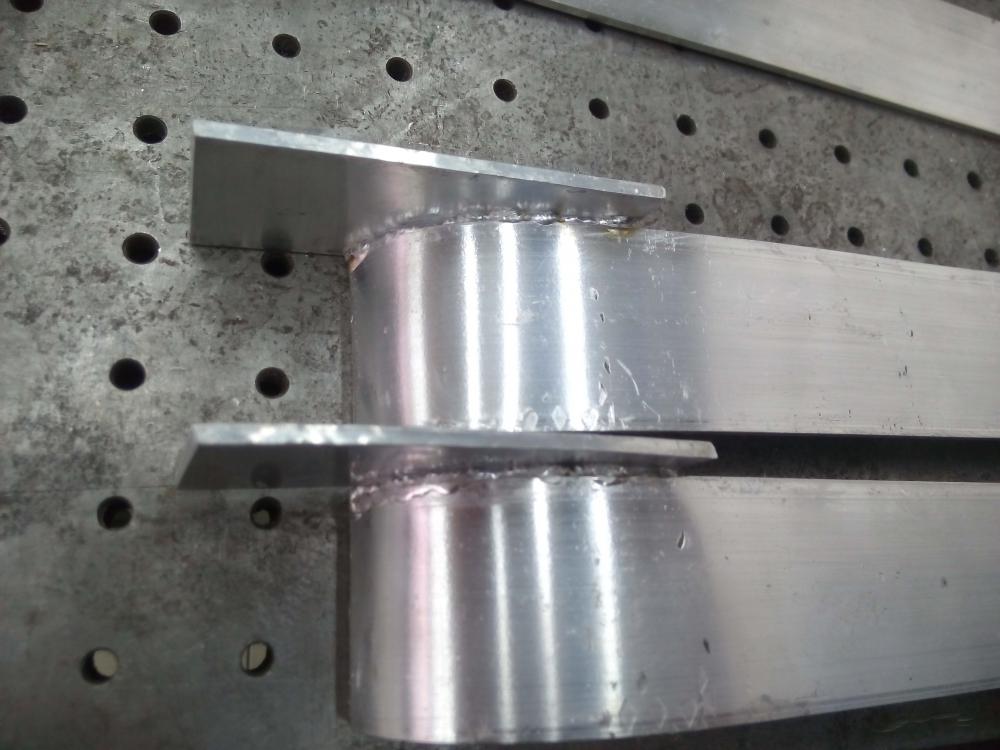
Приваривал пластины к выводам вторичной обмотки трансформатора контактной сварки.
Пластины из АМГ-6 (6 мм), в них прорези с разделкой на полтолщины, в которые снизу вставляется вторичка из чистого алюминия (3 мм).
Пару месяцев назад выкладывал фотки подобной работы (операция типовая):
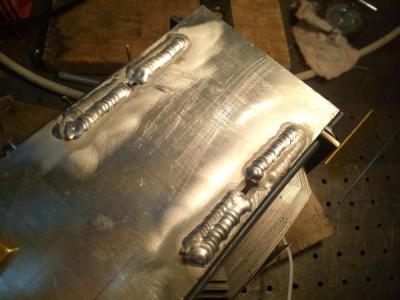
Вот сегодняшние:


Ток 150 А
Баланс 65%
Присадка 5183 2,4 мм
Вольфрам WL-20 3,2 мм
Теперь варю в один проход и с присадкой 2,4 вместо 3,2. Вроде покрасивее смотрится, да и валик пониже (в идеале хотелось бы заподлицо).
Тут меня попросили трещину в радиаторе на автомобиле заварить, не снимая. Стоит попробовать, или заведомо ничего хорошего?
-
4
-
-
Товарищи, чем зачищаете нержавейку перед сваркой?
Нержавеющей щетки, увы, нет.
-
В том-то и дело, что у меня такая фигня часто начинается в середине шва, когда ванна уже давно есть. Аппарат - китаец, ATIG 315 PAC. Кстати, когда варю тренировочные стыки или просто гоняю валики, такого не происходит.
-
"Железка" отмытая, просушенная, зачищенная, обезжиренная и предпрогретая. Может, проблема в том, что кромки стыкуются под углом 45 градусов (катет 3 мм)? Вот дуге иногда и не хочется в угол лезть)
-
Тоже сталкивался с такой проблемой - внезапно дуга начинает скакать куда-то на границу зоны очистки, ванна теряет форму. Не могу понять, в чем причина: вроде и зачищаю хорошо, и дугу держу предельно короткую. Может, угол заточки слишком острый?
-
Знал и сомневался на этот счет, но более опытный коллега "успокоил", да и поддува еще не завел.
-
Спасибо всем за помощь!
Попробовал приварить своим телом — не получилось, край ручки очень легко прожигается.
Раздобыл медно-кремниевую присадку — другое дело! Обваривать полностью не стал, а то ручка уже дымилась, положил с боков по сантиметру.
Одно смущает: на внутренней поверхности образовался белый налет (оксид цинка?). Зачистить и забить, или сразу выкинуть?)
P.S.: Медь странно варится: вроде зачистил хорошо, а ванна грязная.
-
Красивая работа.
А техника "сварко-пайки" отличается от техники TIG-сварки? Или то же самое, только провар поверхностный?
Вот фото, видны следы чьих-то попыток припаять.

UPD: На weldingtipsandtricks есть видео про brazing, это оно и есть?
-
Добрый день!
У советской кофеварки отломалась ручка. На донышке клеймо "МНЦ".
Стоит ли пробовать прихватить аргоном, или лучше припаять?
Если паять, то каким флюсом и припоем?
-
Друзья, почему часто, при сварке, на стадии прихваток или даже при наложении основного шва, в начале появляются горячие трещины?
У меня была такая же проблема при сварке АМГ-6 с чистым алюминием.
Изменил следующее:
1) Более тщательно зачищал;
2) Прогревал более толстую деталь перед сваркой градусов до 80 промышленным феном;
3) Поменял присадку с алюминиевой на 5356 (АМГ).
Проблема исчезла.
-
Спасибо за фото!
Какая толщина? Кромки разделывали?
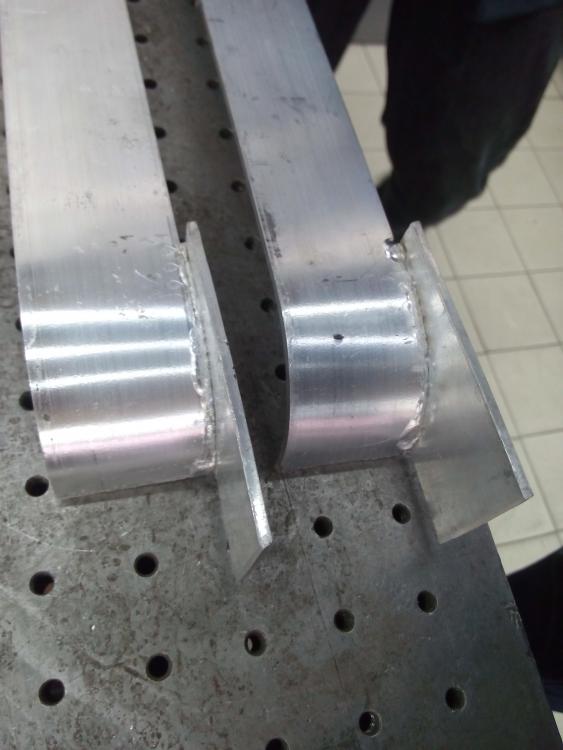
Вот, варил сегодня:
Это трансформатор для контактной сварки.
Пластина АМГ-6 (7 мм), в щели вставляются выводы из чистого алюминия (3 мм) и привариваются.
Присадок 5356 3,2 мм.
Ток 150 А; WL-20 3,2 мм; Баланс 70% (30% очистки), аргон 10 л/мин.
-
3
-
-
@круазик, можете выложить фото обратной стороны углового соединения?
-
Можете скинуть фото, как должен выглядеть внешний угловой шов, желательно - с двух сторон?
Буду благодарен.
-
Да, щетку давно хочу купить.
А на фото что-то вроде "бабочки" или в два прохода?
Почему ширина полосы катодной очистки слева и справа разная получилась на обоих швах?
Баланс в районе 30%?
-
Спасибо.
Да, опыта маловато, второй баллон недавно начал.
Кромки зачищаю напильником и обезжириваю ацетоном. Что изменить?
На стыке обратный валик получился только тогда, когда разделал кромки снизу.
Может, и для углового есть какая-то хитрость?
Почему аппарат ругаете?
-
Добрый день!
Оцените, пожалуйста, швы.
Аппарат AOTAI ATIG 315 PAC
Ток 110 А
Баланс 35%
Частота 200 Гц
Расход 8 л/мин
Электрод WL-20 3,2 мм
Материал - чистый алюминий 3 мм, зазор 2 мм
Присадка - чистый алюминий
Варил на стальной подложке.

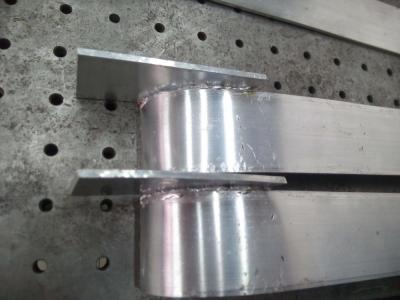
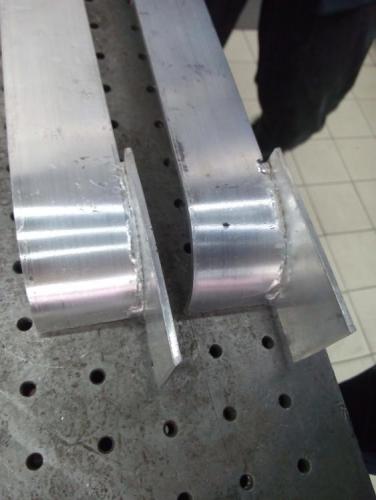
Не могу понять, как получить полный провар при сварке снаружи угла.
Обычно получается что-то вроде этого:



Стыковое получается более-менее прилично:













Электроды для РДС большого диаметра
в Ручная дуговая сварка — ММA
Опубликовано
@Kondor416, отлично, вот и работа нашлась!)
@svarnoi69, спасибо. Правда, у них сайта нормального нет, но попробую дозвониться.
@serga01net, отвечу по порядку:
1) Ток регулироваться пока не умеет, да и интересно погонять на максимуме;
2) Пятерка сгорает очень быстро)
3) За рецепт спасибо, сам давно хотел провести такой эксперимент! То есть, обмазать, потом обмотать, потом снова обмазать?
4) На дуге будет всего вольт 20, сеть у нас мощная, 300 кВт тянет.
5) Транс весит килограммов 10. Есть одна особенность, но я пока не уверен, что могу о ней написать.
Мое участие в проекте ограничилось свариванием двух алюмишек, но я первый в очереди на испытания) Надеюсь, через неделю транс будет готов, видео испытаний выложу здесь.