жиндос
-
Постов
21 -
Зарегистрирован
-
Посещение
Тип контента
Профили
Форумы
Блоги
Загрузки
События
Весь контент жиндос
-
Я не знаю точно надо видеть своими глазами. У меня примерно было такое это оказалось мятая проволока, бывает это незаметно может через 50см, а бывает через 3-50см.
-
Пока получается не очень, но подрезов не стало и валик стал более плоским. А в вертикале убавляю до 160 ампер и скорость проволоки и варю с отрывом. Опыта у меня маловато. Всем спасибо, Ваши советы очень ценные.

-
Я Вас понял, спасибо обязательно попробую.
-
Спасибо за совет. Насчёт фото постараюсь сделать.
-
Мыльные пузыри между валиком и тонким металом. Вы правы скорее всего рука не набита, боюсь прожечь металл. Спасибо за совет,завтра послежу за соплом. И ещё у меня всего скорее неправильная техника нанесение шва (из стороны в сторону в угловой стыке) ,слишком крутой валик и побокам получаются подрезы. Может подскажете с техникой нанесения шва. Если Вас не затруднит какое нибудь видео небольшое или гивку. Спасибо. Смесь CO2 - 20% и остальное AR 40л.
-
Толстый метал хорошо прогревается, а мыльный раствор пузыритыся на тонком металле.
-
Сварку произвожу в газовой смеси углекислота с аргоном. Проволокой 1.2 мм, марки Есаб. Толщина металла 3 мм с фланцем 10мм. Марка стали Ст3. Полуавтомат стараюсь настроить чтобы не было брызг (заказчик не принимает). Извинения за задержку.
-
В основном нет, потому что стараюсь продолжить шов отступая назад, на уже сваренные шов и заканчивать тоже, заходяя на сваренный шов, а пузыритыся на ровном месте, где шов ровный. (Наверно опыта у меня мало, а поделится некому)
-
Спасибо за ответ. В принципе я так и делаю,основной шов веду по толстого металлу,а на тонкий чуть закидываю (варю полуавтоматом ёмкости под проверку давлением) из-за того, что боюсь прожечь тонкий металл получается непровар, хотя шов ровный. После проверки под давлением мыльной пеной шов в некоторых местах пузыриьтся. Посоветуйте может какой секрет есть. Спасибо
-
Подскажите пожалуйста как правильно сваривать тонкий металл с толстым полуавтоматом и аргонодуговой свакой
-
А правда при сварка в газовой смеси (Ar\CO2) разбрызгивание металла меньше.
-
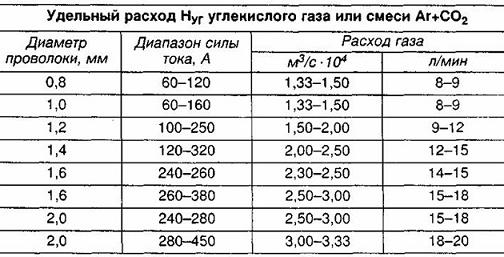
Я с Вами согласен все зависит от разных критериев и каждый сварщик подбирает индивидуально под себя настройки но как-бы знать базы от чего отталкиваться хотелось бы знать. Я тут накопал в нете может кому пригодится.
-
Может у кого нибудь есть таблица где указан: расход смеси, сварочный ток, толщина проволоки, толщина свариваемого материала. Буду очень благодарен.
-
Спасибо за таблицу. Только не пойму получается расход газа не зависит от толщины проволоки, от толщины свариваемого материала и какой газ углекислота или газовая смесь (ar/co).
-
Внутренний диаметр сопла 12.5мм слишком большой расход получается.
-
Предыдущая тема - Вопросы новичка по п/а сварке, часть 1 ______________________________________________________ Подскажите пожалуйста, в каких пределах выставлять на редукторе расход газовой смеси ar/co2 (л/мин) при сварке чернухи проволокой 1.2 мм полуавтоматом, толщина металла от 4мм до 10мм.
-
В баллонах от огнетушителей на много больше заложено выдерживать давление чем в обычных тем более советского производства. Это как сотрудник пож. охраны говорю. Тем более они были заправлены углекислотой намного большим давлением чем когда заправляю их от 40 литрового баллона. А на фотографиях где они взрываются это современные жестянки. Как взрываются баллоны сам видел когда тушили сараи но только маленькие пропановые они были нагреты до красноты. Вожу в машине на калымы, очень удобно.
-
А написано до 31 января. Почему фото перевернулсь не знаю. А впрочем можете удалить эту тему.
-
Выукрутил старые винтели, купил новые с переходником, приварил подставки. В крутил новые винтели. Заправляю из 40 литрового баллона. Работать на выезде удобно.
-
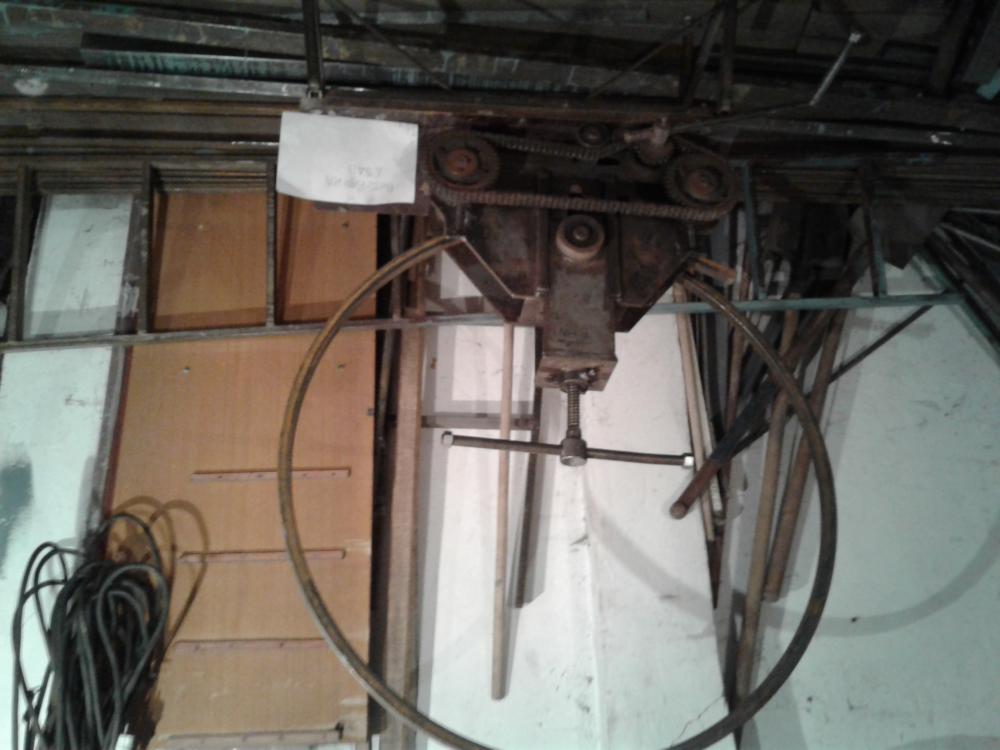
Сделал его лет десять назад.Валы и обоймы для подшибников заказал знакомому токорю. Подшипники, шестеренки и цепь купил магазине автозапчастей. А это работы сделанные с помощью трубогиба.