TZYus
-
Постов
142 -
Зарегистрирован
-
Посещение
-
Победитель дней
1
Тип контента
Профили
Форумы
Блоги
Загрузки
События
Весь контент TZYus
-
Спасибо, Валерий! Присадка была только 0,8 мм и 2,0 мм. 0,8 не мог донести до ванны, а 2,0 давала толстый шов, не мог её разогнать вдоль шва. Надо ещё толщиной 1,0 или 1,2 мм приобрести. С трещинами как бороться? спад подольше?
-
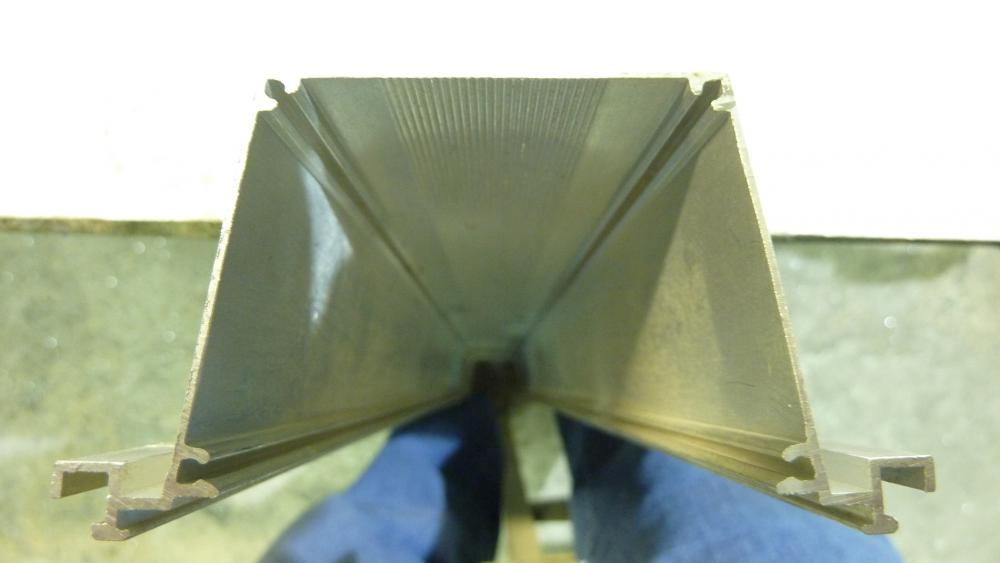
Сегодня пробовал сваривать алюминиевый профиль, толщина стенки 1 мм. Параметры сварки: предгаз 0,5 с, пульс частота 2 гц, базовый ток 15 А. пиковый ток 75 А на 20%, спад 2 сек, постгаз 3 сек. Баланс 35%. Присадок 0,8 мм АМГ, вдвое. Возникли вопросы: 1. Сначала прогревал деталь, стоя почти на месте, по мере прогрева скорость увеличивал, а к концу шва ванна начинала проваливаться, не успевал за ванной. Как лучше вести шов? 2. Можно ли сварить, если есть зазор между деталями? У меня в таком случае ванна проваливается. Замучился потом заваривать дыры. 3. Если образовалась дыра, как её лучше заварить? Вырезание и разделка заново обязательны? 4. Отчего появляются трещины в начале и конце шва? Спасибо за внимание.

-
В 122 посте. Глобул, Александр. надо попробовать.
-
Обещанные фото: Глобул, пока не представляю, как такое возможно.
-
Доброго дня! Ещё попользовал РАДС, заварил немного разбитые на дамбе редуктора моторов. завтра постараюсь добавить фото после ремонта, где-то потерял.
-
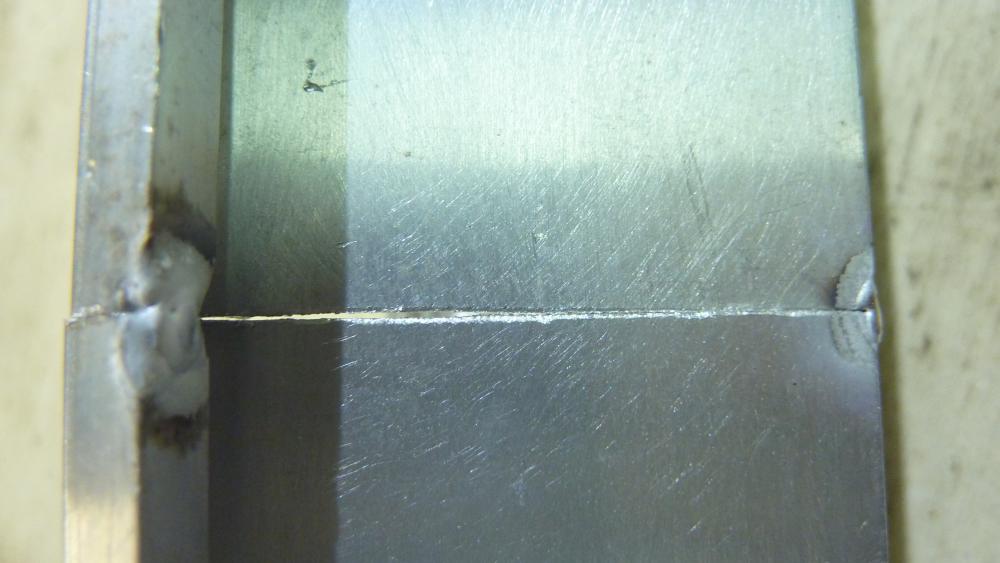
Нержавейка 304, дыр понаделал, замучился потом заваривать.
-
пока не срослось, Материала нет, а на обрезках тренироваться скучно. это же первые опыты. Нет, в помещении, Его прямо на старый канализационный коллектор поставили.
-
Перегородок нет. . баки по 50 литров, первый сезон ходят пока. Просто обрезки были на работе.
-
Здравствуйте! Я тоже приобщился к РАДС для себя, нужно было сварить бензобак для лодки, нержавейка 0,8 мм была в наличии. три месяца тренировался , два баллона аргона, но баки сделал ..