

Mykola
-
Постов
361 -
Зарегистрирован
-
Посещение
-
Победитель дней
24
Тип контента
Профили
Форумы
Блоги
Загрузки
События
Сообщения, опубликованные Mykola
-
-
AnaTolik
Если Вы сварщик, то должны понимать, что практика она и есть практика: взял за руку и показал. А в эпистолярном жанре с одинаковым успехом можно и гемор лечить...

-
AnaTolik
Не понимаю, как это "не всегда бывает достаточно подачи проволоки "?...
 В таком случае должен прерваться процесс сварки из-за обрыва дуги. На том построена система полуавтоматической сварки: скорость подачи должна быть равна скорости плавления проволоки. В крайних, дурацких, пределах проволока либо утыкается в ванну, либо гаснет дуга...
В таком случае должен прерваться процесс сварки из-за обрыва дуги. На том построена система полуавтоматической сварки: скорость подачи должна быть равна скорости плавления проволоки. В крайних, дурацких, пределах проволока либо утыкается в ванну, либо гаснет дуга... Скоростью подачи проволоки в небольших пределах от рабочей точки регулируется длина дуги: на короткой напряжение меньше, на длинной - больше. В первом случае перенос металла мелкокапельный, во втором - крупнокапельный. Величина напряжения прямо пропорциональна ширине шва. Это если не делать колебательных движений. А за счет их амплитуды и частоты можно наплавить сколь угодно высоту и ширину усиления отделочного слоя. Если у Вас получается настолько крупнокапельный процесс, что они попадают не в ванну, а в сопло, то это значит, что неправильно выбран режим...
Скоростью подачи проволоки в небольших пределах от рабочей точки регулируется длина дуги: на короткой напряжение меньше, на длинной - больше. В первом случае перенос металла мелкокапельный, во втором - крупнокапельный. Величина напряжения прямо пропорциональна ширине шва. Это если не делать колебательных движений. А за счет их амплитуды и частоты можно наплавить сколь угодно высоту и ширину усиления отделочного слоя. Если у Вас получается настолько крупнокапельный процесс, что они попадают не в ванну, а в сопло, то это значит, что неправильно выбран режим...-
 6
6
-
-
И для полной ясности...
-
Если уж такая удача свалилась и у Вас "Фрониус" программируемый, настройте на сварку толщины металла равной величине притупления разделки кромок и вперед... Выберете (для надежности, чтобы проволока не проскакивала в зазор) положение горелки "углом назад" градусов на 15 от вертикали и частыми колебаниями по кромкам ведите сварку так, чтобы дуга все время горела в ванне, не выскакивая на холодный металл. Потренируйтесь на образце, где можно наблюдать процесс с обратной стороны. С помощью напарника, который будет подсказывать степень проплавления и образования обратного валика Вы (а я уверен в мастерстве "ручников") за пару тренировок освоите сварку полуавтоматом...
-
2
-
-
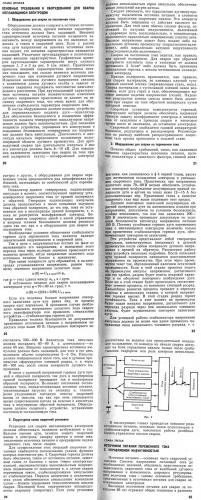
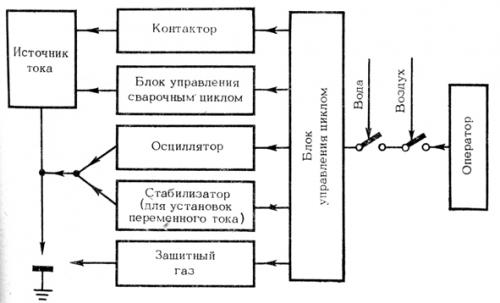
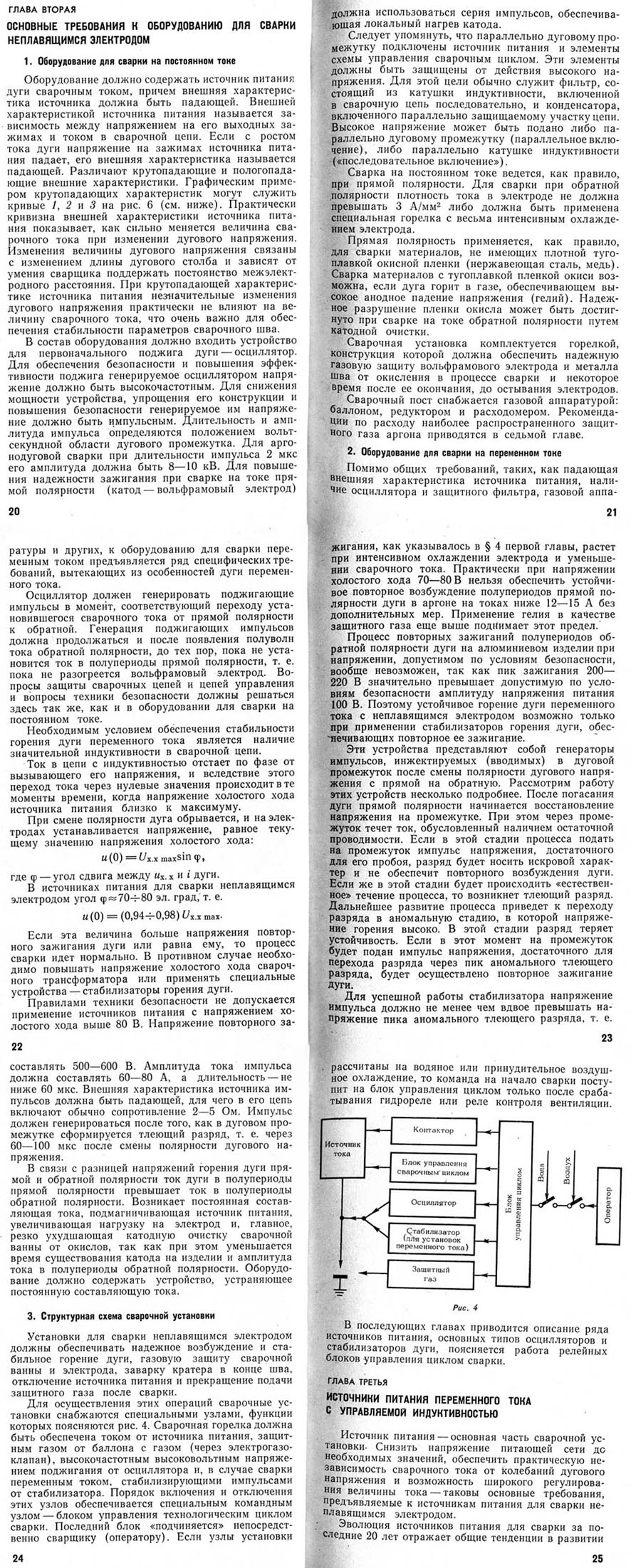
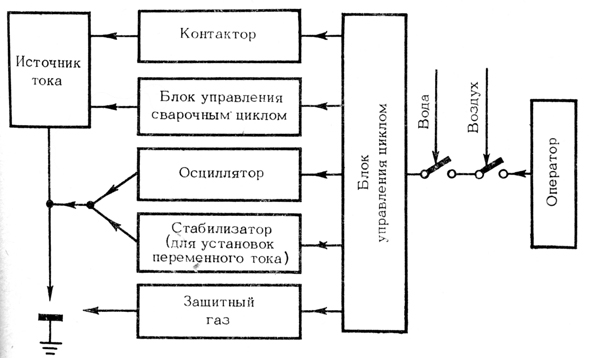
Нашел у себя брошюрку от 75 года прошлого века по оборудованию для сварки неплавящимся электродом и вот из нее структура сварочной установки на переменном токе
-
"Фрониус" - это песня... Мне кажется, что дай ему задание с помощью программы и он сам за тебя все сделает...

-
1
-
-
Лепило
Эти электроды (АНО-21) как раз и придуманы под сварку труб...
Сами корень заполняют... -
1
-
-
Робота ведь человек учит распознавать где нужно варить, а где нет... Специальность теперь есть такая - хореограф роботов...
-
Лепило
Все зависит от того, КАК подготовишь тонкое на толстом...
Если бы тщательнЕе, то не получилось бы той дырки в коренном шве... А уж если не хватило терпения вывести равномерно разделку с притуплением, то дугу нужно "закидывать" чуть вперед на толстую часть кромки и быстро сбрасывать образовавшуюся каплю в ванну попеременно с каждой стороны стыка. А выводя отделочный шов, делать длинные остановки на краях шва, быстро проскакивая середину, не давая образовываться ванне в большом объеме. Иначе, как видите: по краям подрезы, а по центру наплыв...-
1
-
-
Есть рекомендация на электроды ЦТ-15, ЭА-400/10у, если швы угловые (вварка штуцеров в коллекторы и трубопроводы). ОЗЛ-6 можно применить по предварительной облицовке ЭА-395/9 при сварке стыков труб.
-
А полуавтомат, это проволока Св-08ХГСМФА, сопутствующий подогрев 350-400 и (как было при СССР) специальное разрешение от Мнэнерго... Есть специальная сноска: "прихватка стыка и сварка коренного шва, в случае Св-08Г2С, допускается без подогрева" Результат тот же...
-
alexhelios
Господа не ищут простых решений...
Поэтому, можно вручную аргоном облицевать кромки проволокой Св-08Г2С, а потом на щадящих режимах (без фанатизма) докончить полуавтоматом, этой же проволокой, стыки. Тогда ожидаемых трещин можно избежать... -
МИХА75
Можно варить...
Но только ручной аргоно-дуговой сваркой и именно Св-08Г2С и, самое шокирующее - без подогрева (летом). Скептиков упреждаю: прежде чем подать голос изобразите эти сплавы в диаграмме Шефлера и рассмотрите то, что вижу я... -
Учебник TIG
-
4
-
-
Немного о газовой защите:
-
Стоило набрать в Гугле вот то, что Вы написали в кавычках, так он выдал книгу http://bankknig.com/knigi/130666-texnicheskie-processy-lazernoj-obrabotki.html Продолжайте дальше в том же духе...
-
AkaShira
Действуют они по-разному на глаз...
Ультрафиолет - на сетчатку, инфракрасный - на роговицу... -
Лепило
Дождитесь, когда мыши выедят внутренности Вашего телевизора и тогда появится шанс выучиться на телевизионного мастера...
А таким мастерам нипочем любая электронная техника и сварочная, в частности - знаю такие примеры... -
morgmail
А заказчикам?...
В описанном мной случае, я не рекомендовал тратить время и деньги на бесполезную работу. -
morgmail
В тяжело нагруженных рамах трещины возникают от усталости металла. Предлагали, однажды, для обследования, на предмет ремонта, раму автокрана со множеством заваренных участков, так там новые трещины возникали рядом с заваренными.
-
Действия их по математическому принципу: "От перемены мест слагаемых, сумма не меняется"...
Подумешь, что в ЕТКС написано: § 45. ЭЛЕКТРОГАЗОСВАРЩИК2-й разряд
Характеристика работ. Ручная кислородная резка и резка бензорезательными и керосинорезательными аппаратами стального легковесного и тяжелого лома. Ручная дуговая, плазменная, газовая, автоматическая и полуавтоматическая сварка простых деталей, узлов и конструкций из углеродистых сталей. Кислородная и плазменная прямолинейная и криволинейная резка в нижнем и вертикальном положении сварного шва металлом, а также простых и средней сложности деталей из углеродистых сталей по разметке вручную, на переносных стационарных и плазморезательных машинах. Прихватка деталей, изделий, конструкций во всех пространственных положениях. Подготовка изделий, узлов и соединений под сварку. Зачистка швов после сварки и резки. Обеспечение защиты обратной стороны сварного шва в процессе сварки в защитных газах. Наплавка простых деталей. Устранение раковин и трещин в простых деталях, узлах, отливках. Подогрев конструкций и деталей при правке. Чтение простых
чертежей. Подготовка газовых баллонов к работе. Обслуживание переносных газогенераторов.
Должен знать: устройство и принцип действия обслуживаемых электросварочных машин и аппаратов для дуговой сварки переменного и постоянного тока, газосварочной и газорезательной аппаратуры, газогенераторов, электросварочных автоматов и полуавтоматов, кислородных и ацетиленовых баллонов, редуцирующих приборов и сварочных горелок; правила пользования применяемыми горелками, редукторами, баллонами; способы и основные приемы прихватки; формы разделки шва под сварку; правила обеспечения защиты при сварке в защитном газе; виды сварных соединений и типы швов; правила подготовки кромок изделий для сварки; типы разделок и обозначение сварных швов на чертежах; основные свойства применяемых при сварке электродов, сварочного металла и сплавов, газов и жидкостей; допускаемое остаточное давление газа в баллонах; назначение и марки флюсов, применяемых при сварке; назначение и условия применения контрольно - измерительных приборов; причины возникновения дефектов при сварке и способы их предупреждения; характеристику газового пламени; габариты лома по государственному
стандарту.
-
BelaZZ
Некомпетентность кочует из поколения в поколение...
Первая запись моей трудовой книжки 1968 года: "Принят газоэлектросварщиком первого разряда в сталелитейный цех". Уже и помер давно инспектор, сделавший ее, а дело его живет... -
Рентгеновский и гамма-контроль - суть разные вещи. Хотя и относятся к одному виду контроля источниками ионизирующего излучения. Первым источником служит рентгеновская трубка, а вторым - капсула с гамма-активным нуклидом. Для первого источника требуется электроэнергия, он громоздок и зачастую трудноприменим в полевых условиях и труднодоступных местах, а второй компактен и лишен недостатков первого. Таков краткий экскурс в методы неразрушающего контроля... Подробнее можно найти материалы в сети, используя ключевые слова из вышесказанного...
-
1
-
-
AbuKamil
Есть такая технология дуговой сварки. http://stroy-technics.ru/article/remont-khodovoi-chasti-dorozhnykh-mashin
"Лежачим электродом" называется...
Это почти как дрова лежа рубить...-
1
-
Работы по днищу....и разводка батарей автономного отопления дома
в Курилка
Опубликовано
Maler
Если расширительный бак тот, окотором я думаю, (мембранного типа) то его можно ставить в любом месте закрытой системы отопления, которая работает с циркуляционным насосом. Открытая, это когда естественная циркуляция и тогда ставится открытый бачок в самой высокой точке. В открытой системе нужно ставить трубы как можно большего диаметра и соединение труб делать, как на Вашем чертеже. Закрытая система предусматривает две трубы: подачу и обратку и тогда подача идет в верхнюю часть батареи, а обратка с нижней и лучше с противоположной стороны от подачи. В закрытой системе, где всего три батареи, достаточно трубы диаметром 16 мм Pex-Al-Pex (это которая армирована внутри алюминием). Батареи из чугуна лучше заменить на ковекторы, т.к. чугунные работают на излучение и требуют более высокой температуры. Из собственного опыта говорю: у меня газовый котел и зимой отопительная вода в пределах 40-50 град.