

Рабиндранат Кагор
-
Постов
983 -
Зарегистрирован
-
Посещение
-
Победитель дней
4
Тип контента
Профили
Форумы
Блоги
Загрузки
События
Сообщения, опубликованные Рабиндранат Кагор
-
-
Это такой способ заболтать тему и уйти от конкретики что ли? Я же сказал что будем делать. Гнуть 108 трубу у меня нет никакого интереса. Если нужен гиб приваривается отвод. Резать.. ну могу резануть, только вам будет сильно обидно ))) У меня CUT-70 Jasic. Режу трубу 108х4 по шаблону ну секунд за 10 ) Никаких 3/4 - ибо это очень мало, делов на минуту максимум, счетчик и вздрогнуть не успеет. Не нравится вам большая труба, давайте варить пластину, но толщиной не менее 6-ки и длиной не менее 400мм(можно 2 по 200, или 4 по 100, не знаю ассортимент вашего приемного пункта). Чтобы было, что поварить )... и варить, и резать, и гнуть... Не переживайте - когда это сделаете, уж менее 100 Вт не "намотаете"...
-
Не переживайте за меня будут вам не только изреченияБудьте внимательнее - к Вашему добавляем: варим тройник из трубы 3/4 дюйма, прорезаем в одном из концов продольную прорезь длиною 5 см и шириною 5 мм, затем один из концов в двух местах гнём "на горячую" без повреждения "шкурки"... Даже можно и без лампы накаливания...
Начинайте, я после Вас-с... "Всё!" будет лишь потом, а пока только лишь одни изречения...
 Резать и гнуть ничего не будем, будем варить. Не 3/4 а чтонить значительно побольше, а то счетчик и насчитать ничего не успеет. Сосредоточтесь уже, о чем идет разговор.
Резать и гнуть ничего не будем, будем варить. Не 3/4 а чтонить значительно побольше, а то счетчик и насчитать ничего не успеет. Сосредоточтесь уже, о чем идет разговор.
-
Ещё раз заостряю ваше внимание, сосредоточтесь! Эксперимент именно для развенчания экономичности плазмомета. А посему берем счетчик, так и быть 16А автомат, заодно втыкаем лампу накаливания в тот же тройник и ВАРИМСамым показательным является публичная демонстрация в широком кругу как сторонников так и противников... В общем, Ваша реакция лишь доказательство словоблудства противников бытовых плазменников, занимающих определенную нишу сварочного оборудования, в котором ни один вид сварки не способен составить им конкуренцию в совокупности всех их возможностей, а не по отдельным функциям, в том числе и по затратам на 1см шва...
Видео и фото сюда. У меня ВСЁ.
-
Не надо никаких дорог. Варите где вам удобно и фиксируйте показания. Сейчас эпоха интернета в собственном перемещении никакой необходимости нет. Так для справки: РДС - ручная дуговая сварка. То есть электрод по другому.Увы, но сколько киловат часов затрачиваю на стандартный шов, сказать не смогу... по причине не зания сего стандартного шва... Варю, увы, без оного... С РДС-никами тоже не знаком, но умудряюсь варить и на 4А и без баллонов с длинными шлангами... Думать может кто угодно и что угодно... и даже в сотни раз...
Ну, что же Вы сразу "в кусты"?! Давайте устроим межвидовой сварочный публичный турнир на какой-нибудь сварочной выставке... ограничим питание автоматом на 16А... а потом поварим, понагреваем, порежем всякие металлические куски!!! Я даже согласен потратить на дорогу в престольную...
Да, уймите буйство фантазии, это про "кусты".
-
Я предложил конкретный опыт, однозначно иллюстрирующий сколько киловатт часов было затрачено на стандартный шов. Ну можно ещё добавить чтобы РДС-ники стремились к минимизации показаний. Думаю раз в десять они вас уделаютСлышать-то я слышу,да вот только ничего конретного не звучит... Я же не зря поставил вопрос ребром http://websvarka.ru/...t=60#entry31752 ...
Согласен!!! Давайте поставим сравнительный эксперимент... и во всех нюансах (иначе, говоря во всех режимах)... видимо, с Вами по китайским инвенторам, а с ARGONIUS-ом -- по газосварке...
Всё... иных видовых сварщиков притязания не высказываються?
По поводу мигания лампочек )) Я, например не очень стесняюсь воткнуть инвертор в один тройник(пилот) с работающим компом и что-нибудь приварить троечкой ОК 46.00 ) Не далее как две недели назад этим занимался на работе.
-
Ну что же так?Совершенно ничего не говорит... Я, когда свариваю металлические детали, обхожусь даже без неё, родимой...
А я предлагаю расставить точки над Ё иначе... Берем каждый своё (я свой плазменник, а Вы - своё) и "на своём горбу" следуем в какую-нибудь полузаброшенную деревеньку и варим для какого-нибудь местного жителя железки для его подсобного хозяйства... А потом через пару-тройку годков едем к нему и интересуемся - развалилось ли сваренное каждым из нас и о мнении того местного жителя о соблюдении ГОСТа, также про фото шва снаружи, внутри... да хоть даже в профиле с анфасом... а заодно и про Ваши трамвайные остановки...
 Вы же всё бравируете работой в слабой сети и низким потреблением, при этом не утруждая себя услышать, что вам говорят в ответ о любом китайском инверторе. А не доходит на словах(не можете абстрактно представить ) давайте поставим эксперимент. Дойдет по другому
Вы же всё бравируете работой в слабой сети и низким потреблением, при этом не утруждая себя услышать, что вам говорят в ответ о любом китайском инверторе. А не доходит на словах(не можете абстрактно представить ) давайте поставим эксперимент. Дойдет по другому  Да, я расширил маленько предыдущий пост.
Да, я расширил маленько предыдущий пост.
-
Простите, Вы говорите о сварке, например, уголка 75х75 или чисто подключении к розетке?
Не знаю о какой мощности Вы так выражовываетесь, но моя такой не понимать... Я могу показать фотки на котором два уголка 35х35 сварены на 5А, могу показать трубу 3/4 приваренную к пластине сечением 7х30 (но это, как у поэтов говорится, ещё из ни где неопубликованного)... Скажите проще, какую Вам мощность нужно, но в толщине металла...
Или же у Вас сварное сознание "заточено" чисто под величину силы тока?
А если просто докрасна нагреть "без повреждения шкурки" нужно? То какой инвентор может справиться? Ой, только не говорите про баллоны пропана или бензорез... Оные вообще "не из той оперы" - длинные шланги... большие баллоны...
Просто интересно. Вам такое словосочетание- "падающая вольт-амперная характеристика" о чем-нибудь говорит?
Знаю способ раз и навсегда расставить точки над Ё в вопросе КПД плазмомётов.
Берем например одинаковую трубу, скажем 108х4. Затем идем к электросчетчику и фиксируем показания. Далее варим стык по ГОСТУ. И ещё раз фиксируем показания. Выкладываем разницу показаний и время, затраченное на сварку
Ну и фото шва само-собой. Снаружи и внутри катушки.Что-то мне подсказывает, что плазмомёт уже проиграл пару трамвайных остановок, если вообще доедет до финиша ( соответствие шва ГОСТУ).
Примечание: На наличие дефектов внимание не обращаем(исключаем субъективное мастерство сварщика), только на формирование шва, и на подготовку изделия к сварке - одинаковая разделка, одинаковый зазор. Надеюсь понятно, что это просто задает количество наплавляемого металла. Ну и фотка подготовленной к сварке катушки на фоне счетчика и затем заваренной катушки на фоне счетчика. Фотка внутри катушки нужна, чтобы не было соблазна мухлевать, наложив валик усиления просто поверх неразделанной трубы
-
 1
1
-
-

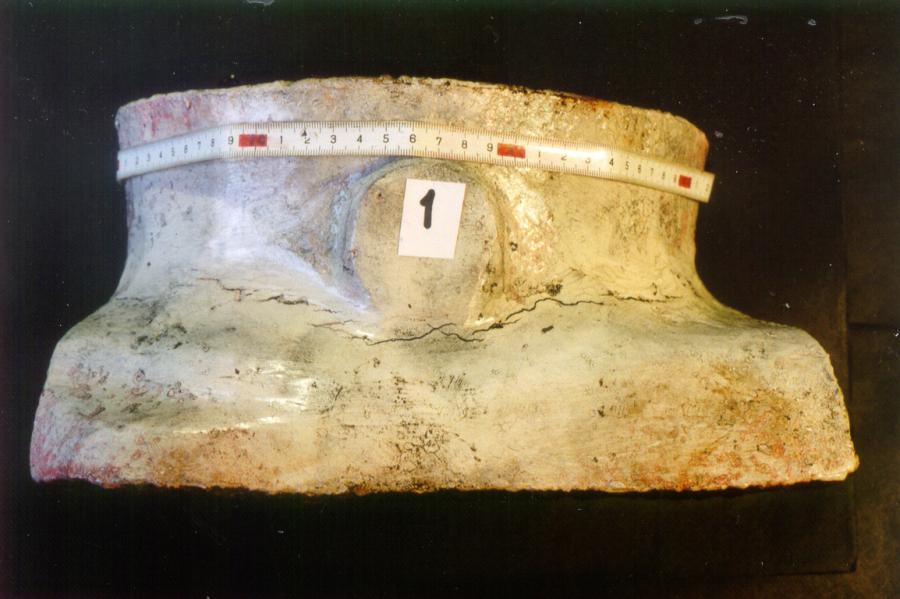
Вот вырезка из коллектора с ГРЭС, в таком случае МПД весьма в тему

-
1
-
-

Это так, из "прошлой жизни"

-
3
-
-
Давно не видел этого метода в использовании.
Этот метод очень хорош на деталях машин, валах всяких и т.п. Только требует качественного размагничивания.
-
Предыдущие фото из фильма "Троих нужно убрать или образцы-свидетели долго не живут"?
У нас почему-то считается,что МПД самая "ядовитая" из дефектоскопий.Может потому ,что редко используется.Обычно мел-керосин,цветная,гамма да УЗК.
Извиняюсь, что цитирую старое сообщение(недавно я тут).
В МПД нет ничего "ядовитого", но она кажет только поверхностные и подповерхностные дефекты это раз, только на магнитных материалах это 2, и довольно геморройно осуществима, особенно по месту. Вот например такой экран магнитить, надо было бы циркуляционным намагничиванием, это когда пропускается большой ток вдоль шва, а магнитные силовые линии получаются поперек и будут выявляться дефекты по границе шва и околошовной зоне. Далее, чтобы увидеть осаждение порошка на такой поверхности, её придется сперва покрасить в контрастный порошку цвет, либо использовать люминесцентную эмульсию и осматривать в ультрафиолете короче делов больно много, а эффекта мало. Я бы просто светанул эти швы, а по границе вихретоком поездил.
-
2
-
-
Скорее всего 160ампер максимум.Пв 100%при токе 80 ампер.Скоро вылетят диоды,если уже не вылетели,дорожки попеченые.Видать заказывали у китайцев совсем дешевые аппараты,что наварить побольше.Им только демонстрировать дугу можно,или пару электродов в час варить.
Справедливости ради следует сказать, что мой экземпляр(тот что на фотках) пока работает. Полпачки четверки им сжигал подряд - в защиту не ушел, правда в цеху прохладно. Как навернется - здесь же отпишу.

-
И контора не стесняется лепить на это гарантийную чекуху ) Продаваны
Правда в списке оборудования на сайтах сей аппарат не числится - постеснялись )
-
Немножко о "пайке"
http://data.photo.sibnet.ru/upload/imgbig/134919428168.jpg
http://data.photo.sibnet.ru/upload/imgbig/134919429395.jpg
http://data.photo.sibnet.ru/upload/imgbig/134919429115.jpg
http://data.photo.sibnet.ru/upload/imgbig/134919428694.jpg
http://data.photo.sibnet.ru/upload/imgbig/134919428921.jpg
-
4
-
-
Способ крепления кнопки включения питания
http://data.photo.sibnet.ru/upload/imgbig/134919430193.jpg
http://data.photo.sibnet.ru/upload/imgbig/134919427933.jpg
http://data.photo.sibnet.ru/upload/imgbig/134919428036.jpg
http://data.photo.sibnet.ru/upload/imgbig/134919429640.jpg
-
4
-
-
Начало многообещающее!
Плата внутри просто свободно болтается и фиксируется только вставленными в отверстия передней накладки сварочными гнездами. Снизу на всякий случай засунули кусок резины )
http://data.photo.sibnet.ru/upload/imgbig/134919238284.jpg
-
2
-
-
А как же! Сейчас раскурочу и зафотаю.
-
1
-
-
http://data.photo.sibnet.ru/upload/imgbig/134919026780.jpg
Морда
http://data.photo.sibnet.ru/upload/imgbig/134919026860.jpg
Вид сбоку
http://data.photo.sibnet.ru/upload/imgbig/134919028677.jpg
Сзади
http://data.photo.sibnet.ru/upload/imgbig/134919026930.jpg
Шильдик
http://data.photo.sibnet.ru/upload/imgbig/134919026685.jpg
Пресловутая чекуха, лишающая гарантии любопытных
-
2
-
-
В комплекте идут такие кабели
http://data.photo.sibnet.ru/upload/imgbig/134918950280.jpg
Держак стандарный китайский и говномасса.
Причем кабели сечением 25 квадратов!
Но массовый длиной всего один метр
-
3
-
-
http://data.photo.sibnet.ru/upload/imgbig/134918907647.jpg
Вот так выглядит упаковочная коробка.
На ней указано что аппарат имеет ремень и ручку.
Ремень есть, ручку китайцы приделать по видимому забыли
-
2
-
-
Ну значит так...
Побудительным мотивом написать этот отзыв явилось то обстоятельство, что у нашего сварщика сдох этот аппарат и обменять его в магазине отказались, сославшись, что вышел срок обмена ) А посему я теперь могу сорвать чекуху со своего(покупал раньше на неделю) и засветить его потроха в сети. Потому, что если и мой поломается - обмен уже не светит, ругаться с магазином... делать больше нечего, сдавать в сервис не стану, унесу сразу в мульду.
С чего всё началось, как-то, в очередной раз приехав в магазин за расходниками, увидел этот аппарат. С виду явный китаец, ценник 4990, прикинул вес, потяжелее раза в два моего прошлого аппарата Тельвин техника 164, заявленный ток 220 ампер, заявленный ПВ на 140 амперах 100 процентов.
Особых иллюзий не питал, взял на авось. На складе при этом меня уверили, что отказы есть, но в случае чего заменят без вопросов.Приехал на работу и давай его пытать. Всё замечательно, варит. Тут наш сварщик и спросил, что да как, где взял, почем. Я естественно сказал. И он купил себе такой же.
В итоге он им поварить толком не успел. Аппарат отказал на третьем включении, да ещё на выезде - конкретное попадалово, километраж был намотан зря.
Поэтому я как бы косвенно виноват в испорченном настроении нашего сварщика, кроме того, в интернете оказывается нет никакой инфы об этом девайсе. Вот и переборол свою лень, пусть инфа будет, пусть люди знают, что это такое WELD ARC-220 из "Мира сварки".
Сейчас, как подзарядится фотоаппарат, приступлю к фотосессии ))
-
5
-
-
Вечером размещу фотки снаружи, внутри, коробочку со ссылкой на сайт "Мира сварки" и отзыв.
-
3
-
-
http://websvarka.ru/talk/uploads/monthly_07_2012/post-5872-0-36006700-1343760819_thumb.jpg
Смотрю, датчики ПНЦ(ЦНИИТМАШевские) ещё в ходу? Или это ПКН (Красковского) ?

Вся правда о "брате" Мультиплаза
в Плазма и газ-резка, сварка, напыление
Опубликовано