Бармалей
-
Постов
24 -
Зарегистрирован
-
Посещение
Тип контента
Профили
Форумы
Блоги
Загрузки
События
Весь контент Бармалей
-
Тут как-то ещё подошли работы по брозе

- 171 ответ
-
- 10
-

-
Заехал сервис, перестало работать вообще все!!!
-
Значит ждал того, кому -это важно.
-
Ну вот фотки:
-
В сервисе сказали,что все аппараты ,которые заезжали с панелью U6 все глюченые .Будем перепрошивать ,как только сервис доедет (планируют в пятницу-пон.)сразу отпишу о результате.
-
После вашего вопр.почувствовал себя так ,словно попросили снять трусы прилюдно.
-
Контакты +375293360931Михаил.misha_76@tut.by Можно в Viber на тотже номер.
-
Спасибо за ответ.Отвечаю на вопр.Находится аппарат гМинске РБ .Продавец ПромСварка.Аппарат не на гарантии со слов продавца был демонстрационным, продавали со скидкой.По проволоке черняга Св08г2С ОТ 0.8-1.0ММ .Свариваемый металл от Ст3сп,пс,кп.,до Ст20 ,0.9гс ,AISI304 ,от листов до профильного.Защитный газ микс 80/20.Все необходимые рекомендации при смене проволоки и настройки в панели упр.произвожу согласно инструкции.(На это грешить не надо) ,дабы добиться высококачественно сварки. Горелка новая.По напряжению в сети :Завод который проектировали при совке ,сейчас мощности если загружены на половину ,то это хорошо.Если бы были просадки по сети , работая вечером ошибку не выдавало,а она выскакивает в процессе постоянно.Нет мягкости сварочной дуги, сформировать шов не могу.
-
А вот у меня есть вопр?Эксплуатирую аппарат Esab mig3000i панель упр.u6.сер ном.0459750882. 1.При сварке в режиме,Qset,syn,mig/mag,Настройки, очень плохо подстроить ,идет сажа ,подача проволоки ,то идет ,то не подает,то подает проволоку ,а дугу не поджигает выдает ошибки 26/2,Был созвон с дилером ,говорит ,что это не доработка надо прошивать .Жду ответа....
-
Атмосферы, в 2-х калонках таблицы?
-
Нужно приварить две пластины в нахлест 1+1мм, но на одной нанесен слой меди и слой олво-виссмута .T C°плавления у каждого слоя разная
-
непонятно,что?
-
Сварка алюминия с плакированной поверхностью.Фишка в том,что нужно приварить шайбу,основа которой алюминий,медь,олово висмут.Контактной сварки нет,пришлось делать ТIG.Электрозаклепкой тол.мат S 1.0.
-
Работал с аппаратом TRITON 220AC/DC.Моё мнение по поводу EWM:Считаю, одни из лучших фирмачей, т.к.Очень надежен,регулировка настройки алгоритма параметров легка , интуитивно сварщик быстро разбирается.10 программ JOB.Все платы под лаком,(делают сами в отличии от других именитых брендов) .Высокая степень пыле-влагостойкости.Производитель даже указывает ,что можно эксплуатировать на кораблях для ремонтных работ.Работал на предыдущем поколении п/а ,прост,надежен как "Калашников".У нас на районе под аттестацию только ими катушки катают.Делают только в Германии.Достойный выбор для профи.
-
Хотелось бы добавить сварные швы, выполненные китайским аппаратом на 220V номиналом 230А.Мат.черняга Ст3степень раскисления кп ,тол S-3+4.Режим приблизительно 150-180А.(перед сваркой окалина удалена механически).фото.
- 2 393 ответа
-
- 18
-
-
Сварной шов. Сварка тонколистовой высоколегированной стали марки AISI304.S-0.8 Сварка без присадочного мат.Сварочный аппарат ESAB tig 2200.Сварочный ток 30А,диаметр вол.электрода 2.4 .Линза.Кер.сопло 8.Процесс сборки.Проверка дет.на соответвие КД.Сборочные опер. детали должны сопрегаться идеально без зазора,ставлю прихватки на равнозначном расстоянии друг от друга.Прохожусь молоточком по месту будущего св.шва.Свариваю ,стараюсь везти легкими колебательными движениями без рывков ,равномерно,если нужно остановиться, довожу до прихваченного места.По завершению сварного шва ,визуальный контроль:на равномерность св.шва,цвет.околошовную зону.Если все соответствует...продолжаю ,если нет-корректирую.Фото
- 2 393 ответа
-
- 14
-
-
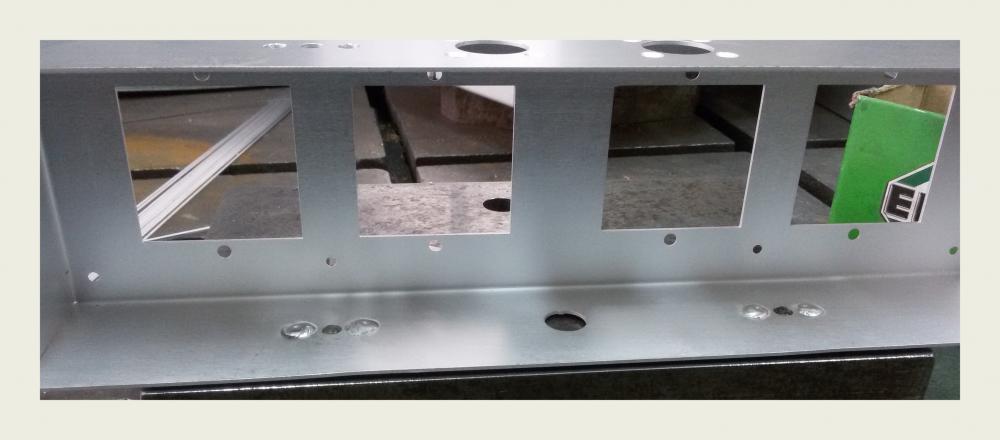
Называется это изделие "Топливный блок биокамина".Изготовлен из аустенитной стали марки AISI304,обладающей низким линейным расширением при нагреве,а также высокой окалиностойкостью.Изготовлен с помощью лазерной резки,механической гибки,сварки методомTIG.Изделие, по сути ,примитивно.Состоит из шести элементов:1)Фланец с прорезанным пазом тол.мат.S-3. 2)Корпус тол.мат.S-2(цельногнутый сварной).3)Заслонка тол.мат.S-3.4)Уголки-направляющие,по которым будет ходить заслонка тол.матS-2,привариваются с внутренней стороны фланца с учётом линейного расширения при нагреве.4)Бобышка(токарка) приваривается к заслонке для регулировки расхода горения биоэтанола.5)Кронштейн S-1.5 предназначен для безопасного контроля ,регулировки при горении пламени,а также гашения .6)дополнительная деталь: перфорированный п-образный короб устанавливается внутрь топки для придания при горении "блужданию огня".Можно и без него.При сборке нужно соблюдать последовательность .Могу сбросить фотки
-
В завершении темы : Уважайте своих близких и то место, где вы с ними живете,а место для работы вы ещё себе приобретете в том или ином качестве, т.к.вы еще молоды.Желаю вам удачи.
-
Офигеть !!!!!!.Квартира для ЖИЛЬЯ,а не для провидения сварочных работ .
-
Печь изготовлена из нержавеющей стали AISI304 s-1.5
-
Инф.по теме.Я бы выделил 2 типа бронзы: оловянная и безоловянная.Как правило, в скульптуре используется оловосодержащая бронза, т.к.обладает хорошей текучестью в формообразующих..Свариваемость методом TIG отличная.Подготовка сварного соединения точно такая, как сталям по ГОСТу.Присадочный мат. БрКМц.d-3-4mm.Какие моменты хотелось отметить при сварке: ввиду высокой теплопроводности св.ток устанавливаем чуть выше, чем при сварке стали.Последующая механическая и динамическая обработка только после полного остывания св.шва.Можно сваривать и на MIG/MAG желательно с вольт амперными хар-ми.тип проволки тот же.Не достаток сильное разбрызгивание.что не любят слесари. Можно использовать MMA вместо электрода вставляем графитовый (угольный)стержень на конце ,где будет катодное пятно(дуга)сводим в конус.Каков процесс:угольным электродом Греем металл, затем вносим в сварочную ванну присодочный материал с бурой, очень геморройный процесс.сильно чадит и оставляет налет, который нужно щеткой постоянно чистить.
- 171 ответ
-
- 12
-
-
В биокамин заливается биотопливо на основе спирта и т.д.Можно даже в квартире топить при разумном подходе.
-
топка биокамина
-
Вандалы
-
На фотке 5-6 цвет св.шва соответствует (соломенному цвету),госту,а вот околошовная зона требует доп.защиты.Титан при нагреве 300-350град впитывает как, губка ,из атмосферы газы. Поэтому требуется Доп.защита со всех сторон св. шва.Сварка титана отличная.