vnuk
-
Постов
641 -
Зарегистрирован
-
Посещение
-
Победитель дней
39
Тип контента
Профили
Форумы
Блоги
Загрузки
События
Весь контент vnuk
-
Обратился вдруг человек с вопросом, может будет полезно кому для самообразования, копировал; Есть много личных вопросов, если не против народ, то внесу сюда по возможности времени? Доброго здравия. Евгений, выражаю большую благодарность за ваш труд. Не могли бы вы систематизировать поданную вами информацию в видео "TIG учимся понимать сварочную ванну" Очень понравилось фото вашей работы в видео - цилиндр с проварным конусом. Мне не понятно как совершать пилообразные движения горелкой и при этом описывать полуконтур сварочного "яичка" подкручивая сварочную ванну. Неясно в каком случае сварочная ванна подкручивается, для удержания её в своих рамках. У меня нет в данный момент на производстве полностью окунуться в сварочный процесс TIGa. Но некоторый опыт имеется. Не составит ли вам труда систематезировать мои вопросы в один ответ? Здравствуйте. Когда металл нагревается в следствии горения дуги, место нагрева твердого металла становится жидким, далее, достигнув в ожидании его ширины, необходимой для изделия, начинаем двигаться вперёд, поддерживая скоростью его ширину. Многие двигаются без колебания, просто протяжка, но есть и другой путь, малое колебательное движение, вперед 3 мм, назад 1 мм, все зависит от толщины металла и нужной колебательной амплитуды. Таким образом, если изучите жидкое состояние сварочной ванны, вы откроете для себя, что она закручивается и возвращается обратно 1 миллиметром движением назад, (полумесяц) . Ну давайте возьмём машины для вертикальной сварки. Что мы имеем? У них есть на фундаменте установки св.горелки колебательный механизм с регулировкой частоты движений и скорости оной. Для чего это делается? Для подмолаживания сварочной ванны и удержания ее колебательными движениями от ликвидирования некрасивых и не корректных расплавов, что при остывании даёт красивый и ровный шов. Амплитуда четких стабильных движений задаёт темп и рост четкого красивого шва при остывании его, а значит кристаллизации зёрен, и с чего собственно и состоит. Управляющий сварочной ванной должен быть стабильным автоматом, держать порядок и частоту в движениях. Это и есть залог успеха красивых и стабильных швов.
-
Kondor416 Уже не плохо, особенно с права с верху второй и с лева последний низ. Psi верно сказал, А. мало, но если бы вы хорошо почистили место стыковки и место сварки подъема шва и низ, куда он лег, тогда этого А. жа бы хватило. Грязь, окислы и ржавчина забирает на себя А. и кажется порой, что маловато. Болгарку взять и почистить знаю многим лень, но именно чистота подготовки, а это есть культура всего производства любых изделий и есть часть начального пути к качеству, а так же красоте изделия, как у BelaZZа. Образцы, это тренажер будущих изделий, поэтому чистите пожалуйста хорошо, а так же не допускайте резких движений, неких скачков, как на последнем фото, держите держак стабильно и ровно(можно двумя руками), в середине сварочной ванны, едва, миллимитровыми движениями, подмолаживая сварочную ванну, двигаясь вперед, раз встали на этот путь. Так же всегда ищите некий упор для тела, руки, навалитесь куда либо, что бы не качало и не трясло. Положение для тела в любом виде сварочных видов, весьма важное составляющее для качественного исполнения сварочных процессов. Уже 4- поставлю. Молодец! Еще над выше указанном поработайте, уверен, получится.
-
Ну вот, шов плотненький уже, осталось за ровность побороться. Мой папа судостроительный закончил в Калининграде и был в советское время гл.инженером в порту ) Может поэтому ровность черчения перешла на швы? Но все же не думаю, скорее всего старательность до из кожи вон. И у Вас получиться!
-
Здравствуйте! Не знаю уже куда обратиться ,решил вам написать . Очень нужен совет по сварке нержавеющих труб,а именно корня шва с ним есть проблемы. Варим нержавеющие трубы со стенкой 3-3,5 мм в два прохода. Фаску точим с притуплением 05 мм,варю без зазора на токе 75А с присадочной проволокой 1мм,заполняю трубу аргоном 7л/мин ,на выходе делаю отверстие 3мм.После прохода корня каждый раз утяжка.Требования заказчика чтоб был ровный или выпуклый.Прошу вас помогите подскажите как добиться качественного результата! , что я делаю не так? Отправлено Вчера, 18:56 Здравствуйте. На выходе из трубы делайте отверстие чуть больше, дабы не создавалось давления газа в трубе, от чего и бывает частая утяжка, так как в жидкой фазе металл просто поднимает. И еще, притупление не следует делать на таких толщинах, сделайте острую кромку, то есть нож и стыкуйте нож в нож без зазора. Таким образом металла будет меньше для корневого шва и плюсом выше сказанного про газ внутри трубы проще будет давить, должен будет получиться шов либо за под лицо, либо валик внутренний, как монолит. На готовом изделии не пробуйте, катушку сначала для себя сделайте, режимы подберите и вперед. Притупление, это больший объем металла, который имеет больший вес и часто свисает, особенно на потолке. Следует на потолке держать зазор между иглой и корневым швом максимально меньше, в 1 мм и давить и идти быстро, так лучше внутри заливает. Если зазор больше, металл варится более выпукло более к вольфрамовой игле, нежели давит
-
Спасибо Валерий. Есть еще косяки у рябят, работаю, коллектив в рост идет и по количеству и по качеству. Наладим исправим. Интересно то, что как благословение мне на голову, очень быстро схватывают и понимают, в отличии Полифильтрофских. Стараются коллеги, а мне радостно смотреть на них, как растут. Теперь кто приходит на производство с прошлым опытом Милесты, его не достаточно, приходиться ребятам поучиться ) Помощь оказана в личке. Если кому интересно, закину сюда ответ. Верно, рассказывал, подтверждаю. Зачищено плохо от окалины старой, следует до блеска чистить перед сваркой, окалина мешает пере плавлению. Далее торопитесь и борозды не видите. Верхний стык, самое завершение, что то похоже на шов приблизительно, к такому результату следует идти, только выравнивайте. Хоть плуг и притягивает взгляды, не забываем смотреть на борозду! Сварочная ванна есть плуг, которым(которой) мы управляем, борозда есть фаска или на меченый путь будущего прохода.
-
С накладки 08 берет половину сварочной ванны
-
Приветствую Belazz. Правильная схема, отлично! Вот еще для развлечения выложил без слов под звуки огромного цеха. Там шов идет белый, убавил газ с 15 до 10 л, пошел синий, специально для Вас. Убавил бы еще, станет медный, а дальше чернота. https://www.youtube.com/watch?v=HkfDPtNtpnM
- 701 ответ
-
- 13
-

-
Вот и закончил по деформациям основу. Все не расскажешь, слишком много материала, но фундамент похоже для ясного разумения уже заложил. (это для тех, кто смотрит видео уроки) https://www.youtube.com/watch?v=LvESuRsC1GE
- 701 ответ
-
- 20
-
-
https://www.youtube.com/watch?v=r7NpsQwfKuE
- 701 ответ
-
- 14
-
-
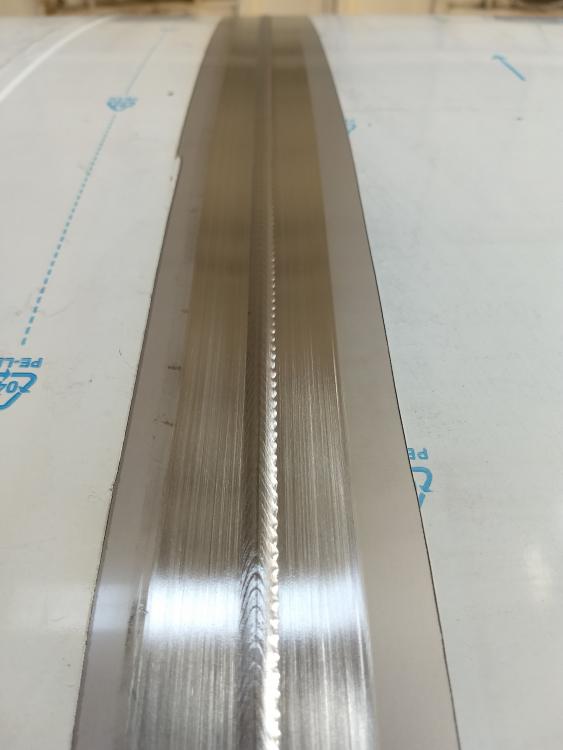
Это 3 мм за 1 проход на автомате давим. Не много местами подвариваем внутри, где не проплавило. Металл же чистый с проката идет, поэтому не чистим. Прихватки только под машину отрезным кругом торцом бугорки снимаем для, что бы не мешали сварке.
-
Вот она ) Добились качества. Теперь все такие пойдут заказчикам. Думаю мы не останемся без работы

- 701 ответ
-
- 20
-
-
Всех приветствую. Достигая совершенства в работе, стремились мы тут с коллегой медь сварить tig ОМ красиво, проблематичности есть конечно с ней, да еще какие. Много разных правил следует соблюдать. В настоящий момент еще не все сделали. Нашли способ варить ее без подогрева. Варится 4 мм за один проход, лучше без фаски. Об этом пока не стану рассказывать, еще есть не доработки. Правила для нее серьезные, более, чем на нерже или даже на алюминии. Доработаем, если все удастся с заказом и будет шипко необходимо, выложу обзор о проделанной работе. А пока как обычно, нерж.ка. Вот уже год скоро на предприятии, смотрите успехи. Благо видеть, когда мечты становятся явью, когда коллеги делают то, что им передано. Для завода конечно же и репутации его огромный плюс.
- 701 ответ
-
- 26
-
-
https://www.youtube.com/watch?v=ywTJ9mh3YgE
- 701 ответ
-
- 13
-
-
Деформации при сварке люков, врезок, мешалок и тому подобное, как избежать их https://www.youtube.com/watch?v=3rrN2jI06Fw&t=4s У меня получалось и получается руками других, получится и у Вас
- 701 ответ
-
- 15
-
-
Конечно можно. Самые слабые места у листового, это края. Почему и варить следует быстро и без отрыва, скорость сварки соблюдать-одинаковый равноценный нагрев изделия дает одинаковые деформационные моменты, которые предсказуемы и исправляемые по мере остывания шва, то есть частичный возврат в исходное положение. Что касается сохранения правил, инструкций, ) да это книгу писать следует. Едва по мелочи 1 темы в 15 минут укладываюсь, стараюсь быстрее суть изложить простейшим языком, что бы мозг никому не выносить. Поймут и простые и образованные, простым откроется, а образованные скажут, аааа, технарь какой то )))) Вариантов сборки изделий, подготовки их к сварке после различных резов от болгарок, ножниц, плазм и лазера, а так же прихваток при сборке и многое другое, не говоря о самой вершине, а это сварка с ее видами и подвидами, великое множество множеств и описать все это не хватит времени. Есть учебники по теории. Да там разъясняется теоретическим языком довольно сложно для новичка. Пишут подобный материал не простые, как я сварщики, а научные деятели. Пишут правильно, вопросов нет. Просто мы все простые и нам по простому легче понять, поэтому приходиться кстати разъяснять материал по деформациям, который не до сказан или полностью не раскрыт в учебнике. Если Ютуб запретят в россии, тогда останется на сайте здесь описание. Сайт адекват, проф.направление, верю будет всегда стоять!
- 701 ответ
-
- 11
-
-
Про листовое https://www.youtube.com/watch?v=FdN45U6hKP8&t=19s
- 701 ответ
-
- 13
-
-
Всех с праздником Пасхи Господней Господа! Он был евреем, благодаря Ему мы и родились и живем. Музыка и песня от туда, Иерусалим Израиль ))) Поздравляю!!! https://www.youtube.com/watch?v=7_IhEHs1DHo&t=5s Сварка разными соплами. (дополнение к предыдущему видео)
- 701 ответ
-
- 12
-
-
Цветовая гамма при сварке, а так же ее изменение при скорости, А . же и конечно же сопле. https://www.youtube.com/watch?v=g40BCf3Khko
- 701 ответ
-
- 20
-
-
Это скрепляющий бандаж, уходит под изоляцию.Гладкий выплясывает, не так ровно, если подача прутка без перерыва настроена, когда прерывистый вход в сварочную ванну, тогда ванночку подмолаживает, создаётся волна и застывает.
-
Еще тема нужная для многих. Посмотрите господа, пригодится. https://www.youtube.com/watch?v=eKlEqQuo-NA
- 701 ответ
-
- 14
-
-
Автомат, укрепляющий бандаж для днища. Автомат, это сила, скорость и красота
- 701 ответ
-
- 14
-
-
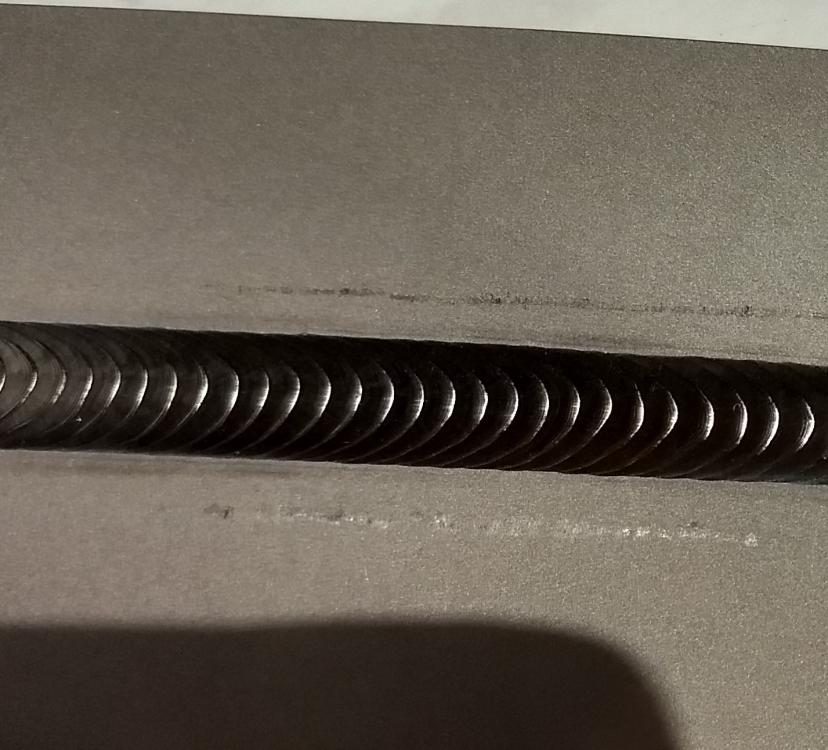
Целая дискуссия появилась из-за этого последнего видео. Как уже говорил, что крупная чешуя меня не устраивает, кручу быстрее, таким образом содержание сварочной ванны содержится в одинаковых пределах, более литой шов, плотность его, меньше чешуя, лучше переплавка. Кому ведь как нравится, по мне лично называю крупную чешую размазней, растягаем, хоть и красиво и качественно тоже. Но интересен факт, что в Сургуте турки. наученные теми же американцами, живо интересовались такими швами и тоже в последствии старались крутить быстрее. А изначально мне пришлось заварить образец, корень, заполнить и так же положить крупную чешую, которую не считал нужным фотографировать. Так же в Екатеринбурге коллега наш один земли не видел ходил от себя самого от крупной чешуи, так и все считали, пока не увидели более литой шов, как монолит с трубой, как обруч. Скажу честно друзья, у него очень были крутые швы, думал лучше не сделать ) Так, что я за литье и за плотность, а так же за четкие сплавленные края у облицовочного шва.
- 701 ответ
-
- 17
-
-
Всех приветствую друзья. Припозднился с видео в конце около часу ночи делал по бабочке американке, да язык в конце заплелся ) Детально разобрал, что же все же это за способ такой и как он работает, посмотрите https://www.youtube.com/watch?v=-LHaOU1j7Y4
- 701 ответ
-
- 17
-
-
Всех приветствую. Подготовил некоторый важный материал. С виду покажется простой и нудный, но по факту очень ключевой. Многие голову ломают, как все же заварить то после реза из под болгарки нормально стык. Вот к примеру с ножа варится хорошо и с лазера, а с болгарки не идет. Вся проблема в от горелом металле, который отгорел при резе отрезного круга и если окалину правильно не удалить, то она и будет помехой для ровного и красивого шва. Переплавка блокируется и сварку вести крайне сложно. На выручку приходит ленточная шкурка. https://www.youtube.com/watch?v=XwNRVkX-BQQ
- 701 ответ
-
- 16
-
-
Африка https://youtu.be/DZ41cFN_oQA Развлекательная пауза для всех. )
- 701 ответ
-
- 16
-