nikkitoZzz
-
Постов
17 -
Зарегистрирован
-
Посещение
Тип контента
Профили
Форумы
Блоги
Загрузки
События
Весь контент nikkitoZzz
-
штурман 001Подобная технология помогает резать тонкий материал без уводок. +качественные кромки без облоя. Вообще хочется добиться качества реза близкого к лазеру. У меня основные толщины по стали, это 1.5мм и 4-5мм. бывает нержа, бывает чернуха 304. Уж оочень не хочется обрабатывать ужасную окалину. однажды я забирал комплект запчастей, вырезанных из нержи, уж не знаю чем. На обработку окалины у меня ушло пол дня, такие темпы я считаю неприемлемыми. шурпетВидел видео такого станка один раз, резали они там по моему 0.8 -1мм оцинковку. Теперь найти его не могу. Главное во всем этом то, что мне не удается найти примеры резки на конкретном оборудовании, разных толщин, по этому не складывается общая картина, и возможно я лезу в дебри. Но инжекция воды выглядит крайне простой задачей, совсем не похожей на дебри. Да, стоит уточнить, я умею в виду оборудование с чпу, а не простые ручные резаки.
-
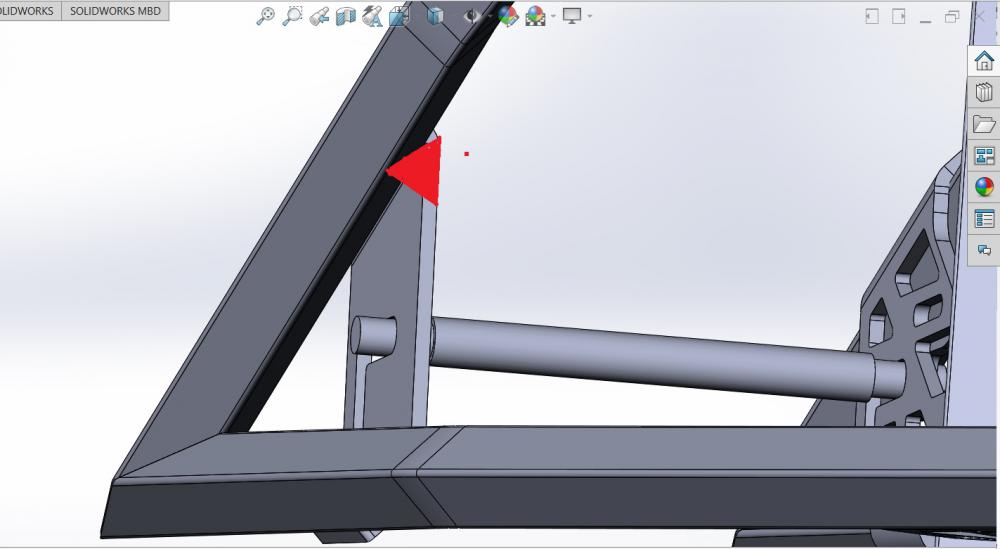
Вот про такие косынки я говорю. К сожалению, расположить сам дропаут по центру трубы возможности нет, остальные механизмы , такие как цепь, дисковый тормоз, будут конфликтовать с трубами рамы.

-
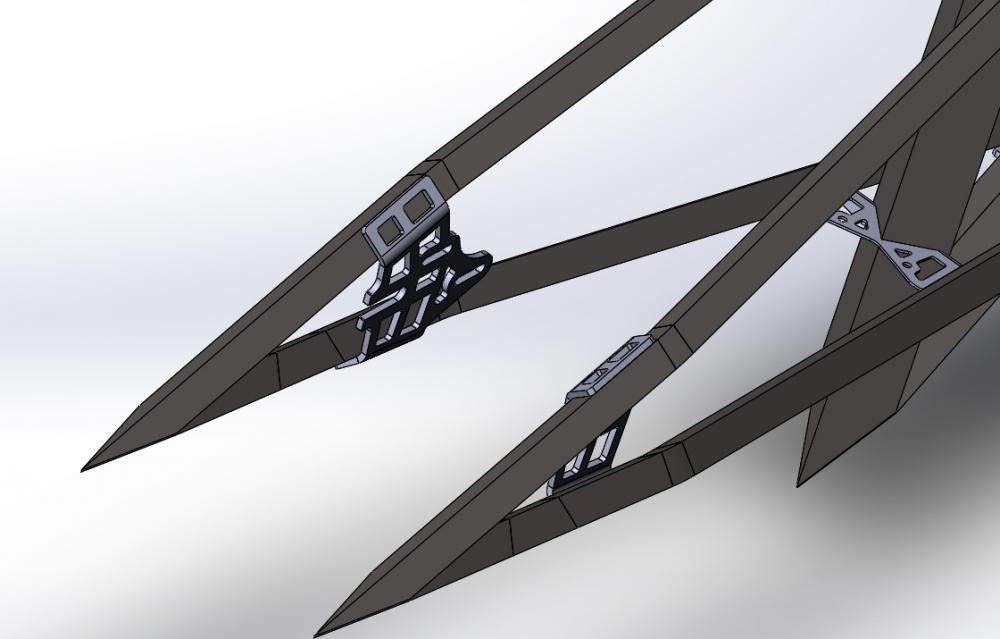
Всем спасибо за советы! Варим к ребру. Я готов к тому, что придется делать еще один кондуктор. Их у меня уже два, отдельно на центральную часть рамы и на всю раму целиком. Будем экспериментировать. Lohus верно подмечено. Мы хотим варить дополнительные косынки на верхнюю трубу и на нижнюю. От дропаута, поперек трубы, к нижней полке, до нижнего ребра. конечно все равно скручивать будет, но как мне кажется гораздо меньше. Сей час постараюсь нарисовать о чем я говорю.
-
Так, я смотрю, что вы тоже не в теме.... для ознакомления можно почитать тут: http://www.svarkainfo.ru/rus/technology/rezka/waterplasmacut Сварщики троли... я думал, что они вымерли еще во время великой отечественной... Оказывается, кто то остался на веб сварке.
-
Всем привет. Уже давно мечтаю о собственном станке по раскрою листового металла. Лазер конечно не потянуть, а вот на плазму наскрести можно. Изучаю тему, читаю о том что впрыск воды в плазмотрон повышает качество реза. Звонил в фирмы занимающиеся продажей оборудования и плазморезов, там про впрыск воды и не слышали (манагеры...). Подскажите где можно найти такую установку? Неужели в России ни кто не выпускает ну или хотя бы продает такое оборудование?
-
Варим нержавейку, сомневаемся в правильности детали.
nikkitoZzz опубликовал тема в Изделия и проекты
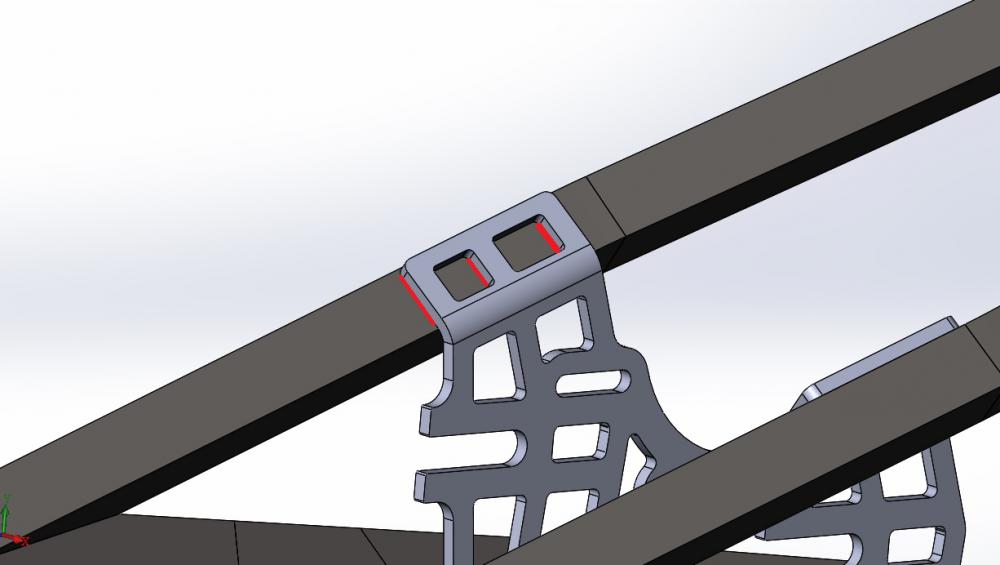
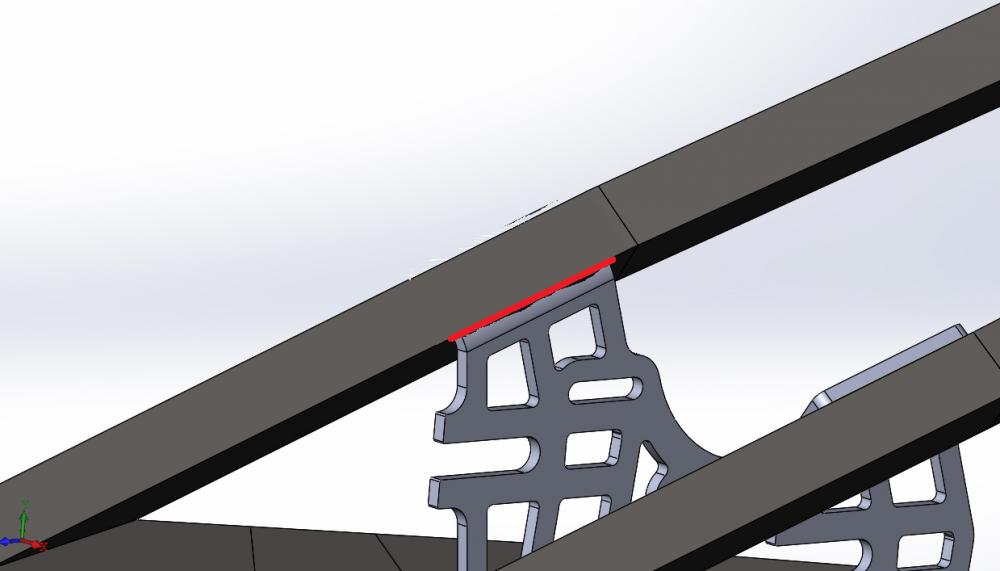
Коллеги сварщики, посоветуйте пожалуйста. Варим велосипед. К квадратной трубе 20х20 нержавейка 304, к ребру, нужно приварить TIG-ом косынку (дропаут) то куда будет вставляться колесо. Придумали два варианта деталей, с разными вариантами сварки, потерялись в соображениях, теперь не понятно какой вариант лучше. Первый вариант не мудрить, и прямо к ребру, продольно приварить эту самую косынку. Мы переживаем за сильный увод трубы в сторону шва (нержа то может ). Вариант второй, продлить привариваемую деталь, загнуть ее на плоскость трубы, и приварить ее к плоскости шестью короткими, поперечными швами. Имеет ли это смысл? или трубы все равно сильно поведет? для наглядности картинки, на которых красным обозначены швы.
-
Всем привет! Прошу помощи. Учусь варить алюминий сам, ни кого, кто мог бы помочь советом рядом нет. Имею аппарат тиг сварки марки kempi, промышленный работающий от 380 вольт. Если модель имеет значение, в понедельник посмотрю. Настройки основной ток 50А, баланс 30/70, частота 100герц. газ 12л. Проблема такая: Свариваю пластинки алюминиевые, стенка 2.5мм. Конечно свариваемое место зачищено щеткой на болгарке, и спиртом протерто. Бывает все отлично сваривается, шов получается аккуратный, нагара вокруг нет. А бывает что грею грею ванну, ванна плохо образуется, плохо чистится поверхность. Когда, все же, ванна образуется, добавляю присадку, а она не сразу в ванну проникает, а ложится сверху обмякшим кусочком. Когда все же растворяется в ванне, из этого места сразу вылезают черные пузыри. После застывания пузыри похожи на скукоженную оксидную пленку. Я все перепробовал, и заново зачищать свариваемый материал, и присадку чистить. не помогает. Почему такое происходит? И еще очень сложно управлять дугой в начале сварки. Она скачет. Может начать пробивать в какой то участок, и не отлипать от него, даже при большом удалении электрода. Это нормально? И шарик на конце у меня не получается блестящим. Он матовый серый.
-
Сегодня сварку опробовал. В итоге варит хорошо. Пульс режим это не пульс режим а режим сварки с порциями с регулировкой длительности самой сварки. У меня на блювелде такая же функция но я не понимаю зачем она нужна. Обнаружил странную особенность. Газовый клапан сам открывается переодически. То есть пока аппарат включён, клапан вроде держит, потом так пшик, и опять держит, потом пшик и так далее.
-
Как тест проведу, выложу видео. Кстати, ролик не обрезиненный. Может быть это пластик, может железяка. На самом ролике u-образная канавка. Правильно ли я понимаю, что в импульсном режиме можно варить алюминий? Спасибо за совет, но все заработало.
-
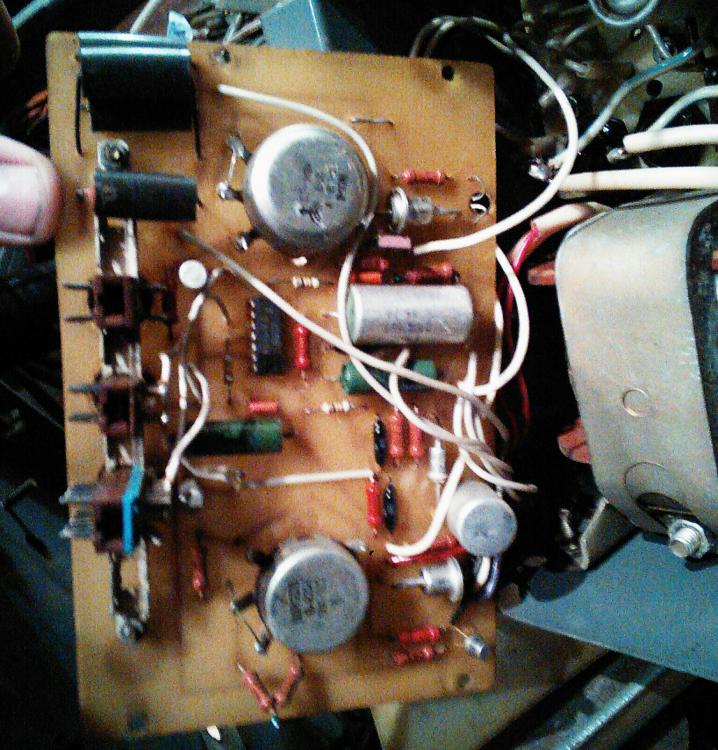
Вести с "полей". От основной платы оторвались ножки у транзистора и светодиода. Все пропаял. У платы на которой стоят чёрные тиристоры (наверное) обломалась лапка у диодного моста. Тоже припоял обратно. И он ожил!!. Осталось дособрать все обратно. Но все же хочется узнать что это за зверь. И зачем ему импульсный режим?
- 21 ответ
-
- 2
-

-
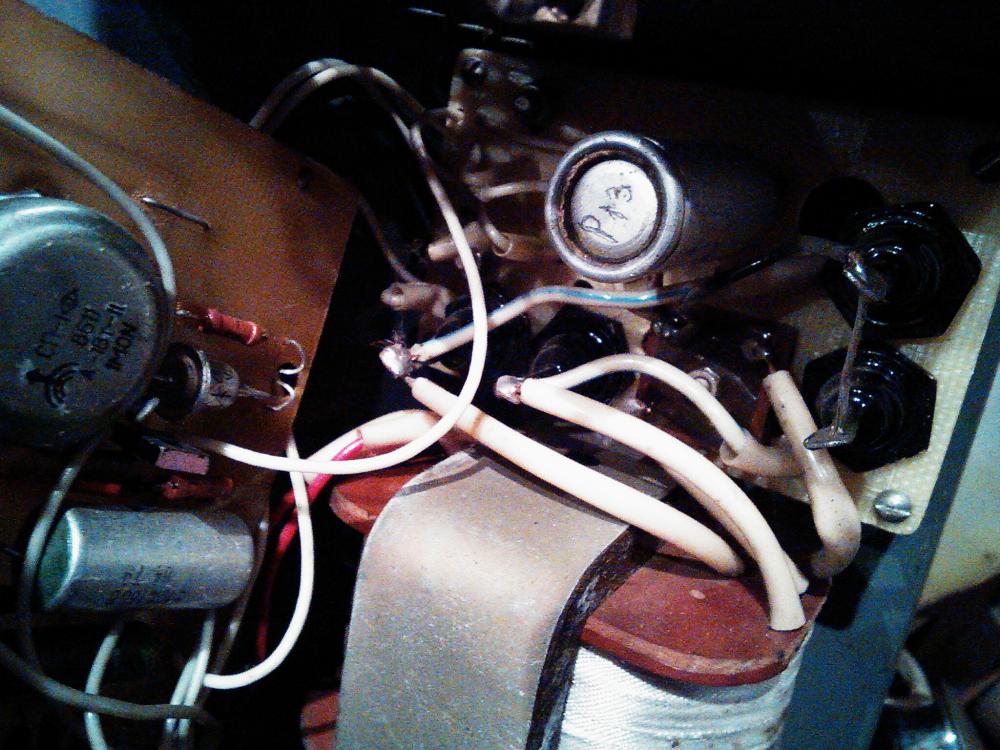
Ещё фотки. Делая фото я нашёл пару оторвавшихся от платы элементов. Пойду пропаяю.
-
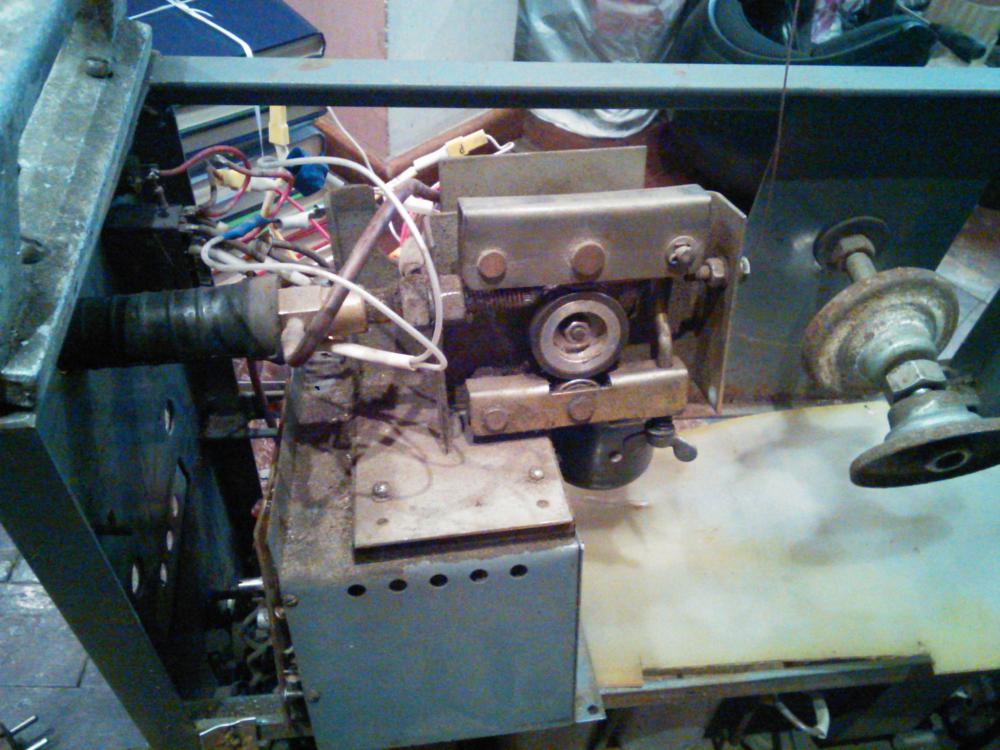
На платах ни чего не написано. Понятно только то ,что он российский. Механизм протяжки. Во включенном состоянии постоянно крутит мотор протяжки присадки. При этом на кнопку не реагирует, даже если её принудительно отключить из цепи.
-
Помогите опознать советский полуавтомат и найти схему
nikkitoZzz опубликовал тема в Документации и схемы
вчера мне достался сломаный полуавтомат. к сожалению до меня в него кто-то уже влез. Я не нашёл на нем ни каких опознавательных знаков. Но судя по внешней панеле у него есть импульсный режим.
-
Сварку починили. Оказалось, что мой дружище, когда менял клапан подключил новый в обход реле, прямо через кнопку. Вероятно ток потребления вырос и кнопка начала искрить. Всем спасибо за советы.) тему можно закрыть.
-
Ну кнопка в пистолете которая. Искрит при нажатии. Мне кажется если ее просто поменять, то проблему это не решит.
-
А достаточно интенсивное искрение кнопки в момент включения это нормально? у всех так ? А то и новая точно так же будет подгорать.
-
Всем привет. Имеется сварка ПДГ-160. Полуавтомат не молод. Покупался году в 2003. Проблема следующая: Перестала работать кнопка на конце сварочного хобота. Разобрал ручку, увидел, что на контактах кнопки образовался нагар. Почистил, все заработало. Но не долго. Опять образовался нагар. Разобрал, обнаружил, что включение кнопки в рукояти, контакты искрят, причем достаточно сильно. При этом сварка все же работает. Я не очень силен в электронике, по этому в одиночку разобраться с проблемой точно не смогу. Есть у меня опасения, что наверное высохли какие ни будь конденсаторы. Но куда смотреть, что тестировать я не знаю. Может кто ни будь уже сталкивался с подобной проблемой? Либо просто подскажите куда лезть и что мерить. Мультиметр у меня есть.