mf_
-
Постов
89 -
Зарегистрирован
-
Посещение
Тип контента
Профили
Форумы
Блоги
Загрузки
События
Весь контент mf_
-
@АВН, наверняка прожегу есть определение в нормативных документах, искать лень. Для меня прожег это сквозной провал сварочной ванны. Мы не берем в рассмотрение "дИбил"ов (с) с завышенным током. Допустим, ток выбран правильный, но техника сварки прихромала и сварной чуть замешкался, или изначально не угадал со скоростью движения электрода и сварочная ванна провалилась. Что конкретно подрузумевается можно понять: а) задав уточняющий вопрос (Ваш, право, был "немного" странноват, да и задан не автору вопроса); б) рассмотреть вопрос в контексте развивающейся темы. Если воспользоваться вторым вариантом, то получается интересная логическая цепочка. Варить с обрывом дуги - неправильно по технологии, значит и заваривать прожег так, как это делается обычно (тут я про себя - завариваю дыры "в отрыв") тоже неправильно. Тут мы, как бы, опускаем тот момент, что сам по себе прожег это тоже нарушение техники, а значит, и технологии сварки. Отсюда и вопрос: как правильно заварить прожег, если ток выбран правильный и варить в отрыв не разрешается? Как правильно устранять такой дефект по технологии РДС? Тот единственный ответ, который я знал, я уже озвучил. Я надеюсь, в контексте вышесказанного моя логика теперь станет Вам более понятна. Я сейчас не говорю за жизнь, я специально утрирую. На экзамене если сварщик будет варить катушку в отрыв, он экзамен не пройдет, точно также, если сделает прожег. Упустил из виду пост BelaZZа. Для меня тех. окно и прожег - вещи разные. В первом случае сварочная ванна контролируется, во втором она оказывается на полу.
-
Как говорит @АВН, есть. Но, он отвечает только на удобные ему вопросы.
-
Да не то, чтобы слабо. Просто опыта нет, придется долго тренироваться ) У меня (и не только у меня) к вам тоже несколько вопросов. 1. 2. Как правильно исправлять прожег в прочном корпусе ПЛ? 3. Что будет с тем сварщиком, который прожег прочный корпус ПЛ?
-
Самый правильный вариант - отрезать, зачистить и приварить по новой.
-
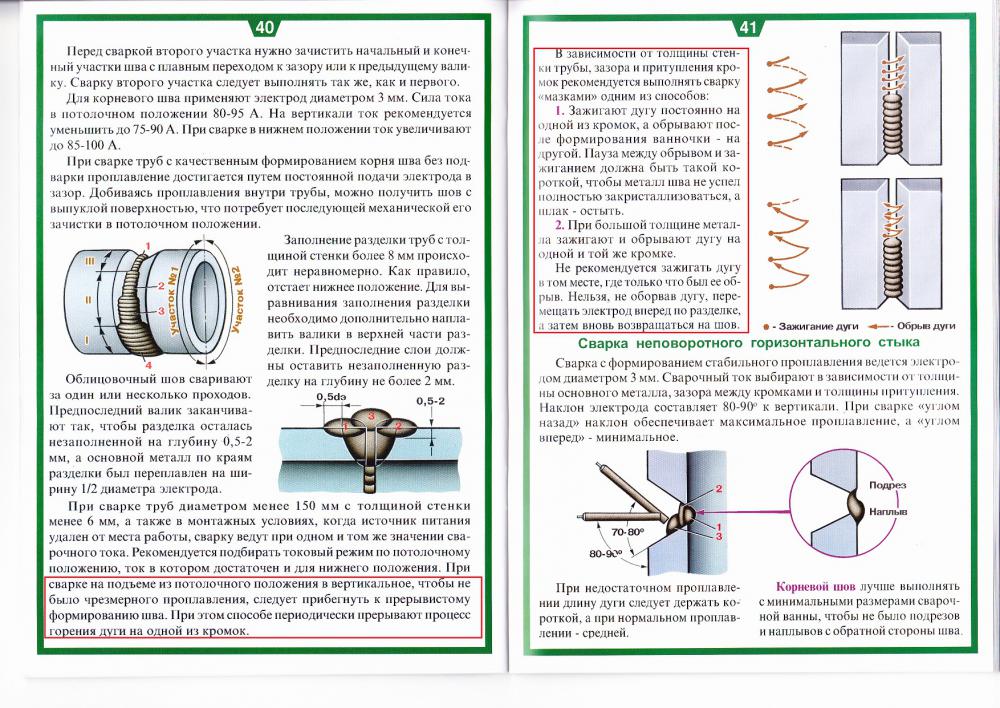
Товарищ ездил за корочками в учебный центр, заодно припер оттуда брошюру "Ручная сварка при сооружении и ремонте трубопроводов пара и горячей воды", издательство "СОУЭЛО" 2007, автор Юхин Николай Александрович. Пролистал ради интереса, смутил один момент - он выделен в скриншоте. Меня интересует вопрос: эти положения (конкретно про прерывание дуги) прописаны в каких-либо РД, ПБ или официальных регламентах, или же это "творчество" автора?

-
@Lohus, а зачем такому пеналу быть термостойким? Основная его задача быть герметичным же. Термопенал (рядом), как раз, герметичным может и не быть, но явно должен быть термостойким и таковым является, т.к. сделан из металла и греет электроды до 150 градусов.
-
Пенал и термопенал. Прогретые уоньки (150С) на малом токе ведут себя гораздо лучше.
-
А можно поподробнее, что это за метод такой?
-
@Менгон, так будет лучше. Допускается сварка особо ответственных металлоконструкций, работающих под динамическими нагрузками в условиях отрицательных температур (до -40°С), сосудов, работающих под давлением, судостроительных металлоконструкций. Сварка металла большой толщины. Заварка дефектов литья. Условия применения Коэффициент наплавки – 8,5-9,5г/А.ч. Расход электродов на 1 кг наплавленного металла - 1,4 кг. Сварка электродами УОНИ 13/55 проводят на постоянном токе обратной полярности, во всех пространственных положениях кроме вертикального сверху-вниз. Сварку проводить короткой дугой или опиранием по очищенным кромкам шва постоянным током обратной полярности. Напряжение на дуге 23-27 В. Электроды УОНИ-13/55 чувствительны к образованию пористости при наличии ржавчины и масла на кромках свариваемых деталей, а также при удлинении длины дуги. PS. выделил для себя наиболее важные моменты. И кстати, на верхней картинке обратил внимание на допустимый ток, вспомнив, что давеча пытался варить электродом 2,5 на токе 40-50А, при этом на потолке были трудности с удержанием дуги в начале сварки, которые решались на 60А. А также, здесь я думаю будет уместен этот пост, которому я склонен верить
-
Ваш вопрос отностится к УОНИ 13/55? Тема, во всяком случае, именно про эту модель. Если так, то вы что-то перепутали.
-
Само-собой, только, я спрашивал кем видите ее вы. В любом случае, если вы считаете, что ей уже пора осваивать профессию, то делайте все по-уму, соблюдая технику безопасности и т.д. Не знаю как у вас, но у меня фото семилетнего ребенка в синтетической куртке и шерстяных варежках с зажженной дугой не вызывает восторга, извините.
-
Все верно. Самого немного покоробило. Однако, больше переживаю за поражение электрическим током, все-таки сварка - источник повышенной опасности. @dentws, вы всерьез хотите, чтобы ваша дочь стала сварщиком? Думаю, что нет. Поэтому и не понимаю к чему все это. Сварка - не игрушка.
-
Да, вы чертовски правы, рассмотрел. На что обратил внимание - на то, что варите вы неспешно, я бы даже сказал, медленно. Вот этого я с зазором, как раз, достичь и не могу. Либо электрод гаснет, либо горит, но нужно делать все быстро.. а быстро обчно получается не очень. То, что вы сказали про копирование, конечно же верно, но не могу не спросить. В этом видео вы мотыляли электродом поперек или варили как корень? У меня столько вопросов от того, что мне нужно нащупать ориентиры к чему стремиться. Понятно, что я сейчас в рабочем режиме буду варить без зазора, т.к. это получается лучше всего. Если бы это было правильно, я бы на этом и закончил разговор. Но, если это неверно, и нужно варить именно с зазором, я ж не успокоюсь, пока не научусь.
-
@svarnoi69, сегодня обратил внимание. То, что у вас помечено 2-й и 3-й стрелкой слева на пером снимке - неотбитый шлак. Господа, позвольте вопрос. На малом токе (40А для электрода 2.5 мм) в потолочном положении, а вернее, на 20-25 минут, сложно зажечь дугу, очень не стабильное горение (уони, лб), зазор сразу забивается шлаком, электрод залипает. Вертикал и нижнее при тех же условиях - никаких проблем. Как с этим справиться?
-
И обратный валик и усиление прокатят за один проход только на поворотном стыке. И то, варить придется почти вертикал, минут на 50. На потолке - либо обратный валик и узкий шов (читай корень), либо нормальный шов без обратного валика. Если вы при сварке допускаете отсутствие обратного валика (вровень со стенкой), тогда для меня животрепещущий вопрос - зачем вообще зазор при сварке (при единоразовом проходе)? Доводы против зазора: 1. возможность увеличить ток (=> лучше провар, проще возбуждение дуги, стабильнее горение); 2. меньше скорость (=> лучший контроль над ванной). Стенка 3.5 мм, зазор 2 мм, сварка уже превращается в свистопляску от стенке к стенке и быстрым ведением электрода, сварочная ванна мизерная и по сути почти неконтролируемая. Нормального результата можно достичь только ведением электрода на нужной скорости в автоматическом режиме. Не размеренный контролируемый процесс сварки, а сплошная суета с электродом. Очень большая чувствительность к силе тока - то, что прокатит на потолке - прожжет на вертикале. Без зазора провар прекрасно контролируется проплавлением металла на 1-1.5 мм. Поэтому, для меня на данном этапе, приемлем либо зазор (можно без разделки) и провар корня с обратным валиком, а затем облицовка, либо без зазора нормальной ширины шов с нормальным усилением. Напомню, что речь вел о трубах со стенкой до 4 мм (диаметр до 108). Что скажете, господа сенсеи?
-
@BelaZZ, на этом видео электроды 3 мм, если я правильно понял?
-
@BelaZZ, спасибо за компетентный ответ. С удовольствием читал и читаю ваши посты на этом и других форумах посвященных сварке. Для меня, как раз, актуальна сварка тонкостенных труб, максимум, что встречалось пока - 133 диаметр. Знаю товарищей, которые варят вообще без поперечных колебаний (уони), другие размазывают шов на ширину 5-7 электродов (озс-12). Это я к вашему замечанию про широкую ванну. Внешне широкий шов кажется более надежным, по моему мнению, но в безотрыв неповоротный стык получается варить на 76 трубе, например, на ширину максимум 2 электрода за один проход. Чуть поуже чем на видео выше, правда, ток 60 на уони 2.5, а не 40. Как на самом деле правильно, как более надежно, к чему стремиться?
-
Круто получилось. Ждем такого же результата на неповортном. Глядя на это видео, до меня дошла одна мысль, о том, что то небольшое технологическое окно, с помощью которого формируется обратный валик, гораздо проще (а может быть нужно только так) удерживать, когда есть хоть небольшая, но разделка, т.к. металл там тоньше, а толстый металл по краю шва не так сильно прогревается. А когда я пытаюсь держать такое окно на неразделанной кромке, при отводе электрода в сторону, практически нет условий для остывания кромок, получается прожог. Может, сумбурно высказался. Но суть в том, что ток подбирается так, чтобы кромка 1 мм горела, а мясо 3 мм не прожигалось (это мое предположение).
-
@svarnoi69, Спасибо за науку. До сегодняшнего дня пор не было, я подумал, а возможно так и есть, что это из-за того, что я оцинковку к обычной варил, хоть и зачищал от цинка вроде.
-
Чем дальше в лес, тем больше нравятся уони. Правильно ли я понимаю, что на облицовочный можно ставить максимальный для электрода ток? На фото прихватки, корень, облицовка. На последнем фото колчан ))). Ручки только приделать.
-
@Oktyabrskij, не видно самого интересного - швов.
-
Так гораздо понятнее ). Спасибо. Отличаю, конечно. Но так получилось. На фланце присутствует довольно глубокая внутренняя фаска, варил без колебательных движений, только вперед назад и со стороны трубы получился непровар на первой половине шва. Потом, конечно, провел работу над ошибками и вторую половину шва уже вывел как нужно. Учимся, что делать.
-
Сегодня фланец приварил. С корнем я, конечно, лоханулся. Скорее всего ток был недостаточным - 65А на Уони 13/55 2.5 мм. Смотрел на ванну, а когда шлак отбил, увидел, что шов лежит по фланцу, а между швом и трубой - шлак. Видимо, нужно было смотреть на дугу и направлять электрод под бОльшим углом к трубе. Зато, облицовочка получилась красиво ) На облицовку с теми же электродами ток 90А.
-
@blazen79, да есть. Сегодня варил ЛБ-52 2.5 мм. Не почувствовал особой разницы, скорее всего потому, что у меня УОНИ Есабовские. Попробовал Орловскими - переплевался. Разница день и ночь.
-
Да, спасибо, я думал над этим, только немного в другом варианте: поворотный шов на трубе варить только под нужным углом (потолком или вертикалом).