Александр ПАНЧ 11
-
Постов
221 -
Зарегистрирован
-
Посещение
-
Победитель дней
2
Тип контента
Профили
Форумы
Блоги
Загрузки
События
Весь контент Александр ПАНЧ 11
-
ПВР - как расшифровывается? Будут какие работы с мнжкт, поделитесь если возможно.
-
 ТИГ или п/а?
ТИГ или п/а? -
ну да, эМКа - медь- кадмий?
-
жало на паяльниках изготавливают из сплава БрХ1Цр, было бы неплохо посмотреть.
-
кмц п/а используем, но вопрос товарного вида, кмц отличается по цвету от меди.

-
тиг возможна присадка обычная медная проволока М1?
-
если кмц п/а тоже греть? с аргоном?
-
есть комсомолец электроды, возможно ими попробовать? но электроды тоже идут сплав меди и по цвету будет отличаться, хорошенько это сколько градусов?
-
по любому все исправленные дефекты будут обрабатываться.
-
для сварки что можно использовать? пойдет простая медная проволока? нагрев нужен и какая защита газом? Пробовали заваривать кмц полуавтоматом, но место сварки отличается по цвету от основного металла, а это не "по феншую"
-
Возможна ТИГ сварка литейных дефектов на крупных деталях типа таких?
-
Возможно РАДС заваривать литейные дефекты на крупных деталях типа таких?
-
я имел в виду не по выплавляемым, а по выжигаемым моделям либо песчаные формы (ХТС)
-
Цена вопроса в литье чугуна - выжигаемая модель( "кусок пенопласта", рублей 100-200) и норма час формовщика, литейщика. Поэтому и не заморачиваются.
-
Отбел - структурное изменение металла сварочного шва и прилегающих зон, визуально не увидеть (по крайней мере без приборов), "пощупать" можно - не поддается обработке.
-
Думаю многим должен пригодиться этот ГОСТ ГОСТ 30430-96 сварка дуговая конструкционных чугунов.pdf
-
Мы и стараемся идти в ногу с Вами, ключевое слово - делайте, прутки можем тянуть от 8 мм и выше, меньше 8 мм надо правильный станок приобретать, и соответственно загружать объемами.
-
Изготовили пока только пробные партии ф 2.0мм для розницы, будет спрос - будем решать вопрос упаковки.
-
пока только в бухтах, но можно же порезать в размер перед сваркой.
-
Изготавливаем для тиг ф 2мм и БрКМц(СиSi3), и МНЖКТ
-
А может в этом весь секрет ! панч берут много авто ремонтных заводов а также дочерние предприятия камаза, но каких то рекомендаций ни у кого не выпытать.
-
В составе проволоки редкоземльные элементы, которые и способствуют процессу самофлюсования. Эти рекомендации были разработаны еще в советское время и под оборудование того времени, может в этом дело? Кстати в то время производили проволоку только ф 1.2мм, другие диаметры начали изготавливать по "заявкам трудящихся" последние лет 7-8.
-
Наличие редкоземельных элементов не секрет, по просьбе потребителей прикладываем к продукции сертификат, химия из сертификата: Ni основа Mn5,48 Cu 2,80 Fe 1,53 РЗМ 0,20 Si 0,01 C 0,11
-
Валера какую присадку использовал?
-
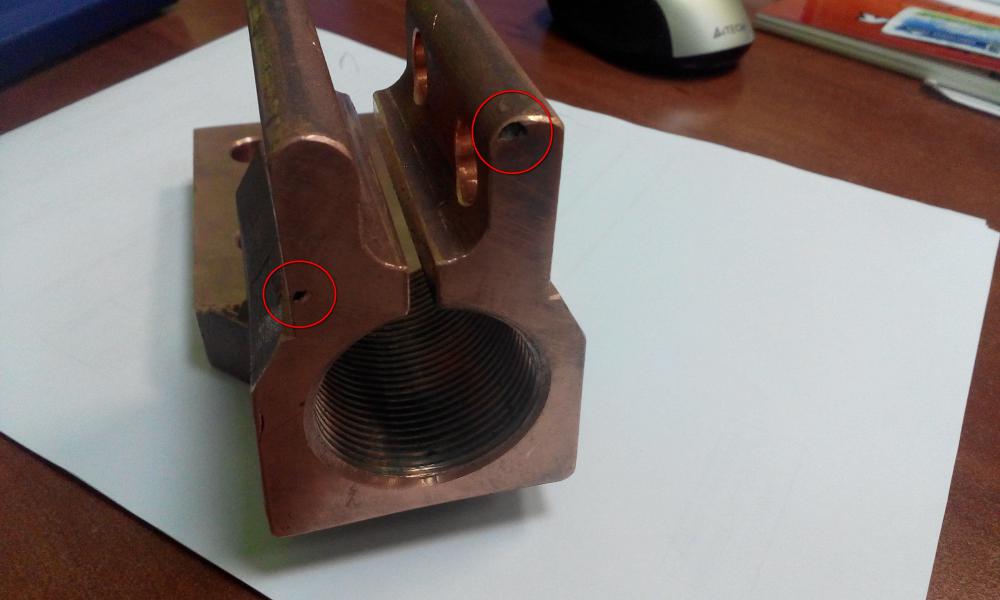
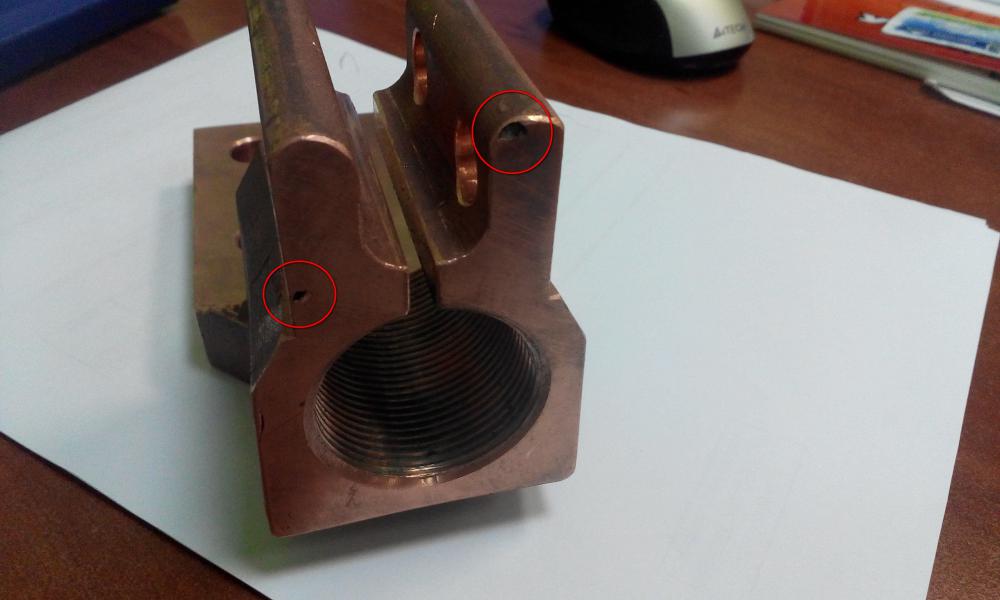
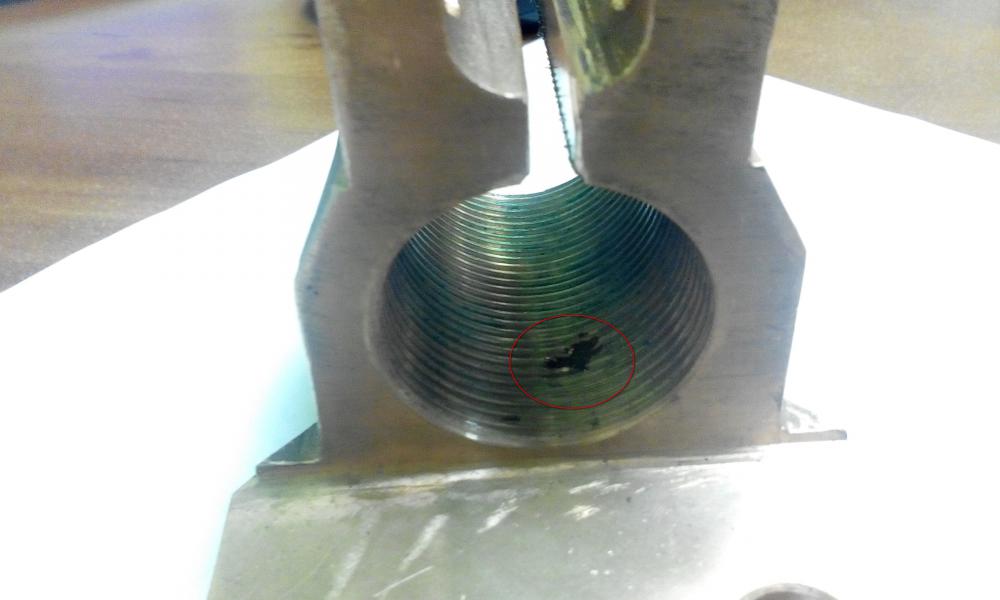
склада нет, мы льем эти контакты и в процессе обработки выявляется литейный брак(раковины), которые необходимо заваривать.