

selco
-
Постов
9 765 -
Зарегистрирован
-
Посещение
-
Победитель дней
512
Тип контента
Профили
Форумы
Блоги
Загрузки
События
Сообщения, опубликованные selco
-
-
4 часа назад, Schlosser сказал:
А вот велики же как-то варят из 7075?Причем насколько помню даже для даунхила,а это по круче моцика нагрузки.
Антон , да весьма схож с В95 , магния поменьше в два раза да и хром чуток присутствует и вот наш не свариваемый их ограничено свариваемый .
https://en.wikipedia.org/wiki/7075_aluminium_alloy
Про вело рамы и тут все таки конструкция играет роль и вот от Сузуки раму варил там у передней части такой "бутерброд" собран и думаю все рассчитано одна косынка держит другую и т.д. и т.п.
http://www.velochel.ru/articles/bike/frame_material_and_strength
Да и вот как сейчас помню на мотокроссовый Чезет в инструкции русским было написано несколько тренировок не помню сколько и две гонки , раму после этого следует заменить и производитель не дает дальнейших гарантий .
Вот так а там была стальная рама и навряд ли с хромомолибдена скорее нечто попроще , варилось все прекрасно и конечно кто же их у нас менял , латали усиления варили так и жили . вот думаю для велокросса тем паче рама алюминий тоже есть лимит гонок и после замена .
Вот у моей кольцевой шовчик был да и то не совсем качественным корнем , а если бы косыночка была или даже продольных шва 3 или четыре на круг , то не известно может и тиски бы оторвались , шучу конечно на тиски сил уже не хватит .
В общем думаю и термообработка после сварки тоже многое даст у меня сутки провалялся "испытуемый" в холодном гараже .
-
И коллектор сегодня подогнали от Фольксваген , починили , Панч , и не плохо варился .


Вот включил ДРЛ лампу и фотик все перевел в зеленый фон .



-
 1
1
-
 8
8
-
-
11 часов назад, Miners сказал:
Валерий, вот ты меня поставил в неловкое положение :)),два раза сходил покурил
") ,толи выбрать сторону друга и поддержать (доказать обратное вопреки материаловеденью,что мне не сложно сделать, умолчав нюансы и даже видео создать на подобе 6061) толи всё же придерживаться науки ,лавируя между тобой и наукой :)).
,толи выбрать сторону друга и поддержать (доказать обратное вопреки материаловеденью,что мне не сложно сделать, умолчав нюансы и даже видео создать на подобе 6061) толи всё же придерживаться науки ,лавируя между тобой и наукой :)).
Игорь , ДРУГ
 ,,,,, ну не хотел я тебя ставить в неловкое положение ну видит бог не хотел , тем паче вы с Виктором Точмаш правы на ответственных и сильно нагруженных деталях не стоит варить не Д16 не В95.
,,,,, ну не хотел я тебя ставить в неловкое положение ну видит бог не хотел , тем паче вы с Виктором Точмаш правы на ответственных и сильно нагруженных деталях не стоит варить не Д16 не В95.
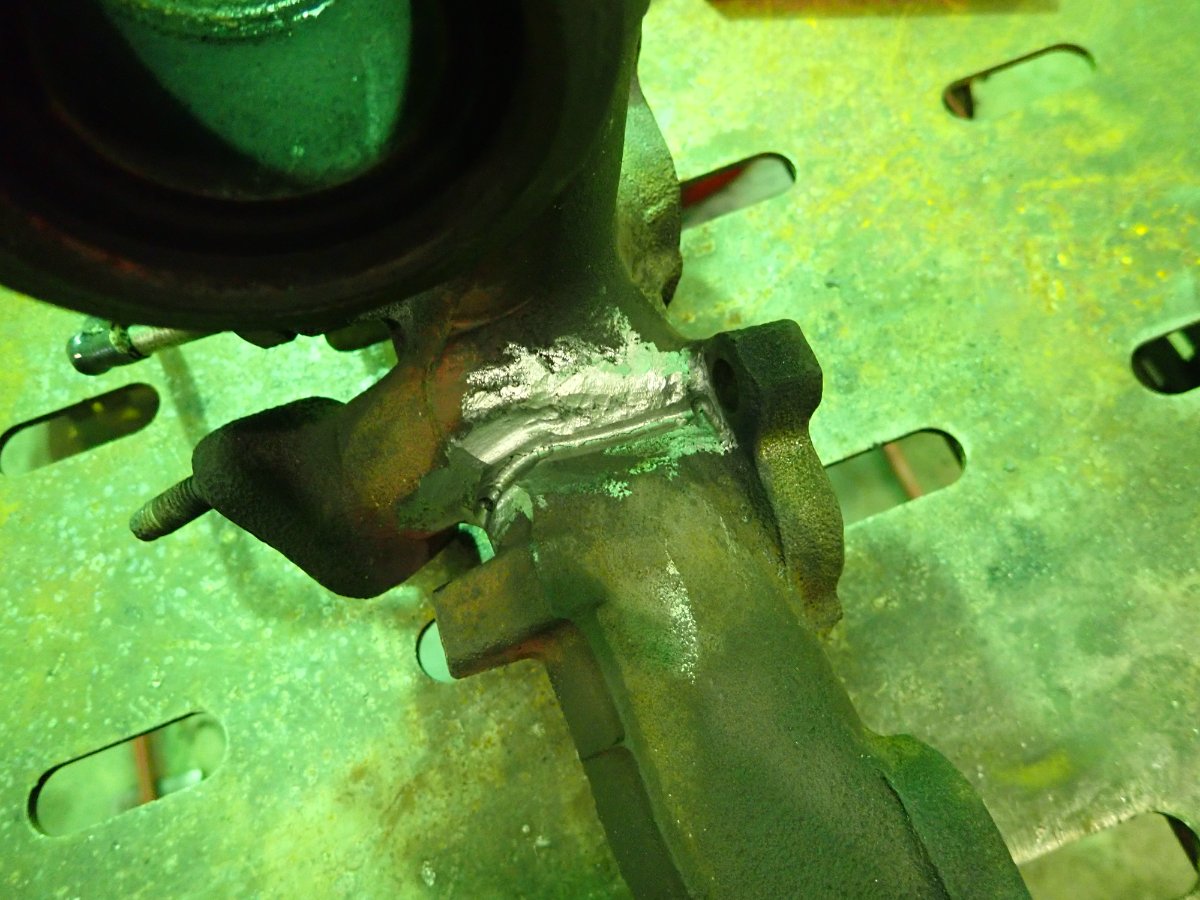
Вот я беспокойный и всю жизнь что то ищу и экспериментирую , но может это и к лучшему , как в песне "кто ищет - тот всегда найдет " может и приключений на свою Ж.. , да ладно и вот сегодня я сломал два цилиндрика В95Т кои вчера варил , зажал в тески покрепче и боялся что тески разлетятся , но нет они "старой закалки" СССР вроде 1961 год , взял трубу 09г2с с 3ММ стенкой примерно один метр , надел на цилиндрик и рванул , страшный щелчок и цилиндрики разъединились по околошовной зоне , кстати варил 5356 вчера их , в общем как пружина и структура мелкозернистая .
Конечно корешок я не совсем проварил но думаю это роли не играет и все равно оторвал бы .
Видео будет но пока не до него но вот пару фоток покажу .


Ну и немного о том что написано в книгах , написано все верно но вот при сварке не трещать и не дают трещин эти сплавы , может только на длинных швах и это надобно проверить чем и займемся в свободное время ,,,, варятся хорошо но вот околошовная зона да "слабое звено" получается , как то так все .
-
4
-
1
-
-
12 часов назад, Miners сказал:
видимо пропустил увлекательный замес дебатов по сплавам,уже всё почистили и привели в порядок,тогда уже не буду ворошить и влазить,так не видел и пропустил
Да пропустил , но не много .
Вот меня "отчитали " чуток что бы "воду не мутил , но не я один и полно роликов где варят Д16 и вот даже 6061 и тот добрался до 2024 аналог Д16 .
Да ладно и вот специально видео сделаю , вчера токарил (между основным занятием и вчера снег был с крыши скатился самосвал ) , сегодня варил В95 и сутки на старение а завтра ломать будем трубой .
Но вот нет трещин как корневого так и облицовки под лупой смотрел да и не какого "постороннего шума" типа треск нет , да и ванна спокойная блестит как зеркало в общем не чита многим АК сплавам кои сейчас "возмущаются" с поводом и без повода .
пару фоток пока для затравки .


ЗЫ , опять меня "отчитают" , да и пусть но зато интерес думаю у многих есть и форум оживляется , ну и без этих "дебатов" форум без зубый и скучный , как то так . уж извиняйте если что .
-
1
-
6
-
-
1 час назад, Точмаш 23 сказал:
.Возьми высокопрочный чугун и завари трещину ПАНЧ 11. Сравни мех.характеристики ВЧ и ПАНЧ. Что получим в итоге?
нУ я рычаги подвески не варю со вставками В95 , да и так не варю а искушение было раза два от Порше привозили высокопрочный "кованный" Ал рычаг от подвески , отказал и даже объяснил что лучше вам ребятки новый рычаг прикупить и грех на душу не возьму .

Ну а грейдер если отвалиться то встанет и все так же и с алмаз бурилкой ,,, но пока работают иначе бы меня опять потревожили .
1 час назад, welderman сказал:кто старое помянет-тому ... не поздоровится..
Вот видит бог не я это начал .
1 час назад, welderman сказал:...Не бери на душу лишнее горе... не стоит...
Это ты опять о чем ??? и какое горе??? , ты что то какими то загадками отписываешь , похоже больше не о чем писать ,,,,, да мы обсуждаем тут не совсем простой вопрос , а ты что то не внятное и потустороннее ,,,,,
Зы , ну и надобно прекращать обсуждение сего вопроса и все равно каждый останется при своем мнении .
-
1
-
-
7 минут назад, Точмаш 23 сказал:
И просто необходимо найти тех удивительных людей,которые дали тебе чуток присадки и вручить им Нобелевскую премию.
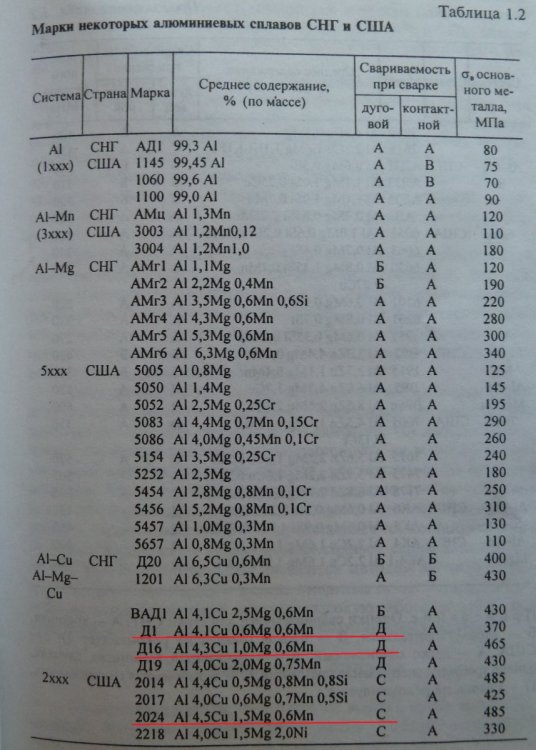
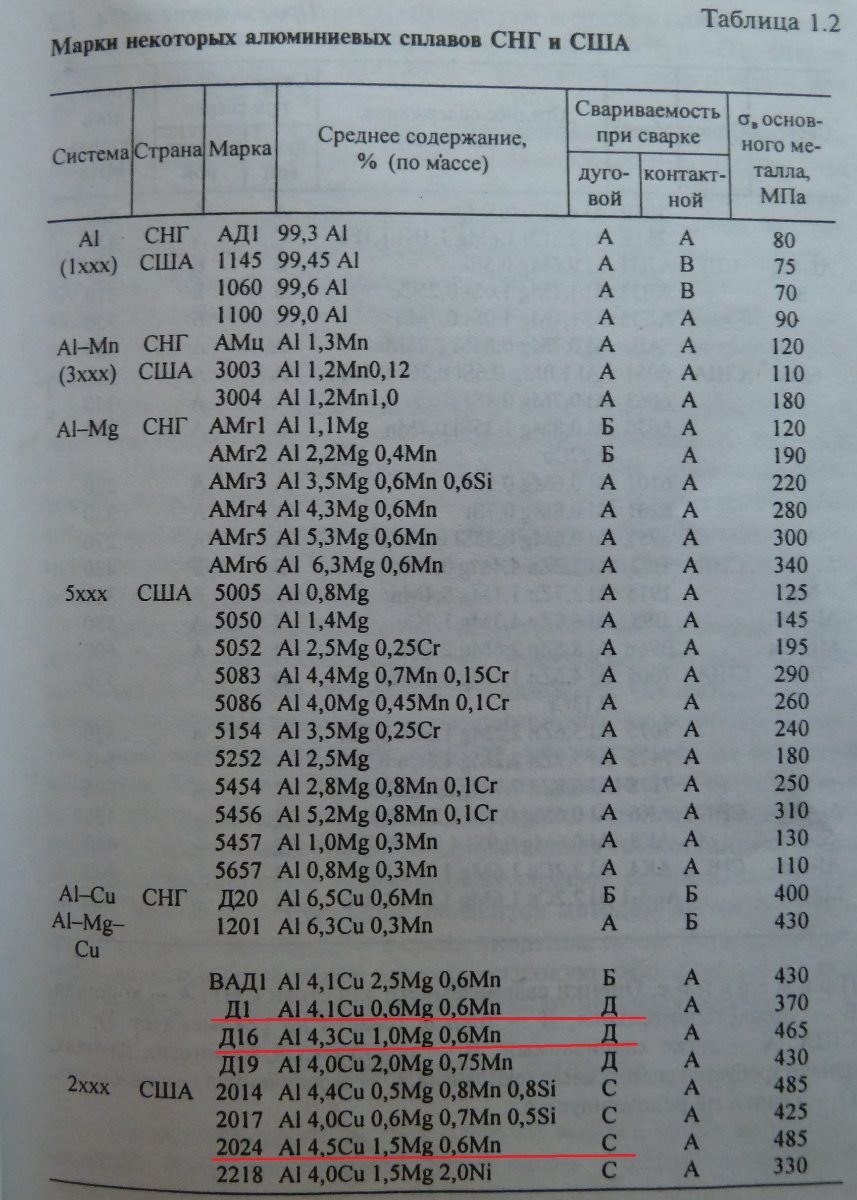
Да что их искать вот из той же аэрокосмической отрасли , и вот смотри Д1 и забугорный 2024 даже практически одного состава "близнецы" да и Д16 не далеко от них так вот у нашего литера Д то есть не рекомендуется к сварке , а вот забугорный 2024 с литерой С ограничено свариваемый , вот это все из серии 2ХХХ которая представляет не свариваемые ,,,,, ну и как это все понять .
Тем паче вот моя "коряга" с В95 работает , иначе бы прораб давно бы меня навестил .
-
27 минут назад, Точмаш 23 сказал:
Дело здесь не в режимах сварки,а самом материале, который пытаются сваривать.
Да думаю в том и в том дело ,,,,, но вот что интересно все же рекомендуемые присадки озвучены для В95 да и у меня была для Д16 в свое время на завод привозили сварным и чуток отрезали мне , привезли и сказали варите на здоровье , марку не кто не озвучил .
Естественно околошовная зона слабое место , но это касается всех без исключения Ал сплавов да и не только их .
-
38 минут назад, hvr63 сказал:
Любопытные результаты.
Проходили и как то на Ниву шпильки и гайки с секретом сделали из титана , в общем через полгода я все восстановил на заводское , так как в дороге один раз открутить гайку не получилось и отлом шпильки
Все дело вот в этом и если уж делают крепеж с титана то нужна спец обработка .
https://studref.com/676456/prochie/antifriktsionnye_svoystva_titana_splavov
-
1
-
-
В 18.12.2022 в 09:51, Точмаш 23 сказал:
Дуралюмины относятся к системам Аl—Cu—Mg—Mn и Аl— Cu—Mg—Mn—Si. Основные марки дуралюмина Д1, Д6, Д16, 3125, АК8, ВД17. При сварке эти сплавы обладают повышенной склонностью к образованию трещин, а их сварные соединения имеют пониженные значения механических свойств в зоне сплавления со швом.
Применением присадочных проволок типа СвАК5 и В61 можно снизить вероятность образования трещин при любом способе сварки. Существенное значение при этом имеет правильный подбор режимов сварки. Низкая пластичность шва и зоны сплавления обусловлена тем, что по границам оплавленных зерен располагаются хрупкие прослойки интерметаллидов.
Одним из наиболее распространенных сплавов системы Аl— Zn—Mg—Cu является сплав В95. Для повышения коррозионной стойкости листы из сплавов В95 плакированы сплавом, содержащим 3,5% MgZn2.
Сплав В95 склонен к образованию горячих и холодных трещин. Последние наблюдаются только при газовой сварке. Для сварки сплава В95 применяют присадочный материал химического состава: 6% Mg, 3% Zn, 1,5% Cu, 0,2% Mn, 0,2% Ті, 0,25% Cr или 5% Mg, 0,2—1,5% Cu, 10% Zn, 0,2% Mn, 0,2% Ті, 0,25% Cr, остальное Аl. Можно также использовать сплавы, содержащие 3% Mg, 6% Zn, 0,5—1% Ті или 8—10% Mg, остальное Аl.
Виктор , но вот же из твоего поста и все же где то их сваривают . Существенное значение при этом имеет правильный подбор режимов сварки.
Вот выше 2024 аналог нашего Д16 я выкладывал сваривается ограничено но сваривается .
Вот ВАД23 тоже относиться не к свариваемым , но вот сразу поисковик выдает что сваривается и после сварки нужна термообработка .
Высокопрочный и жаропрочный сплав ВАД23 системы Al—Cu—Li—Cd удовлетворительно сваривается аргонодуговой сваркой (коэффициент трещинообразования по крестовой пробе составляет 15—20%). Аргонодуговая сварка состаренного по любому режиму сплава ВАД23 толщиной 2 мм обеспечивает предел прочности соединения 260—300 МПа и угол загиба 50—70°.
Ну и с чего все началось правильно,,, свариваемый - не свариваемый и информация в разных источниках разница кардинально ,,,,,, а по чему , скорее устарела информация и ее просто перепечатывают ,,,,, почему устарела??? , да все просто и выше правильно написано даже в твоей информации " Существенное значение при этом имеет правильный подбор режимов сварки." , что было раньше да не чего не было не оно было но в ВПК , так вот старые источники сварки разве могли так же варить как современные не баланса не частоты тока и т.п и т.д ,,,,,, вот помню когда у меня не было сварки в начале 90х и мне надо было ухо крепления КПП Волга приварить , поперся я в сой родной завод и цеха №3 уже не обнаружил все продано вместе с 15 сварщиками .
Пошел в соседний цех , ага есть аргонщик , попросил заваришь , заварю , в обшем включил УДГУ 350 (были такие ЛЕНИНГРАД) долго колдовал ну и начал сварку , остановил еще колдовал и смотрю на 300А вышел , я через маску смотрю вольфрам 4мм сопля болтается на нем полурасплавленного вольфрама , в общем минут десять варил и корпус КПП так нагрел что к нему и близко не подойдешь пышет как из кузнечного горна , вот так и на современном аппарате понадобилось бы максимум 200А да и корпус из другой стороны от сварки вряд ли нагрелся так .
-
1
-
-
А вот еще "равнопрочное соединение" от американцев .





Ну сразу на новых прошли .

-
7
-
-
1 минуту назад, Dmitry1962 сказал:
я о другом... Ты написал - "на Круазике приезжал" (а имел в виду - на Крузаке!))
Шутник однако
 , Круазик и сам что нить сотворил с этой корягой и без меня обошелся бы .
, Круазик и сам что нить сотворил с этой корягой и без меня обошелся бы .
-
1
-
-
6 минут назад, Dmitry1962 сказал:
Петр?!
Вот не помню уже , может и он , два года как уже не заезжает , он халеный такой и за рулем персональный водила ,,,,,, у меня в тел. просто забит Монино он там вроде проживает .
12 минут назад, Точмаш 23 сказал:Эта проблема решается установкой футорки.
Куда же ее вкручивать то , мяса мало да и похоже сплав устал совсем , и вот только заметил по фото , варил бобышки кто то и когда то , но увы.......


-
Только что, Dmitry1962 сказал:
а почему В95 использовал? Из-за прочности?
так скажем, то что было и это В95 еще СССРовский ,,,,, ну и заказчик сам вряд ли будет искать материал , прораб моего возраста на Круазике приезжает и говорит помогай и что нить придумай , а мы заплатим сколько скажешь и простой грейдера в разы дороже .
ну и прочность тоже не помеха да и обрабатывать одно удовольствие , посмотри на резьбу ровненькая не каких "задиров" и равных мест на нитках нет .
-
1
-
-
2 часа назад, Точмаш 23 сказал:
Давай посмотрим на твою сварку несколько иначе. Допустим, мы взяли и сварили подобную конструкцию из стали.Основание и косынки из ст.3, а цилиндрическая вставка из ст. 45. Сварили проволокой 08Г2С без подогрева. Будет ли работать этот узел?То есть, мы знаем,что образование хрупких закалочных прослоек в ЗТВ обеспечено,но сделали так..будет ли работать?
Ну здесь не знаю и 45 ю сталь не сваривал .
2 часа назад, Точмаш 23 сказал:И следующий вопрос к остальным участникам: сваривая дюрали,вы какую цель преследуете ?-получить равнопрочное соединение или соединить детали с друг другом?
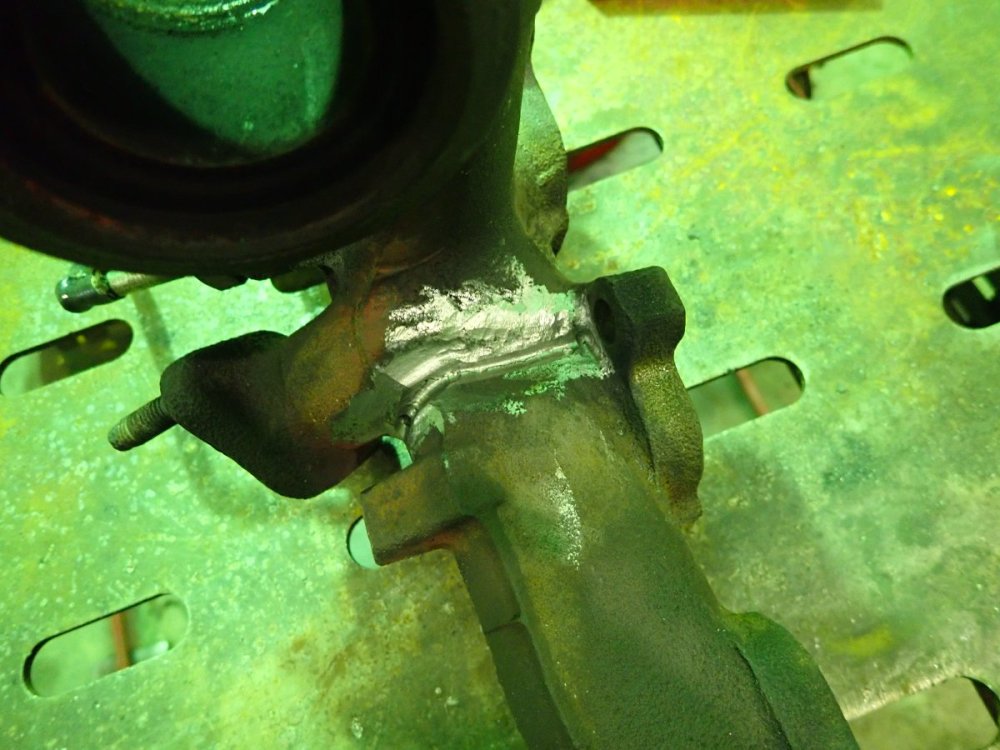
Виктор , вот посмотри на эту трубу - корягу от грейдера скорее импортного , строят скоростную дорогу Москва-Казань и рядом со мной , так вот эта "коряга" не один раз была у меня , первый раз привезли и резьба М8 разбита (вот кто ее (резьбу) конструировал и рассчитывал ли на равнопрочное соединение , говорят что нить придумай а то эта "коряга" замучила и грейдер больше простаивает чем работает .
Рассверлил и нарезал М10 , ну и ее хватило на пару месяцев и "коряга" снова у меня ,,, я им что ВЫ прикрутить ее не можете правильно? , ,, не не прикручиваем с фиксатором резьбы да и машинист проверяет каждый день затяжку но увы .
Ладно , рассверливать и нарезать М12 там уже не куды и решено было сделать так , все работает уже 2года и выходит что я не просто соединил детали с друг - другом??? .



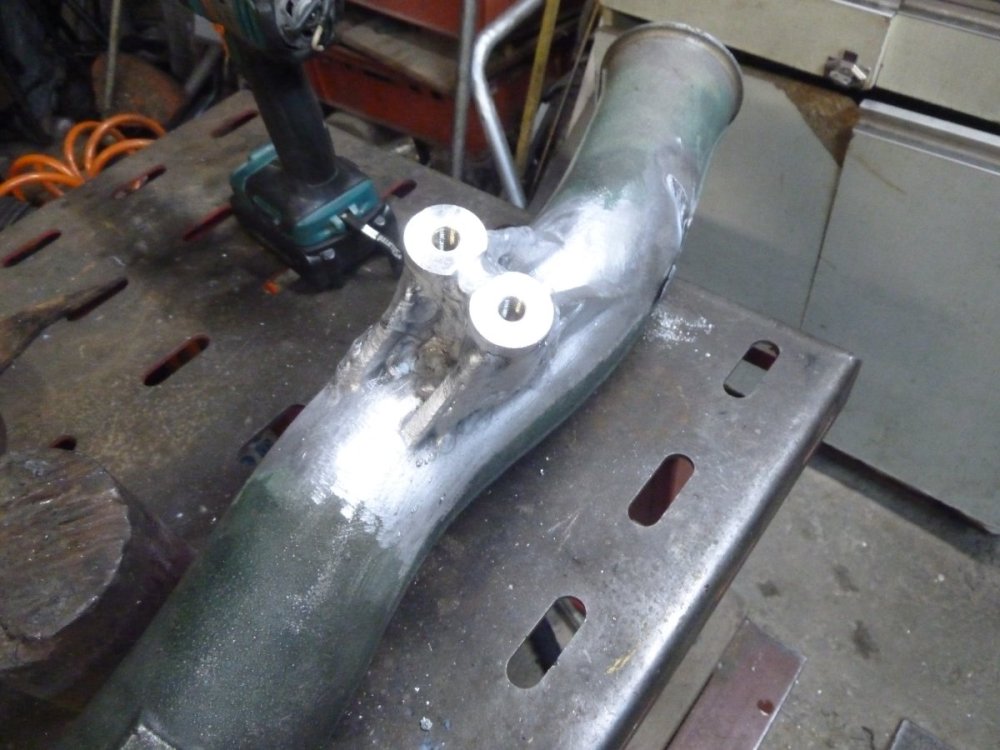
Ну и "желтенькая" опора от алмазного сверлильного станка по бетону , проф. инструмент , опора имеет четыре регулировочных болта - упоров , так вот резьбы там родной по 4 нитки и опять "равнопрочное соединение" , вибрации и нагрузки эти четыре нитки вырывают на ура тем паче Ал сплав на букву Г да еще и с порами , тоже несколько раз была у меня то там то сям что то лопнет , мужики работают 5 дней в неделю .
Ну и втулка с резьбой на всю длину и эта первая спасла их проф.инструмент и скорее импортный , в последствии таким же макаром были переделаны остальные три опорных болта .




-
1
-
4
-
-
22 минуты назад, 0377 сказал:
Благодарю
На здоровье , пользуйтесь .
-
Вот по вашей фотке марка стали X5CrNiNb19.9 или цифровое 1.4315 , это марка стали да нержавейка .
https://emk24.ru/wiki/en_steels/x5crnin19_9_1_4315_479544/
У вас прутки сварочные и вот у ЕСАБ есть таблица по выбору присадочного прутка отталкиваясь от материала и вот там и найдете и вроде как 304 нерж или 316 я, сей момент надобно уточнить , в общем посмотрите .
-
14 часов назад, Сергей12 сказал:
При сварке меди тиг остаются микро поры,в чем может быть причина? Подскажите пожалуйста
В качестве защитных газов используют аргон или азот, который для меди является нейтральным. Сварка в азоте отличается более глубоким проплавлением и высокой производительностью, однако устойчивость дугового разряда в азоте ниже, чем в аргоне или гелии. Чаще используют смесь газов аргона и азота высших сортов, что экономит дорогой аргон, повышает устойчивость дуги и производительность труда.
http://svartek.ru/articlesview.php?id_articles=116
-
Снегу много навалило и снегоходы из стоила выгоняют , в общем Буран СССР , ухо привода спидометра (если он есть ) или чего то еще привод .
Автобусы с 3 часовой задержкой ходят , на Горьковское шоссе очередь из большегрузов и всех остальных в 6км ,,,, а мы на Ниве по обочине .

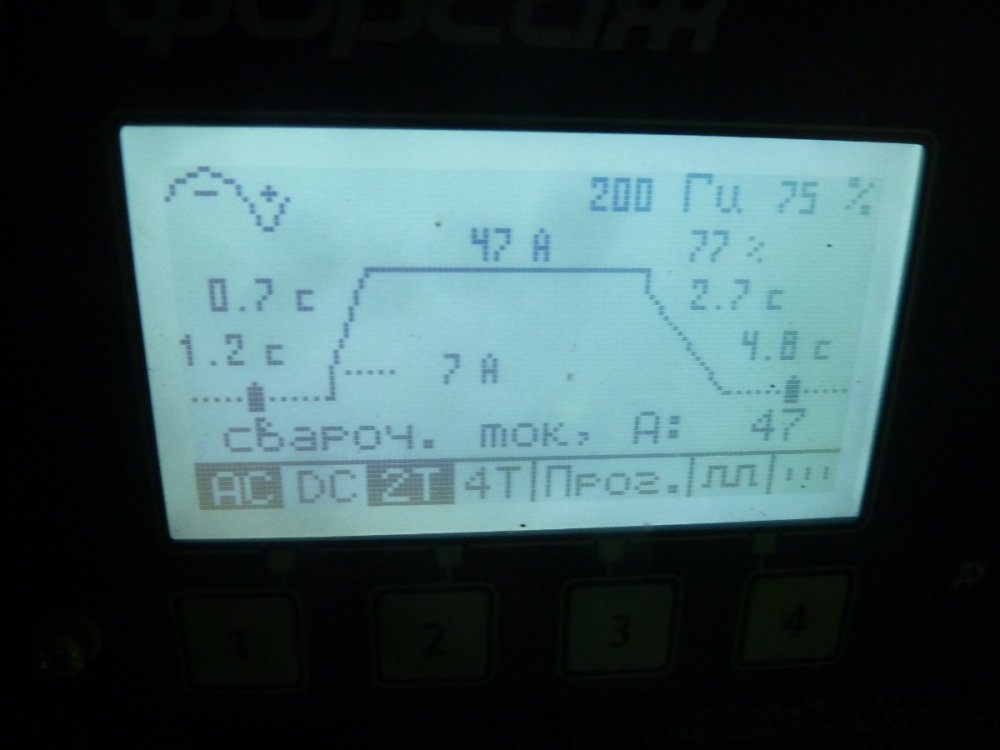
Поправили , присадка 4043 1.2ММ , вольфрам 1.6мм WZ8




-
4
-
-
1 минуту назад, tehsvar сказал:
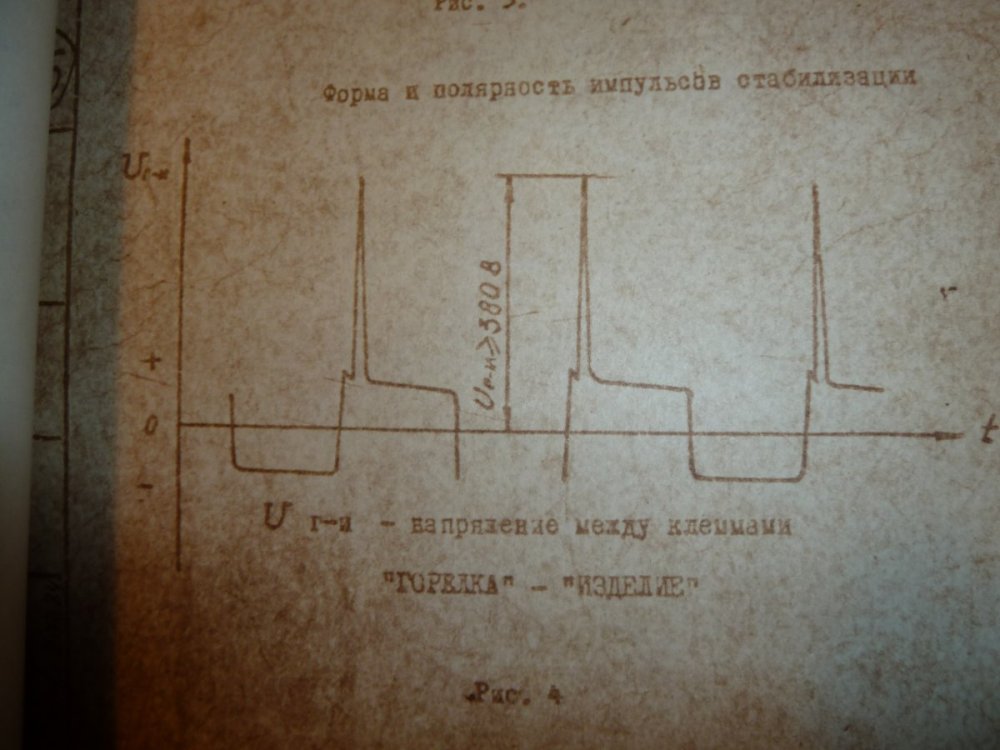
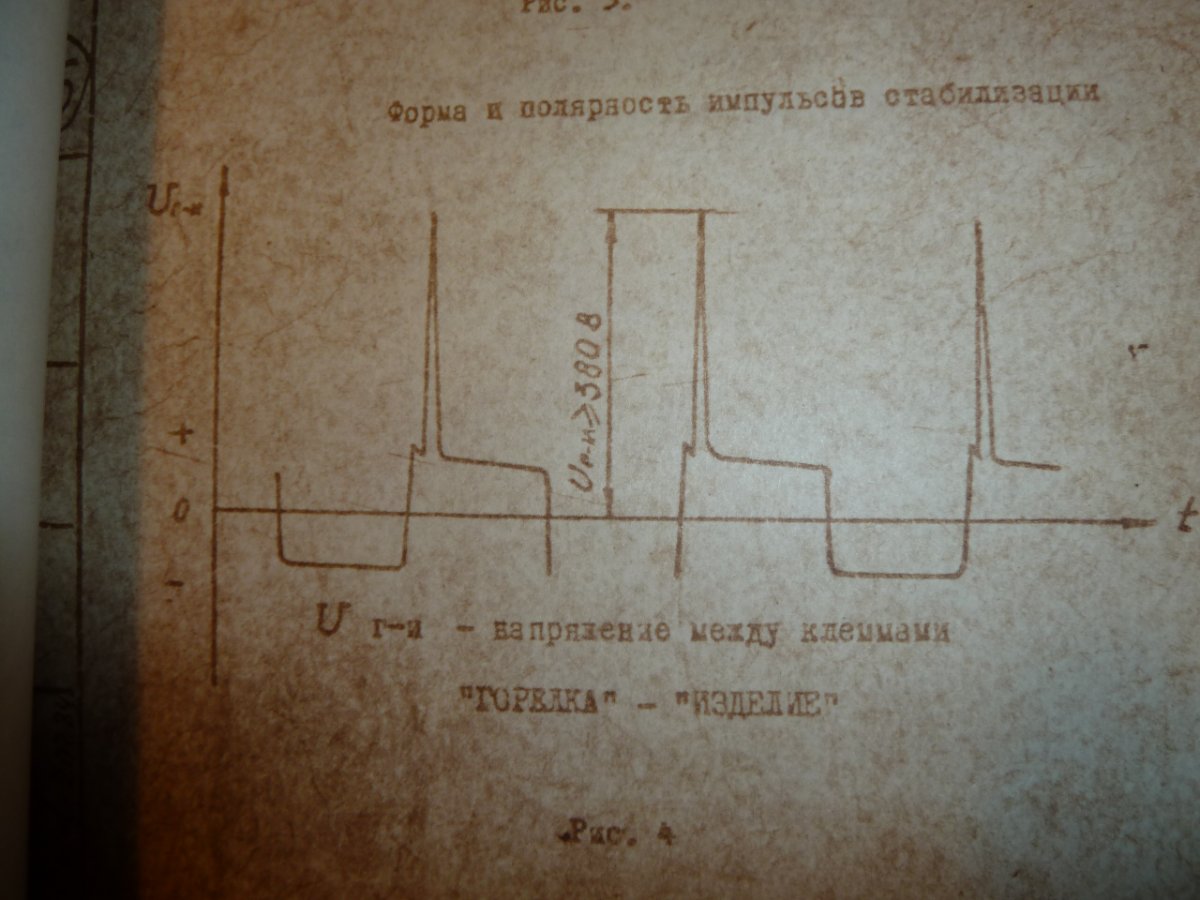
это форма импульса стабилизации дуги, а не форма выходного напряжения.
Леш , ну а считал что это рабочее напряжение а вот выше в виде стрелы в 380вольт и есть импульс стабилизации.
Не буду спорить и может не прав ,,,, но вот АС да и DC дуге от ТИР315 по стабильности могут позавидовать многие современные инверторы .
-
1 час назад, copich сказал:
Тиристор это не преобразователь как в инверторе, где из постоянки мы делаем переменку.
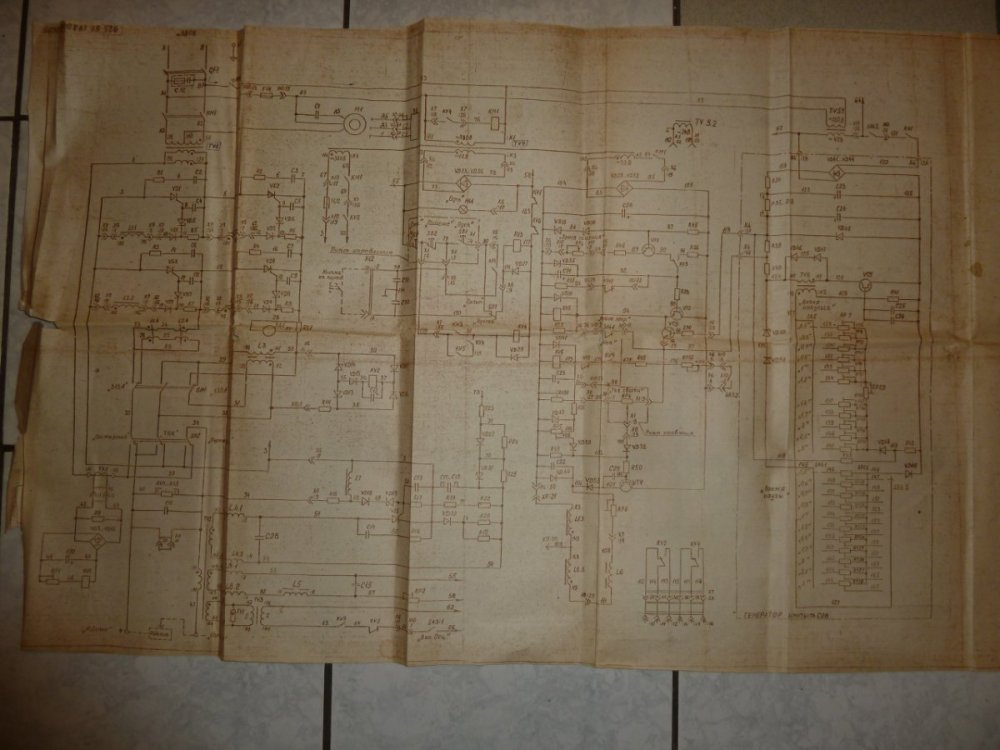
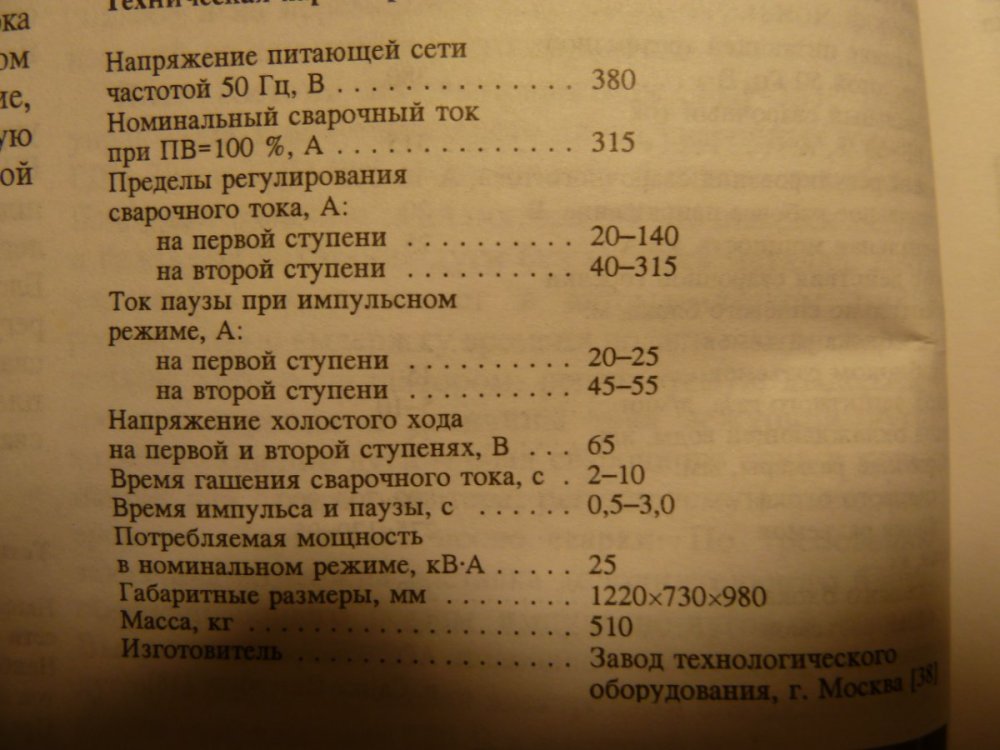
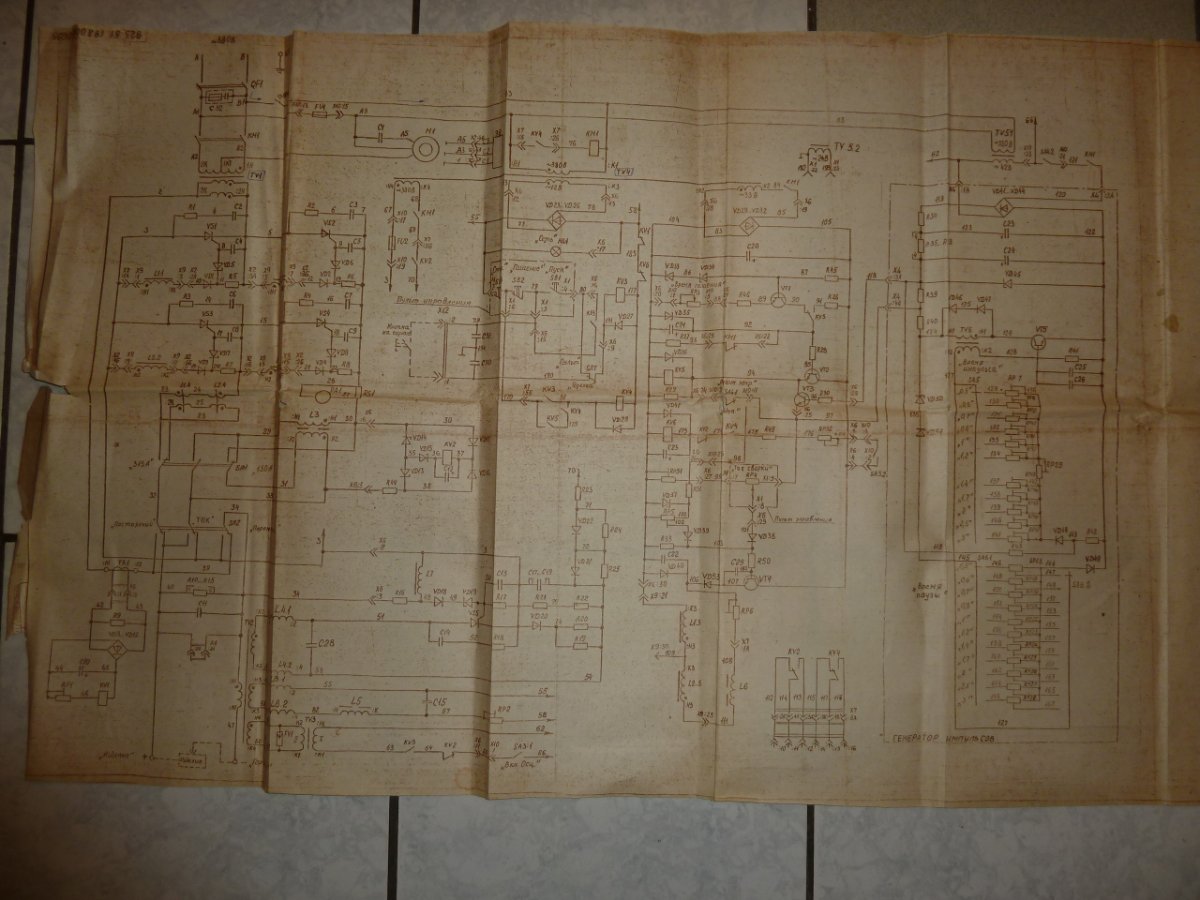
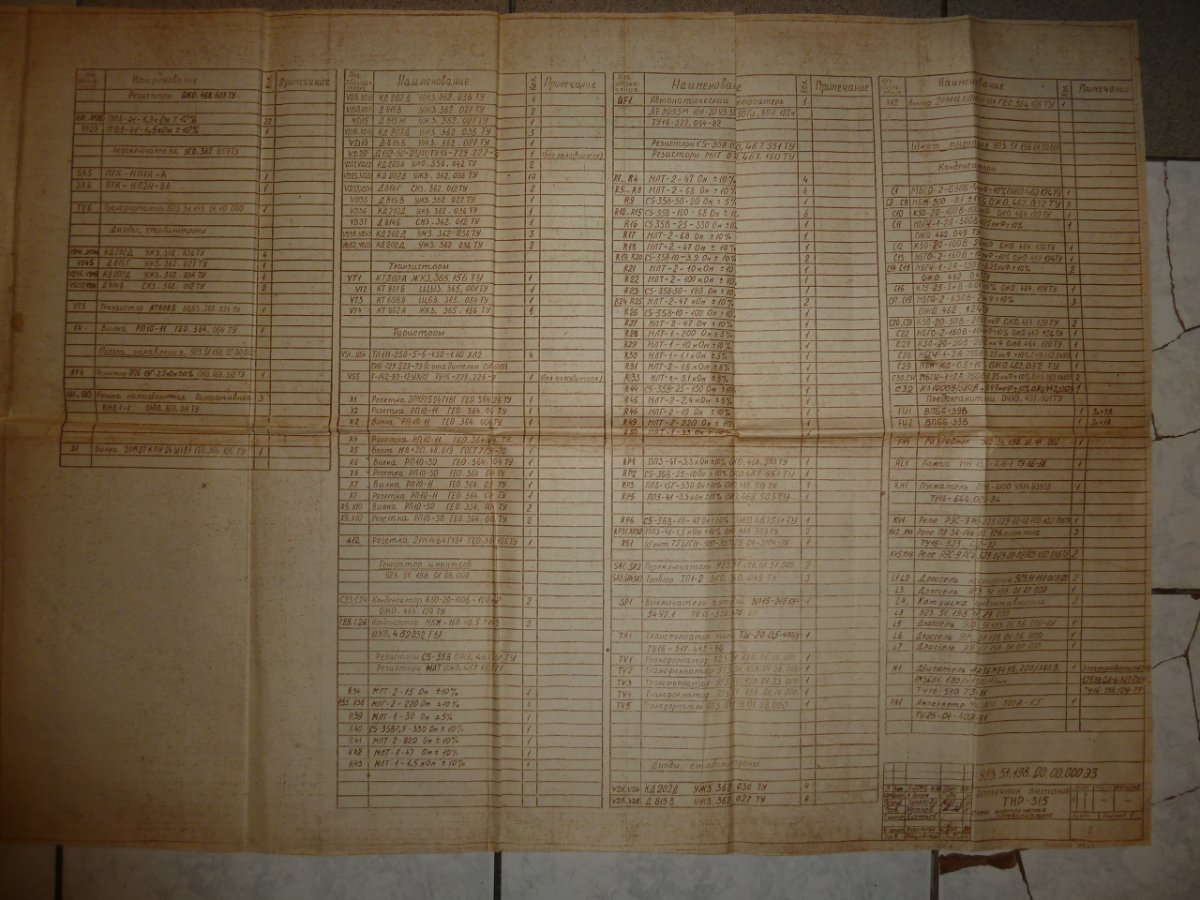
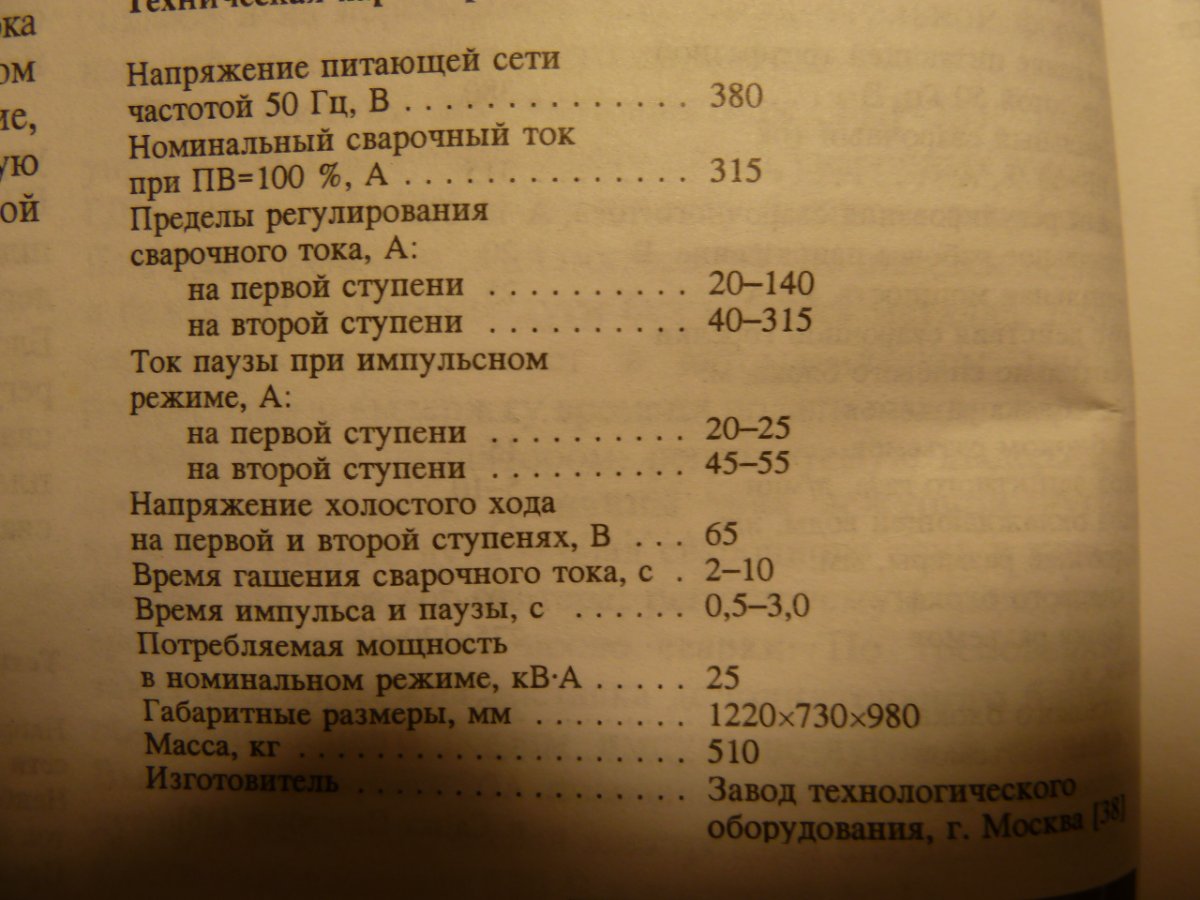
Игорь , вот выше я выложил фото из тех. документации к аппарату и это даже не "мануал" , да и ТИР315 и ТИР300 делался для ВПК и АЭС и даже мог работать в радиации это мне по секрету где покупал рассказали , а покупал прямо на заводе .
Ну и неужели они будут врать в тех. документации к аппарату и за место синуса , рисовать прямоугольник , и похоже тиристор делал переменку и не как иначе , да и по твоей ссылке есть пост где написано что возможно это .
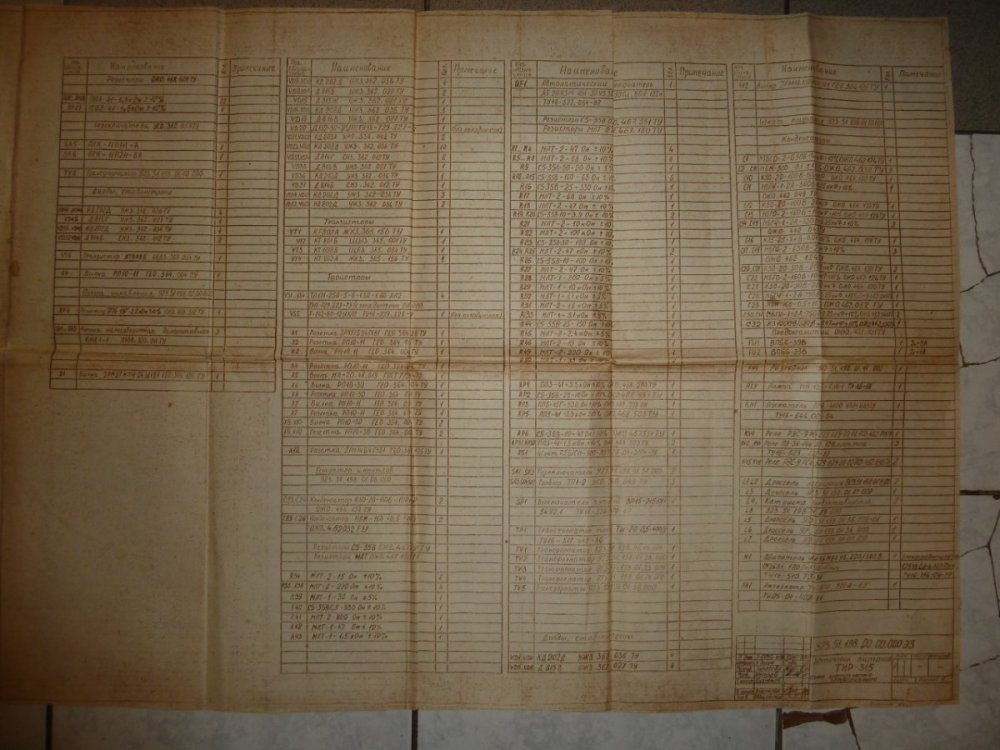
Вот схема ТИР315 и фото хорошо увеличивается и если есть интерес то посмотри , я в этом конечно ноль , но верю тех. документации .
-
1
-
-
2 минуты назад, copich сказал:
работает в синусе. А не в прямоугольнике.

Игорь , мне смысла спорить тоже нет , но вот этим ТИР315 я работал 10лет с фифти -фифти , и вольфрам с шариком случайно от него сохранился-реликвия .
-
6 минут назад, copich сказал:
Поэтому баланс изначально смещен в минус, всегда. И данный производитель дает не мифические значения 0 и +\- ... , а реальные для изменения и применения.
Игорь , хрень какая то , тут и я запутаюсь ,,,,,, гораздо проще вот как у Селко по умолчанию 35% положительной волны , 50% и это уже будет фифти-фифти то есть пополам , 65% и тут конечная точка положительной волны и у отрицательной останется 35%
У Форсаж по отрицательной полуволне регулировка и 85% крайняя точка отрицательной , 50% и тут тоже пополам волны , и крайняя нижняя точка отрицательной 45% , то есть положительная в этой точке 55% всего на 5% выше от фифти = фифти .
22 минуты назад, copich сказал:Но 50\50, т.е. равное значение положительной полуволны и отрицательной, это по факту много плюса на электроде и по факту в процессе сварки он будет разрушаться.
Игорь до 90х а может и середины онных варили 50\50 и баланс регулировок вовсе не было , может только на избранных аппаратах и то не для простого люда , так вот варили и иногда длинные швы и токи приличные и не чего не разрушалось при правильном выборе диаметра вольфрама
Вот шарик сформированный ТИР315 и у него 50\50 , ток где то за 200А и шовчик на минут десять работы дуги и видишь цел вольфрам , а иначе бы и переменка не спасала бы его да и вообще чем тогда варить Ал сплавы и вопрос был бы актуален но выдерживает вольфрам 50\50 с правильными параметрами .


-
3 минуты назад, SergDemin сказал:
Вообще то это для контактной сварки работа. А иначе, чем не вари, все равно покорежит
Сергей , контактная сварка для 5мм +5мм довольно мощная нужна , ну и представь она есть ручная и как заводить электрод к проволочкам вся решетка из отдельных кусков и вот тут точно будет все деформировано . ДА если контактная в виде станка с опорой то тут согласен .
Ну и при тиг сварке не чего не покорежит , если все правильно и на короткой дуге .
-
41 минуту назад, welderman сказал:
Ставим 4Т-
Нахрен он нужен тут тем паче сварщик начинающий и пока он будет соображать что надобно отпустить кнопку и поновой нажать все уже "растает" и расползется даже 5мм и да оно толстое и спокойно вариться .
5 часов назад, OrVit сказал:Ток ставил от 30 до 50. Ванну не вижу либо она не образуется. На 50 амперах электрод собрался в шарик.
Варил на постоянке, электрод WL20, 2.4 мм. Сопло 5, газовая линза, аргон ставил 6 л/мин. Присадка ER308L 1,6 мм.
Попробовал пульс - то же самое. Надо его еще настраивать.И так электрод 1мм-1.6 но не нужон тут 2.4 , аппарат на минимум поджига (вот я не знаю как это на сундуках происходит) в ампер 7 , пред газ 0.7 сек , подъем тока 0.7сек и рабочий ток 21-35 ампер и все зависит от руки сварщика , присадку 1мм ну и короткую дугу держать в 1мм от начала поджига до конца сварки , пост газ 10-ё12сек .
Линзу удалите и о ней отдельный разговор и это не линзы а одно надувательство , простую керамику 4 -5№ и этого с лихвой, да и наконец вы увидите ванну а то эта линза мешает обзору и правильно держать дугу , вот №4 или 5 компактно все видно и электрод можно сразу поставить с зазором 1мм к прутку а еще лучше где то 0.5-07мм и не чего уже без вашего ведома не расплавиться .
ЗЫ на 50А электрод в шарик не соберется если правильная полярность и DC ток включен и по фото вижу вы просто поймали на электрод капельку нерж. , то есть макнули или нерж начала "гулять " при нагреве и правильно выше говорили -фиксировать можно даже неким грузом .

Вот смотрите 2мм проволочка , присадка 1мм ну и остальное по фото



-
5
-




































Сварка алюминия
в Аргонодуговая сварка — TIG
Опубликовано
Да чо не до него и монтировать и как точил и варил вы и сами это можете , и вот загрузил самый "интересный " момент без всякой редакции .
Вот тиски то дрогнули не хило и может что то поменять и будет лучше???? , а может и термо обработку вот как у Сергея") .
.